Back
[00:00:09] <alex_joni> * alex_joni goes to bed
[00:00:12] <alex_joni> night all..
[00:03:10] <jepler_> nighr
[00:03:11] <jepler_> t
[00:07:36] <dmess> anyone know .. forward kinematics...
[00:07:49] <dmess> to any extent
[00:19:30] <Jymmm> dmess: Is that anything like Lego's?
[00:19:39] <Jymmm> * Jymmm chuckles *
[00:26:48] <asdfqwega> Ta da! New, improved, and back from the dead.
[00:41:29] <SWP_Away> dmess, which direction is forward? :)
[00:41:46] <SWP_Away> SWP_Away is now known as SWPadnos
[00:45:44] <asdfqwega> Okay, I officially hate my ISP. There is NO reason I should lose connection this often.
[00:46:02] <SWPadnos> shoot zem
[00:46:22] <asdfqwega> Looks like it's back under a rock for me. Later.
[00:46:23] <SWPadnos> zen zey vill haff a gut connexion
[00:46:27] <SWPadnos> see ya
[00:48:02] <jepler_> jepler_ is now known as jepler
[00:54:38] <richo> morning all :)
[01:00:47] <Jymmm> <--------- SWPadnos, that way is forward -------->
[01:01:07] <SWPadnos> which way?
[01:01:23] <SWPadnos> <--------- or -------->
[01:21:03] <Jymmm> SWPadnos: Ya, that's right. Or is it left?
[01:23:32] <SWPadnos> Yes
[01:23:35] <SWPadnos> Absolutely
[01:23:51] <Jymmm> abo looooleeeeeeeeeee
[01:24:04] <SWPadnos> Time to lay off the Tequila, Jymmm
[01:24:21] <Jymmm> say it out loud
[01:24:23] <SWPadnos> Or have you been taking the "Bush Speech" courses again?
[01:24:46] <Jymmm> "...poor boy you're about to cry"
[01:25:04] <Jymmm> you just dont recognise the lyrics.
[01:25:06] <SWPadnos> OK - time to get back to important things
[01:25:07] <Jymmm> =)
[01:25:10] <SWPadnos> like my FreeCiv game :D
[01:25:17] <SWPadnos> nope
[01:25:22] <Jymmm> * Jymmm isn't a gamer
[01:25:23] <SWPadnos> It's probably AC/DC or something
[01:25:31] <Jymmm> Ha, hardly
[01:25:44] <Jymmm> more of a folks song from 20 years ago or so
[01:25:58] <SWPadnos> Hmmm - I can't think of that one off the top of my head.
[01:26:42] <Jymmm> http://www.fortunecity.com/tinpan/parton/2/dooley.html
[01:26:48] <Jymmm> ok, 200 years ago =)
[01:27:08] <SWPadnos> somewhat before my time
[01:27:22] <Jymmm> Yes, I'm over 200 years old
[01:27:33] <Jymmm> * Jymmm shakes his head *
[01:27:35] <SWPadnos> daddy Methuselah
[01:27:41] <SWPadnos> or Lazarus Long
[01:27:57] <Jymmm> no clue
[01:28:51] <SWPadnos> There was a person, le Compte de St. Germain, I think, who was reputed to have lived for something like 250 or 350 years (I don;t remember all the details).
[01:34:52] <dmess> good call.... as am i
[01:35:32] <dmess> we are all over 200 yrs old...
[01:35:59] <SWPadnos> In Mercury years, possibly (eve that's fairly old though)
[01:36:18] <SWPadnos> well - 50-ish, so not *that* old
[01:36:44] <dmess> no in earth yrs... its ALL in your head
[01:37:02] <SWPadnos> no it's not. You exist, therefore you are. I make no such claim
[01:37:56] <SWPadnos> therefore, it's all in your head :)
[01:38:21] <dmess> past lives are archived in a random order and YOU HERE and now only remember selective ones
[01:38:42] <SWPadnos> I have no recollection of that event at this time.
[01:39:00] <dmess> but have access to ALL and EVERYTHING...
[01:39:18] <SWPadnos> ssssshhhh - don't tell anyone
[01:39:26] <dmess> ANYTIME...
[01:40:09] <dmess> its all in your head... REALITY is an illusion..in time...
[01:43:08] <dmess> time .... is cool to play with.... to know someting ahea of time and see it... in your melon... leads to thoughts of mind controled cnc in a hurry
[01:56:17] <Jymmm> ok, NOW who has been into the tequilia a lil early today
[02:04:22] <dmess> no.. the teq..stuff i WILL NEVER MENTION OR TOUCH AGAIN AS OF '97... was not involved..
[02:04:25] <SWPadnos> It's later for dmess
[02:05:24] <dmess> thought IS stronger than deed
[02:06:19] <dmess> stronger/harder
[02:08:31] <dmess> ever heard "In your head" by the Cranberries...
[02:08:57] <les_w> <cough> huh?
[02:09:26] <SWPadnos> nope
[02:09:40] <SWPadnos> I think dmess has either hit the bottle or been to church this evening :)
[02:09:56] <SWPadnos> (or he's listening to "interesting" music)
[02:10:15] <les_w> I want to know about the '97 tequilla event.
[02:13:44] <dmess> no you dont... wife droped me off after 2/3 a bottle teq that stuff a 40 oz ... a whack of chinese food and a 5lb bet on who could eat the most fresh cherries.... NEED I SAY MORE... i got rug burn on my head.....
[02:14:06] <les_w> ewwww
[02:14:38] <les_w> haha
[02:15:28] <les_w> barfing cherry tequilla/msg
[02:15:33] <dmess> i woke up the next day said "good mornin' " to my room mate ...he said .." i Doubt it.."
[02:15:37] <Jymmm> SWPadnos: Or hiw was hitting the tequlia in the church
[02:15:47] <SWPadnos> I didn't want to go there
[02:16:48] <dmess> i belched 3 x on the way home... " PULL OVER... open door expell.... spit... CLOSE door
[02:17:01] <les_w> I'm sure it was a religious experience
[02:17:14] <Jymmm> les_w: I'm tired, but I need to chat with you regarding 'toolmarks' and deflection
[02:17:24] <les_w> k
[02:17:59] <Jymmm> les_w: I'll email you photos (tomorrow?) so you can take a look after the monkey suits leave
[02:18:03] <dmess> NEVER... will that foul substrate touch my inards...
[02:18:14] <les_w> i'm tired and a little sick, but had to work because the suits are coming from corporate
[02:18:23] <les_w> yeah email em
[02:19:04] <Jymmm> les_w: Overall, I'm having some REALLY bad issues - suspect operator
[02:19:16] <les_w> ha
[02:19:29] <dmess> any one ever " nital etched" any pcs to look for material abuse??
[02:20:26] <dmess> retempering/rehardening
[02:20:26] <les_w> ?? I have heard of that...kinda rings a bell...but I forget
[02:20:36] <Jymmm> les_w: Yeah, I can't even get v cutting to be clean; could be CAM too.
[02:21:01] <dmess> jymmm ... matl??
[02:21:32] <dmess> included "V" angle
[02:21:48] <les_w> 90 and polycarb?
[02:22:24] <dmess> how much clearance in the cutter??
[02:23:18] <les_w> I think jymmm is using cmt router v cutters. prob about 15 degrees clearance
[02:25:14] <dmess> single flute in that needs 25 primary 30 secomadry with .. "cold " air mist to eliminate the burrs
[02:25:57] <dmess> sucks the mat'l away from the tool
[02:26:12] <les_w> sounds reasonable...I use vortec cold air on acetal a lot
[02:27:37] <dmess> high + rake and wickrd clearance will get super finish
[02:28:09] <dmess> but in poly carb it wears out fast
[02:28:18] <dmess> minlon too
[02:28:38] <dmess> mynlon
[02:28:40] <les_w> wood router bits may not be the beat on polycarb...yeah
[02:29:16] <les_w> I use acetal if at all possible..cuts so nice
[02:29:25] <les_w> cut some today.
[02:29:29] <dmess> no a hand ground d bit is usually BEST
[02:30:07] <dmess> see what your getting and adjust to suit
[02:30:45] <les_w> Jymmm does not have carbide griding capability...needs to look at some plastic machinig sites I guess
[02:31:15] <les_w> I set up a diamond grinder for carbide spiral downcut bits in my production
[02:31:18] <les_w> works ok
[02:31:25] <dmess> mynlon is 33% nylon and the rest is quartx filler
[02:31:39] <les_w> sounds nasty
[02:32:03] <dmess> they told me it was plastic
[02:32:17] <dmess> FAAAACK
[02:32:27] <les_w> sounds more like rock
[02:32:49] <dmess> +/-0.001 all ovr the picture
[02:33:53] <dmess> it ate carbide.... with oil as coolant..water...tied it
[02:35:04] <dmess> they planned on molding these ... we were prototypers
[02:36:04] <Jymmm> dmess: In this case, it's MDF
[02:36:28] <Jymmm> 90 deg 1/2" china special for the v-cutter
[02:37:14] <les_w> SY?
[02:37:38] <Jymmm> les_w: I have a call into Onsrud for the acrylic cutters
[02:37:42] <Jymmm> what's SY ?
[02:38:00] <dmess> MDF still needs alot of clearance to clear the chip... being single lipped
[02:38:26] <Jymmm> Ha! What "chips"??? It's *ALL* dust =)
[02:38:35] <les_w> yeah that's the ticket. Dmess seems to think you need more primary and secondary clearance for polycarb. He is prob right.
[02:39:29] <Jymmm> I havne't tried polycarb (can't find the piece I have), but acrylic is much cheaper; will just try to find a single flute bit that's made for it.
[02:39:37] <les_w> oh
[02:39:38] <les_w> ok
[02:39:56] <Jymmm> Acrylic is also alot nicer optically
[02:39:59] <dmess> if you could.... put raw mat'l in freezer overnite.... cut it as fast as you can.. and release it...
[02:40:16] <dmess> neoprene...
[02:40:39] <Jymmm> might be easier to get a co2 tank =)
[02:40:46] <les_w> yeah...I had to ream some acetaltoday...had to freeze it or it came out undersize
[02:40:46] <Jymmm> or dry ice
[02:41:03] <dmess> acrylic too
[02:41:53] <Jymmm> Onsrud makes bits specifically for plastics, just that they have way too many
[02:42:46] <dmess> the softer the plastic the higher the clearance.....
[02:42:46] <les_w> I claim no expertise in machining acrylic. It's nasty, and I have crapped up plenty of parts.
[02:43:09] <Jymmm> dmess the hight the clearance?
[02:43:14] <dmess> the more abrasive the plastic the lower it needs to be...
[02:43:24] <Jymmm> lower temp?
[02:43:49] <dmess> primary back clearance angle
[02:44:16] <Jymmm> Yeah, that's what I'm understanding from this catalog
[02:44:26] <dmess> followed up with suitibale secondary
[02:44:45] <Jymmm> also that most are single flute... I still need them to tell me what O and V flute means
[02:45:22] <dmess> if A piece of you dust slips under that edge.... it PASTES up quickly...
[02:45:51] <les_w> yeah turns to goo quickly
[02:46:33] <dmess> o is a carved flute/// v is a 90 deg gashed flute
[02:46:42] <Jymmm> http://onsrud.com/Products.asp?Action=View&Part=63-701
[02:46:52] <les_w> in school, I machined a lot of wind tunnel models for the space shuttle fuel tank from acrylic.
[02:47:00] <les_w> messed up some too.
[02:47:11] <dmess> was it fun??
[02:47:11] <Jymmm> That bit is for HArd Plastic (acrylic, nylon, pvc, polycarb, solid surface)
[02:47:40] <les_w> Fun? yeah I guess.
[02:47:44] <dmess> nylon is NOT a HArd plastic
[02:48:00] <dmess> lesson learned...
[02:48:22] <fenn> jymmm you need increased feed/rev
[02:48:40] <dmess> how hard you feedin'??
[02:48:41] <Jymmm> dmess: HD is as listed, including nylon. SP (soft plastics): HDPE, HIPS, UHMW, ABS, POlyCarb, PE, Polystyrene, pp, actal, acrylic, PET, solid surface
[02:49:39] <Jymmm> fenn:
http://www.plasticsmag.com/routing.asp?fIssue=Mar/Apr-03&aid=3751
[02:49:46] <fenn> yep
[02:49:58] <dmess> i'll bow... but its not the same as the rest in machinin..
[02:50:09] <fenn> what's your feed? they recommend something like .005-.009
[02:50:23] <Jymmm> dmess: Just what they say in theri catalog
[02:50:33] <Jymmm> fenn: .005 what?
[02:50:38] <dmess> cutter dia??
[02:50:41] <fenn> inches/rev
[02:50:45] <les_w> chipload
[02:50:52] <dmess> rpm??
[02:51:06] <fenn> jymmm sez he can't go below 8000
[02:51:19] <Jymmm> 8000 - 25K RPM
[02:51:38] <les_w> yeah 8000 and on the verge of slipping steps...
[02:52:09] <Jymmm> but 8k RPM @ 120IPM and I still can't get the chipload high enough with two flutes
[02:52:16] <dmess> ok... fine... 8000 x .005" = 400ipm???
[02:53:02] <Jymmm> http://www.plasticsmag.com/routing.asp?fIssue=May/Jun-03&aid=3784
[02:53:05] <les_w> he can't go 400...hence the problem
[02:53:28] <fenn> 8000*.005=40 ipm, but that's the bare minimum with one flute
[02:54:05] <Jymmm> 40ipm ?!
[02:54:07] <dmess> ahhh... do this.... 800-1200 rpm... .005-.009 chip load....
[02:54:12] <les_w> I think a cold air gun is in order here
[02:54:28] <Jymmm> dmess: minimum rpm is 8000
[02:54:28] <les_w> we make em you know...heh
[02:54:40] <dmess> add coolant to the mess... high in concntrate
[02:55:09] <Jymmm> fuck it... wheres the LOX when you need it!
[02:55:40] <fenn> jymmm can't you use like a power drill or something? :P
[02:56:09] <Jymmm> ok silly question.... my router is variable speed already built in. Now, what it I add in a seperate one inline?
[02:56:15] <dmess> no... flood it... then add a layer of isopropyl alchohol thinly and slowly over it
[02:56:26] <fenn> you'll probably just burn up the motor
[02:56:54] <Jymmm> Eh, it has a two year instant replacment warranty =)
[02:57:02] <fenn> go for it!
[02:57:23] <fenn> take it back to the store and say "it didnt work.."
[02:57:23] <dmess> LIGHT HER UP...
[02:57:23] <les_w> yeah torque goes to hell with open loop phase control at low rpm
[02:57:32] <les_w> haha
[02:57:38] <Jymmm> Gonna love Sears! $35 for the warranty, can even replace it on a Sunday
[02:58:06] <dmess> do it to it
[02:58:39] <fenn> * fenn needs to get a round tuit
[02:58:59] <fenn> so many toys, so little time
[02:59:03] <Jymmm> lol
[02:59:10] <dmess> fyi... jymmm you need to concentrate on HARD MILLING with those rpms
[02:59:20] <Jymmm> dmess: ?
[02:59:48] <Jymmm> define 'hard milling' ?
[02:59:55] <les_w> you know, i still have not installed the colombo electrospindle. Hope to, after the suits come. Lots of torque at 0-24ooo rpm!
[03:00:04] <dmess> 55-65 RC
[03:00:08] <les_w> it is sitting on the bench
[03:00:22] <Jymmm> dmess you're shitting me..
[03:00:42] <dmess> toshiba f-mach
[03:00:42] <les_w> you can cut that hardness
[03:00:44] <Jymmm> dmess it only has 2HP
[03:01:06] <dmess> we had an air spindle...
[03:01:29] <dmess> i could stall it with my hand ANYTIME
[03:01:35] <fenn> really?
[03:01:37] <Jymmm> lol
[03:01:46] <dmess> 8000-60000 rpm
[03:01:48] <fenn> with your hand on a 4 foot wrench maybe
[03:01:58] <Jymmm> dmess what kind of feedrates?
[03:02:09] <dmess> no.. and no burns
[03:02:29] <dmess> machine wase capable of 3 m/min
[03:02:48] <Jymmm> whats that in IPM ?
[03:02:55] <fenn> * fenn has to use a calculator every time someone uses ipm of m/min
[03:02:55] <dmess> in a 24 x 16 x 8 envelope
[03:03:06] <dmess> 399
[03:03:16] <fenn> inches/sec or meters/sec makes more immediate sense
[03:03:22] <dmess> ipm
[03:03:30] <Jymmm> ah, well I can do about 120IPM cleanly, though I can go up to 180IPM.
[03:03:57] <Jymmm> If I had geckos, I could probably do MUCH better.
[03:03:59] <dmess> this little thin hauled ASS
[03:04:22] <Jymmm> I'm only running the steppers at 28VDC
[03:04:27] <les_w> I have almost (but not quite) been able to think in meters per minute or inches per minute with out thinking much
[03:04:35] <dmess> and cnc SHAPE recognition stuff too
[03:05:45] <fenn> does emc do rotational offsets?
[03:05:45] <Jymmm> dmess: I don't have any cooling, so I'll hold off on the metals for now =)
[03:05:46] <dmess> 33.9 imches to a meter..
[03:06:32] <fenn> kinda worthless if you can see that the stock is rotated and you can't rotate the part program to match
[03:06:45] <dmess> hard metals is ALL air blow...
[03:07:04] <les_w> 39.37 dmess
[03:07:16] <dmess> thx...
[03:07:35] <Jymmm> fenn: I dont think a drill motor has the bearings todo milling.
[03:07:42] <les_w> I push the buttons wrong too
[03:08:16] <Jymmm> les_w: Just hit the halon emergency release and run like hell!
[03:10:13] <les_w> reminds me...I have to get better fire extenguishers for the shop
[03:10:24] <les_w> I am throwing a lot of HP in there
[03:10:34] <les_w> that means big fires
[03:10:44] <dmess> we had DMG machines ( lathes) with individual air motors as tools
[03:10:45] <fenn> * fenn pictures les barbecuing over the smoldering remains of his router
[03:11:20] <les_w> yeah...4 kw spindle and 5 kw servos
[03:11:44] <dmess> little wee 1.5" dia jobs running 1/2" tools
[03:11:50] <les_w> don't need much heat in the winter
[03:12:17] <fenn> dmess
http://pergatory.mit.edu/perg/awards/TURBOTOO.html
[03:14:03] <fenn> * fenn wonders what you do with a 100kw spindle
[03:14:30] <Jymmm> fenn: paper or plastic.
[03:15:05] <Jymmm> Light Bulb... is there some gear box I could use on my router to get the rpm's down?
[03:15:28] <Jymmm> or maybe some other spindel
[03:16:01] <dmess> similar to what was called a Windmiller i believe...has its own generator
[03:16:37] <fenn> jymmm you're gonna have to get a lathe :)
[03:16:47] <fenn> there's no escaping it
[03:17:07] <Jymmm> eventually, but not just yet
[03:17:20] <Jymmm> unless someone wants to donate one
[03:17:35] <les_w> How would a light bulb help to get the rpm down? Put it in series with the router?
[03:17:36] <les_w> \ha
[03:18:02] <Jymmm> lol.... no no no the light bulb is dimly flickering above my idea =)
[03:18:50] <les_w> gears at 10krpm are touchy. Some belts work.
[03:18:52] <les_w> and
[03:18:57] <dmess> might help a little in series too... not much though
[03:19:19] <Jymmm> les_w: toother pulleys ?
[03:19:23] <Jymmm> toothed
[03:19:33] <dmess> timn belts
[03:19:37] <fenn> you dont wanna spin a high speed DC motor slowly, they rely on the moving air for cooling
[03:19:40] <les_w> compound wound universal moters have crap torque at low rpm
[03:19:58] <les_w> motors
[03:20:07] <fenn> i like "moters" better
[03:20:18] <Jymmm> ok, what about an alternative (low speed) router... does such a thing exist?
[03:20:19] <les_w> I was just thinking that
[03:20:25] <les_w> ok moters
[03:20:29] <dmess> is a meckanical gerbox OUT OF THE QUESTION??
[03:21:00] <dmess> gearbox
[03:21:01] <les_w> no
[03:21:13] <les_w> just a little touchy
[03:21:47] <dmess> why??
[03:21:58] <fenn> jymmm the first thought that came to mind was something like this, but in reverse:
[03:22:00] <fenn> http://buildyouridea.com/cnc/spindl
[03:22:06] <fenn> carp
[03:22:08] <fenn> http://buildyouridea.com/cnc/spindle_05/spindle_05.html
[03:22:25] <les_w> no reason. Gears at 10 or 20 krpm can be fun I guess.
[03:22:34] <fenn> and maybe a toothed belt instead of just flat belt
[03:23:18] <les_w> my themac tool post grinder uses a flattish cloth belt at 40 krpm
[03:23:24] <Jymmm> fenn: I already have the bearings too, but no lathe
[03:24:03] <fenn> jymmm cut bearings into a block of plastic with an endmill, (dumbass) :P
[03:24:12] <dmess> with crowned pulleys les.... not a viable option.. is it??
[03:24:22] <fenn> er bearing recesses, that is
[03:24:39] <les_w> yeah...the Themac does hav ecrowned pulleys
[03:24:47] <les_w> crowned
[03:24:59] <Jymmm> fenn: and what about the actual spindle hole goober?!
[03:25:15] <Jymmm> fenn unless you have a 6" long endmill I cna borrow
[03:25:24] <fenn> hmm you can prolly buy it from littlemachineshop
[03:25:29] <fenn> * fenn hunts for a spindle
[03:25:37] <Jymmm> * Jymmm hunts for a pulley
[03:25:49] <Jymmm> like on my drillpress, but miniture
[03:26:03] <Jymmm> oh, wait a sec....
[03:27:02] <dmess> my job du jour was to remachine a 3/8" face don 29 inches into a hockey stick shaed part.... 4 of themmm
[03:27:24] <dmess> shaped
[03:27:51] <fenn> http://littlemachineshop.com/products/product_view.php?ProductID=1625
[03:29:03] <fenn> wtf are they thinking with the plastic gears?
[03:29:12] <Jymmm> heh
[03:29:40] <Jymmm> what is the name of those pulleys used on drillpresses where you can change the speed by moving the belt?
[03:30:14] <fenn> step pulleys
[03:30:20] <dmess> multiple vee groove pulleys??
[03:30:24] <Jymmm> Maybe a sherline pulley set?
[03:30:45] <fenn> * fenn has a pile of homemade step pulleys
[03:30:54] <dmess> conical pulley work too
[03:31:17] <dmess> sounds more of an option to me
[03:31:47] <dmess> doesnt have to shut donw to adjust
[03:32:16] <Jymmm> fenn got any pics?
[03:32:24] <fenn> hmmm
[03:32:27] <fenn> no
[03:34:12] <Jymmm> are pulleys a direct size to speed ratio?
[03:34:20] <dmess> 2 cones held apart... belt is in a carrier along the axis c to c doesnt change but i/o ratio does
[03:35:28] <Jymmm> Like a 4" pulley to a 1" pulley will reduce rpm's 4x ?
[03:35:50] <dmess> pi d
[03:36:28] <dmess> its all about surface speed
[03:37:24] <dmess> 4 " over 12" surface.... 1" 3.1415" surface
[03:37:49] <Jymmm> where does the 12" come from?
[03:38:05] <dmess> 4 x 3.1414
[03:38:32] <dmess> circumferance of the pulley
[03:38:44] <fenn> Jymmm: yes 4:1 pulley will reduce rpms 4x
[03:38:55] <Jymmm> ok.... my 8K RPM router with a 1" pulley connected with a belt to a spindle with a 1" pulley.
[03:38:58] <Jymmm> fenn ty
[03:39:19] <Jymmm> err router with 4"
[03:39:33] <Jymmm> ooopps screwed that up too
[03:39:35] <Jymmm> lol
[03:40:18] <dmess> will doo 8k
[03:40:21] <Jymmm> so that'll get me 2K RPM, probably better chipload, but still doens't seem enough
[03:41:10] <dmess> so add flutes...
[03:41:12] <Jymmm> dmess: I made a typo, should have benn.....
[03:41:20] <fenn> jymmm i took some pics to spite you
[03:41:21] <Jymmm> ok.... my 8K RPM router with a 1" pulley connected with a belt to a spindle with a 4" pulley.
[03:41:23] <fenn> http://fenn.freeshell.org/camera/DCP_0591.JPG
[03:41:44] <Jymmm> fenn: well, wasn't that sweet of you... (bastard)
[03:41:55] <dmess> double or teipp;e the chipload
[03:42:03] <fenn> and here's some endmills that i'm doing absolutele nothing with:
http://fenn.freeshell.org/camera/DCP_0592.JPG
[03:42:05] <dmess> tripple
[03:42:17] <Jymmm> fenn: I was thinking like those maybe 5 step but in sherline size
[03:43:00] <Jymmm> fenn: is that a tamatic collet I see?
[03:43:12] <fenn> bah it's just a 1/2-20 hole
[03:43:33] <Jymmm> * Jymmm bought #0-1/4" tapping head with collets for $175
[03:43:33] <fenn> some day i'll cut an mt2 taper in it
[03:44:21] <Jymmm> fenn: So, why are your mills collecting rust?
[03:44:39] <fenn> because i dont have a mill :)
[03:44:50] <Jymmm> fenn did you?
[03:44:58] <fenn> no, but these were $12 for the set
[03:45:10] <Jymmm> fenn good deal
[03:45:19] <fenn> yeah.. brand new, made by morse tools
[03:46:02] <dmess> i slaved for mine....had fullltime access to m/c's
[03:46:14] <Jymmm> actually.... If I can reduce the RPM, I just might be able to use the tapping head on my router too
[03:47:54] <dmess> cnc mill lathe... edm's....grinders... cylindrical.. ahh out front SMILIN' man... beautiful...
[03:54:39] <fenn> well geez that's nice.. a trajectory planner just falls out of the sky when you ask for it
[03:55:59] <Jymmm> fenn: Fine, I'll buy a lathe....
http://www.harborfreight.com/cpi/ctaf/Displayitem.taf?itemnumber=3173
[03:56:19] <fenn> * fenn barfs
[03:57:05] <fenn> wow it runs on 12 volts
[03:58:37] <Jymmm> fenn (you should have seen the 8-in-3 mini machines they had.... just like that one but also a mill, lathe, drill press, and more
[04:03:01] <Jymmm> http://www.harborfreight.com/manuals/40000-40999/40101.pdf
[04:03:08] <Jymmm> that the 6-in-1
[04:34:58] <SWPadnos> SWPadnos is now known as SWP_Away
[06:49:55] <fenn> looks like the internet is a bit twitchy today
[06:50:30] <lilo> [Global Notice] Hi all. We're experiencing some hub <-> hub routing problems, we're looking at it now
[06:59:15] <lilo> [Global Notice] We're going to experiment with a bit of latency reduction, please bear with us.
[07:52:10] <richo> hi everyone, i'm jsut having a play around here... is anyone here running emc/emc2 on a gentoo system?
[11:15:05] <alex_joni> morning guys
[11:27:58] <fenn> alex_joni: i followed the link in that racing simulator movie.. woah.
[11:28:38] <alex_joni> what link?
[11:28:49] <alex_joni> * alex_joni didn't find the builders of the machine :(
[11:29:01] <fenn> had some web address at the bottom, thought it would be the guy who made it
[11:29:08] <fenn> nope :)
[11:30:40] <alex_joni> heh.. yeah, tried that too :P
[11:31:01] <alex_joni> google was no help either
[11:31:15] <fenn> whoever it is, got lots of money to burn
[11:32:03] <alex_joni> yup.. surely
[11:32:12] <alex_joni> nice servo's though
[11:32:20] <alex_joni> and nice dynamics overall
[11:37:27] <fenn> if you knew what company made it, their website would probably be totally worthless or under construction
[11:37:38] <fenn> based on my quick survey of the motion platform scene
[11:37:52] <fenn> http://vr.isdale.com/vrTechReviews/MotionLinks_2000.html
[11:38:38] <alex_joni> http://www.f1simulator.com/
[11:38:44] <alex_joni> kinda the same thing..
[11:40:40] <fenn> wonder what the F1 car is for
[11:41:00] <alex_joni> to sit in it ;D
[11:41:10] <alex_joni> to make it feel more real :))
[11:41:25] <fenn> honestly it looks photoshopped
[11:41:31] <fenn> like they never built it or something
[11:42:00] <fenn> there is a video though
[11:42:42] <alex_joni> it really seems to be working
[11:43:00] <alex_joni> the video features some of the F1 stars driving in it
[11:43:08] <alex_joni> montoya & ralf schum. iirc
[11:43:45] <fenn> heh same music.. must be the same company
[11:45:58] <alex_joni> http://www.vesc.nl/index_simulatie_en.html
[11:46:07] <alex_joni> these seem the guys with the software
[11:47:39] <fenn> you wield google with much skill
[11:48:43] <alex_joni> * alex_joni has lots of practice :D
[11:48:55] <alex_joni> the information is ALL there
[11:49:01] <alex_joni> you just need to find it :)
[11:49:30] <fenn> i read that somewhere once
[11:49:38] <fenn> fravia++ i believe
[11:51:18] <fenn> hmmm fravia seems to have become more academic
[12:07:36] <fenn> i wonder if the rally simulator sprays mud and motor oil in your face when you wreck :)
[12:14:54] <fenn> * fenn goes to bed
[12:16:27] <Jacky^> les_w: you around ?
[12:16:49] <Jacky^> by fenn
[12:16:52] <Jacky^> bye
[12:19:01] <alex_joni> fenn: it burns you to death :D
[12:19:11] <Jacky^> hi alex_joni
[12:19:12] <alex_joni> http://mediabefuto.transindex.ro/fellepok_szav.php?mid=833 - does this work for you?
[12:21:28] <Jacky^> looking at some DC motor to buy ..
[12:21:47] <Jacky^> i'm a little confused about type :/
[12:22:13] <Jacky^> alex_joni: any suggestion about flange type on dc motors ?
[12:22:22] <alex_joni> nope :)
[12:22:40] <Jacky^> ok
[12:23:07] <Jacky^> there are with or without flange
[12:23:13] <Jacky^> boh ..
[12:24:30] <Jacky^> flanges type B5, B14, are these the 'standard' for all brands ?
[12:41:12] <cncuser> hi
[12:41:19] <Jacky^> hi cncuser
[12:41:25] <cncuser> hi jacky
[12:41:25] <alex_joni> hello
[12:41:28] <cncuser> hi alex
[12:43:21] <cncuser> what do you pros think about this ? do you think i can use it with metall ?
http://www.step-four.at/files/technische_daten_basic540_2004.pdf
[12:44:13] <alex_joni> what kind of metall?
[12:44:31] <cncuser> the copper of pcbs will not be a problem, but a friend of mine likes to use it for cutting aluminium or other metalls for doing spray"stamps" and other stuff
[12:44:42] <alex_joni> alu probably, but I doubt that anything above that...
[12:44:57] <cncuser> ok
[12:45:20] <alex_joni> 25kg total mechanics weight..
[12:45:24] <alex_joni> pretty soft machine ;)
[12:45:36] <cncuser> yes
[12:45:48] <cncuser> right now i have a 5kg total weight machine here ;)
[12:45:59] <alex_joni> heh
[12:46:09] <Jacky^> i see 20
[12:46:16] <Jacky^> where you read 25 ?
[12:46:43] <Jacky^> Gewicht der Mechanik 20 kg
[12:46:46] <Jacky^> ?
[12:46:46] <alex_joni> 20kg
[12:46:53] <Jacky^> ok..
[12:47:21] <cncuser> well, i get this baby as soon as i organize someone to get it. its used and was on some exibitions to demonstrate a proparitary software
[12:47:50] <Jacky^> cncuser: party ?
[12:47:54] <Jacky^> cool :P
[12:48:11] <cncuser> party ? :)
[12:48:34] <cncuser> hmm
[12:48:41] <Jacky^> about the exibition :)
[12:49:12] <cncuser> Jacky^: no, no party, borring exibition
[12:49:48] <Jacky^> cncuser: thats ok
[12:50:32] <cncuser> yes
[12:50:53] <cncuser> ill pay 1000 euros for it
[12:50:59] <cncuser> think the prize is ok
[12:51:12] <Jacky^> i think so ..
[12:51:15] <alex_joni> motors & drives included?
[12:51:24] <cncuser> yes and a 20000rpm spindle
[12:51:29] <alex_joni> then it's very ok
[12:51:30] <cncuser> some drillers
[12:51:42] <cncuser> ok
[12:52:13] <cncuser> lets see, maybe it runs under emc in a few weeks
[12:52:26] <cncuser> what i also havent figured out is where to put it
[12:52:32] <cncuser> as its going to be very noisy
[12:52:38] <cncuser> when cutting metall
[12:52:38] <Jacky^> cncuser: something like this?:
http://www.infodelta.it/meccaniche.htm
[12:52:51] <Jacky^> euro 1300
[12:53:22] <cncuser> yes, looks similar
[12:53:41] <cncuser> hehe, handsoldered smd, cool
[12:54:03] <Jacky^> small but nice machine
[12:54:09] <cncuser> i brickt everything i tried to solder till now (some lm75, an atmega)
[12:54:29] <Jacky^> you could do some jewels job :P
[12:54:31] <cncuser> but i think its no big deal to make a solderarm for a cnc :)
[12:54:50] <cncuser> hmmmm
[12:54:55] <cncuser> :)
[12:56:41] <Jacky^> btw 1k euro seems very good price
[12:56:58] <Jacky^> i dont think you can find lowest around ..
[12:58:40] <Jacky^> cnc for metal work buy this:
http://www.infodelta.it/fresatrici_autom.htm
[12:58:42] <Jacky^> :D
[13:24:21] <Jacky^> Jacky^ is now known as Jacky^afk
[13:50:14] <cncuser> hmm, mach2 looks nice
[13:50:18] <cncuser> reminds me of axis
[13:50:53] <alex_joni> you're kidding.. right? :D
[13:51:09] <cncuser> hmm, ma i, hmm, no
[13:51:19] <cncuser> oh i meen mach3
[13:52:12] <alex_joni> yeah.. I use Mach3 all the time
[13:52:22] <alex_joni> http://www.mach3turbo.com/de/home_f.asp
[13:52:55] <cncuser> harrharr
[13:53:05] <cncuser> http://www.artofcnc.ca/product.html
[13:53:26] <cncuser> the pic on the left
[13:53:41] <cncuser> hoe
[13:53:43] <cncuser> home
[13:54:11] <alex_joni> mach 3 = 1 020.87 m / s
[13:54:30] <cncuser> yeahyeah
[13:54:46] <cncuser> mach is also do in german
[13:54:55] <alex_joni> I know.. it's emc based
[13:55:11] <cncuser> whats emcbased ?
[13:55:17] <alex_joni> mach
[13:55:20] <cncuser> icic
[13:55:25] <alex_joni> the code has common roots
[13:55:26] <alex_joni> :)
[13:55:41] <cncuser> do you think emc can control the stepfour ?
[13:55:56] <lilo> [Global Notice] Hi all. Please bear with us while we rehub to complete the resolution of a routing problem we experienced earlier in the day. Thanks for your patience, and thank you for using freenode!
[13:56:20] <alex_joni> stepfour = the machine you buy?
[13:56:24] <cncuser> yes
[13:56:29] <alex_joni> surely
[14:06:25] <lilo> [Global Notice] Our rehubbing should be complete, barring any other problems.... thanks again for your patience, and thank you for using freenode!
[14:24:41] <jepler_> jepler_ is now known as jepler
[14:35:27] <alex_joni> * alex_joni goes home
[14:35:31] <alex_joni> later guys
[18:41:36] <k4ts> hello
[19:27:56] <rayh> what's up.
[19:43:57] <SWP_Away> hello
[19:44:34] <SWP_Away> SWP_Away is now known as SWPadnos
[19:47:53] <Jacky^> Jymmm: are you ?
[19:48:24] <rayh> Hi SWP
[19:48:32] <SWPadnos> Hi there Ray
[19:48:39] <Jacky^> hi rayh, SWPadnos
[19:48:49] <SWPadnos> those bits finally dribbled down to your machine? :)
[19:48:55] <SWPadnos> hi Jacky^
[19:50:04] <Jacky^> whats the best feedrate setting for X,Y,Z in relief carving ?
[19:50:19] <Jacky^> i mean, should all axis go at the same speed ?
[19:50:47] <SWPadnos> you probably want the tool to move at the same rate, regardless of the direction it's moving
[19:51:24] <SWPadnos> so if you're moving at an angle, the axes won't be at the same speed as each other, but the tool woll be moving at a constant rate over the workpiece
[19:51:24] <Jacky^> so, should be ok to use the same feedrate for all axis
[19:52:03] <SWPadnos> yes and no. there isn't a separate feedrate for each axis - it's the vector sum of axis rates (and you don't have to worry about it)
[19:52:42] <SWPadnos> you do a G1 F100 X5 Y2 Z1, and EMC will calculate the proper speeds for each axis to get the 100mm/min feed rate
[19:53:30] <Jacky^> good
[19:53:41] <Jacky^> nice xplanation, thanks
[19:53:48] <SWPadnos> sore
[19:53:53] <SWPadnos> sure,. that is :)
[19:54:12] <Jacky^> i'm driving my axis at 30 inches/min
[19:54:33] <Jacky^> angles are not so clean , but i think torque isnt enough
[19:54:38] <SWPadnos> is that the max speed, or your preferred milling speed
[19:55:09] <Jacky^> ive also found, circular toolpath (starting from inside center) prduce a bad result
[19:55:21] <SWPadnos> could be backlash
[19:55:42] <Jacky^> yeah, never setted ..
[19:55:45] <SWPadnos> or feedrate too high, or cutting force too high for the tool, or ...
[19:56:09] <Jacky^> lot of things :) yeah, I know
[19:56:18] <SWPadnos> heh - no simple answeres here
[19:56:23] <SWPadnos> answere, either
[19:56:35] <SWPadnos> answers. there - I can type if I concentrate
[19:59:27] <Jacky^> * Jacky^ need to get free space on his BDI too ..
[19:59:38] <Jacky^> 100% used :(
[19:59:56] <Jacky^> i want to try adding another old 1 gb HD
[20:00:03] <SWPadnos> your hard disk is full? - how big is it?
[20:00:11] <Jacky^> some gb
[20:00:24] <Jacky^> an old HD
[20:00:30] <SWPadnos> is this just the machine controller, or do you use it for other stuff?
[20:00:44] <Jacky^> was looking at the partition BDI has created
[20:00:59] <Jacky^> no, I use it just for emc
[20:01:34] <rayh> I just got a successful debian install from scratch
[20:01:40] <SWPadnos> check how much space is used in /var/log
[20:01:46] <Jacky^> rayh: nice
[20:01:50] <SWPadnos> (du -h /var/log/)
[20:02:00] <rayh> not rt or emc but problem I had wa to fast a burner.
[20:02:04] <Jacky^> yeah.. turn on the pc ..
[20:02:08] <rayh> It must have been skipping stuff.
[20:02:31] <Jacky^> just removed synergy cad to get a bit of free space (about 180 mb)
[20:02:36] <SWPadnos> rayh, cool. you should be right at home with it (at least as much as a recent BDI :) )
[20:02:36] <Jacky^> i do not use it
[20:02:50] <SWPadnos> see if gnome is installed - that's a big one
[20:03:16] <Jacky^> I think not
[20:03:17] <SWPadnos> if you're pretty good with Linux, you can also dump KDE in favor of one of the lighter weight window managers
[20:03:25] <Jacky^> yes
[20:03:33] <SWPadnos> that should get you several hundred meg
[20:03:42] <Jacky^> i was thinking to remove kde, i'm using evilwm in my wk
[20:03:57] <Jacky^> only 19 kb of executable ! :P
[20:04:07] <SWPadnos> you can also clear your apt package cache
[20:04:25] <Jacky^> I know .. already did it
[20:04:31] <SWPadnos> ah
[20:05:29] <rayh> I should be but I've leaned on the BDI pretty hard these last couple of years.
[20:05:48] <Jacky^> ouch .. /dev/hda2 3541936 3353920 8088 100% /
[20:05:55] <Jacky^> /dev/hda1 101086 16984 78883 18% /boot
[20:06:39] <Jacky^> thats are the partitions created by BDI installation
[20:07:02] <Jacky^> eek
[20:07:13] <Jacky^> 1,2G /var/log/
[20:07:18] <Jacky^> what mean ?
[20:07:51] <SWPadnos> it means that you have a lot of logs, like XFree86.0.log, that you probably don't need any more
[20:08:32] <Jacky^> 1.2 gb of log files ? how is possible ?
[20:08:36] <SWPadnos> also old system message log files and things like that (ftp server, ssh server, http server, and those all keep access logs, as does the terminal, I believe)
[20:08:50] <Jacky^> ouch.. ok
[20:08:52] <SWPadnos> how long have you had the machine (with this install)?
[20:08:54] <cradek> maybe it's debug output from emc
[20:09:00] <Jacky^> now I know what to do :P
[20:09:01] <cradek> you just have to look to find out!
[20:09:07] <SWPadnos> yep - system messages
[20:09:27] <Jacky^> uhmm
[20:09:50] <Jacky^> could I change the debug level in emc.ini, I suppose..
[20:09:53] <Jacky^> right ?
[20:11:33] <SWPadnos> yes - it's in the .ini file
[20:11:58] <anonimasu> hi
[20:12:36] <Jacky^> hey anonimasu
[20:13:07] <SWPadnos> Hi
[20:13:11] <anonimasu> whats up
[20:13:35] <anonimasu> im back in sweden
[20:13:37] <Jacky^> cleaning a bit the HD
[20:14:13] <Jacky^> sweden ? nice. Will be cold :P
[20:14:47] <Jacky^> here weve a nice temperature for the moment
[20:14:56] <Jacky^> pretty hot
[20:15:41] <anonimasu> nibce
[20:16:08] <anonimasu> england were colder
[20:16:31] <Jacky^> I know.. Center-north Italy too
[20:16:46] <Jacky^> not here, were near the african continent
[20:17:04] <Jacky^> tropical weather .. sometime too much !
[20:17:34] <Jacky^> we have 2 mouths of winter at year
[20:20:08] <Jacky^> then, i'm using 0.50 as MAX_VELOCITY for all axis
[20:20:29] <Jacky^> 20.0 MAX_ACCELERATION
[20:21:02] <Jacky^> and i'm always having issue losting step on X axis
[20:21:32] <Jacky^> lets try to slow down to 0.40
[20:21:35] <Jacky^> :/
[20:24:05] <anonimasu> i cant wait until i get home since my mill is shipping
[20:24:34] <alex_joni> hey anders
[20:24:36] <anonimasu> hey alex im back in sweden
[20:24:41] <alex_joni> cool
[20:30:54] <alex_joni> damn.. this internet is a funny story...
[20:31:00] <alex_joni> * alex_joni set up the map this morning
[20:31:18] <alex_joni> and already there are 19 users there :D
[20:31:50] <anonimasu> why
[20:32:00] <alex_joni> anonimasu: why?
[20:32:06] <alex_joni> http://www.frappr.com/emctheenhancedmachinecontroller
[20:32:11] <alex_joni> you need to add yourself there :D
[20:32:18] <alex_joni> maybe put up a picture of your machine..
[20:32:52] <anonimasu> sure
[20:33:15] <k4ts> hello
[20:33:49] <anonimasu> i just need decent motor mounts and some paint
[20:40:54] <anonimasu> ^_^
[20:51:54] <anonimasu> nite
[21:04:06] <lerman> alex_joni: can you help me check in my changes, now?
[21:04:46] <alex_joni> lerman: let me try ;)
[21:05:08] <alex_joni> ok.. first you need a clean checkout (in a different dir).. ok?
[21:05:16] <alex_joni> * alex_joni looks for the cvs stuff to start a branch
[21:06:13] <alex_joni> ok.. tell me when you're ready to type the commands
[21:06:41] <lerman> Really, why? I just checked this stuff out to change it.
[21:06:53] <lerman> I'm ready.
[21:07:14] <alex_joni> well.. you need to have a clean checkout, or it'll screw things up
[21:07:30] <lerman> Command, please.
[21:08:05] <alex_joni> cvs -d:ext:
[email protected]:/cvsroot/emc co -d emc2-interp emc2
[21:08:37] <alex_joni> this will checkout a clean copy into the emc2-interp dir
[21:09:25] <lerman> It is checking out, now.
[21:09:46] <alex_joni> ok, next you'll have to enter the dir and issue:
[21:10:34] <lerman> I've entered the directory.
[21:10:57] <alex_joni> hang on.. looking at previous namings
[21:11:00] <alex_joni> to keep it consistent
[21:11:30] <alex_joni> cvs rtag root-of-lerman-interp emc2
[21:11:51] <alex_joni> this tags the current code version (as the root of the new branch)...
[21:12:23] <alex_joni> tell me if it worked
[21:12:54] <lerman> It seems to have worked.
[21:13:08] <alex_joni> ok.. now we do the branching:
[21:13:42] <SWPadnos> (it worked :) )
[21:13:59] <alex_joni> cvs rtag -b lerman-interp emc2
[21:14:26] <lerman> Done.
[21:14:42] <alex_joni> ok.. now look under emc2-interp/CVS
[21:14:53] <alex_joni> do you see a file called Tag there?
[21:15:10] <alex_joni> think it was Tag.. might be similar
[21:15:52] <lerman> No. It is not there.
[21:16:56] <alex_joni> try this:
[21:17:15] <alex_joni> cvs update -r lerman-interp
[21:17:56] <lerman> Done. Now there is a 'Tag' file.
[21:18:13] <alex_joni> ok.. now your local folder is marked that it belongs to the branch
[21:18:20] <alex_joni> try a 'cvs diff'
[21:18:50] <lerman> No diffs.
[21:18:55] <alex_joni> cvs diff always tests the difference between the repository and the local copy
[21:18:57] <alex_joni> that is good
[21:19:18] <alex_joni> now copy the changes you got (from the other folder where you got them) to this folder
[21:19:23] <alex_joni> and try cvs diff again
[21:19:32] <alex_joni> it should show only the changes you made..
[21:19:50] <alex_joni> copy the changes = copy the files, overwriting the existing ones
[21:20:17] <lerman> Well -- In the process of doing this, I created a directory I didn't need -- so I deleted it. But I was in the wrong directory when I did that and I think I just lost all my changes. But, I'll look again.
[21:20:36] <alex_joni> oh.. fsck that :(
[21:20:53] <lerman> So, after I make my changes, how do I check them in.
[21:21:05] <alex_joni> cvs commit -m "changes described"
[21:21:35] <lerman> How long can/should the description be?
[21:21:44] <alex_joni> depends on the changes
[21:21:58] <alex_joni> if you only fixed a typo you don't need pages describing that
[21:22:05] <alex_joni> 2-3 lines is usually ok
[21:22:12] <lerman> It might be awkward to enter a paragraph on a single line.
[21:22:16] <alex_joni> if you keep the changes short
[21:22:31] <alex_joni> the thing is.. the commit message should describe what you did
[21:22:49] <alex_joni> not implementation details or such (those should be in the file, or in some documentation)
[21:23:01] <alex_joni> more like: added support for AND operator
[21:23:16] <cradek> alex_joni: no, the commit message should describe WHY you did what you did
[21:23:42] <alex_joni> not like: added support for AND operator, this is done by copying the code for OR operator, and adjusting all the neccessary places where they did differ
[21:23:50] <alex_joni> lerman: and what cradek said.. the why ;)
[21:23:52] <cradek> alex_joni: you can always see what was done with the diff. What you need from the log is insight into the brain of the person who did it.
[21:24:18] <alex_joni> well.. seeing a diff might not always give you a clue what the changes are about
[21:24:20] <cradek> log says: "moved a hundred things around"
[21:24:34] <cradek> we say to ourselves: "what the hell was he thinking??"
[21:24:38] <alex_joni> yeah.. that's bad
[21:24:57] <alex_joni> * alex_joni gives the recent yabosukz commits as examples
[21:25:01] <alex_joni> "fixed bug"
[21:25:10] <alex_joni> nah.. "fixed bugz"
[21:25:27] <cradek> (I administer an RCS system for a team of programmers and most of them still don't get this)
[21:26:15] <alex_joni> lerman: still there?
[21:26:18] <cradek> I've had logs that said, in effect, "Changed line that said [C code] into [some other C code]"
[21:26:33] <cradek> that's even worse than "fixed bugz"!
[21:26:39] <cradek> anyway, sorry for interrupting
[21:26:45] <alex_joni> cradek: not at all
[21:27:00] <alex_joni> your interruptions are always welcomed :)
[21:27:01] <lerman> Yeah. My fingers and mind were off trying to save my lost work. I still had an emacs session going with those files and may be able to save my bacon. BRB.
[21:28:43] <anonimasu> re
[21:29:22] <alex_joni> wb
[21:29:36] <anonimasu> thanks
[21:30:27] <lerman> Well, I think I have most of it. I need to reconstruct the one change to the makefile, add in the files that I didn't change, cross my fingers and "make" to be sure. But that's for later. Thanks.
[21:31:06] <alex_joni> no problem..
[22:09:52] <alex_joni> * alex_joni goes to bed
[22:09:53] <alex_joni> night guys
[22:16:21] <ValarQ> SWPadnos: pretty ok i believe
[22:16:37] <SWPadnos> cool. How's crapaHALic? :)
[22:16:44] <SWPadnos> (or crapplication)
[22:17:08] <ValarQ> well, it's renamed to halgui and i'm supposed to commit it to the emc2 tree
[22:17:17] <SWPadnos> great!
[22:17:44] <ValarQ> well, it isn't "great" until i do it i believe ;)
[22:17:51] <SWPadnos> true. crap!
[22:18:45] <SWPadnos> That's in Python, right? (so any machine that can run AXIS should be able to run halgui)
[22:19:40] <ValarQ> yeah, python with pygtk and gnome-python
[22:19:59] <ValarQ> (i use the canvas widget from gnome-python)
[22:20:12] <Jacky^> * Jacky^ is writing an howto ..
[22:20:41] <Jacky^> how to ruin a daughter in 3 steps
[22:20:48] <Jacky^> http://digilander.libero.it/jackydgl0/annamaria.jpg
[22:20:51] <Jacky^> :/
[22:21:00] <Jacky^> ghghg
[22:21:07] <Jacky^> what i middes ?
[22:21:11] <Jacky^> missed*
[22:21:38] <Jacky^> 3 mm ballnose bit
[22:22:04] <SWPadnos> is that a depression or a bump on the wood?
[22:22:04] <zwisk> looks pretty cool to me, Jacky!
[22:22:10] <Jacky^> :/
[22:22:20] <Jacky^> looks nice the original
[22:22:29] <k4ts> Jacky^ nice!
[22:22:37] <SWPadnos> it looks good to me, too
[22:22:44] <Jacky^> too low details definition
[22:22:54] <Jacky^> i dont like :(
[22:23:04] <SWPadnos> what did you use to convet from bitmap to G-code?
[22:23:14] <Jacky^> maybe 2 mm ballnose would be better
[22:23:22] <SWPadnos> and how big is the wood piece? (the metal looks quite good
[22:23:25] <SWPadnos> )
[22:23:46] <Jacky^> the piece is 10x7 cm
[22:23:56] <Jacky^> really not big
[22:24:00] <SWPadnos> how many pixels is the bitmap?
[22:24:13] <SWPadnos> (or is that original size?)
[22:24:21] <Jacky^> yeah, 1:1
[22:24:36] <Jacky^> but look a the face on the right
[22:24:41] <Jacky^> too many lines
[22:24:54] <Jacky^> stepover was small
[22:24:59] <k4ts> Jacky^ give me url tua home page?
[22:25:18] <Jacky^> k4ts:
http://digilander.libero.it/jackydgl0/
[22:25:45] <Jacky^> i use parallel pass too ..
[22:25:47] <Jacky^> used
[22:27:07] <k4ts> thanks
[22:27:47] <Jacky^> k4ts: there are not interesting things on the page, just some link
[22:28:10] <k4ts> ah sorry
[22:28:39] <SWPadnos> Hmmm. The important part of the bitmap is only 236x391 pixels, so you need each pixel to be about 0.2mm (on the wood carbing)
[22:28:42] <SWPadnos> carving
[22:28:45] <zwisk> These look nice:
http://digilander.libero.it/jackydgl0/photos/lab/img010.jpeg.html
[22:29:21] <Jacky^> SWPadnos: yes ..
[22:29:58] <Jacky^> biggest piece is needed too
[22:30:04] <Jacky^> for 3 mm ballnose
[22:30:06] <SWPadnos> you probably do want a 2mm or 1.5mm cutter then (I'm no expert - just the math of a ball end)
[22:30:16] <Jacky^> yeah, i think so
[22:30:43] <SWPadnos> also, you should be able to set the relief height a little higher, though it looks pretty good now
[22:31:24] <Jacky^> max Z was about 8 mm, but it seem ok to me
[22:31:46] <Jacky^> the problem are details
[22:32:08] <SWPadnos> like the hair?
[22:32:14] <Jacky^> yeah
[22:32:46] <SWPadnos> that's where you need the smalle cutter. the 3mm is too flat, so it cuts off high spots when nearby low spots are cut
[22:32:55] <Jacky^> right
[22:33:03] <k4ts> Jacky^ perso tutte foto dal pc
[22:33:10] <Jacky^> i will try again tomorrow
[22:33:57] <SWPadnos> maybe you can double the image size (or sub-sample in your bitmap->g-code program), and use a really small cutter
[22:35:01] <Jacky^> yes, wanna go to ask tomorrow for a small cutter
[22:35:13] <Jacky^> probably 1-2 mm wuold be nice
[22:42:14] <les_w> whew worked all day under the microscope assembling tranducers
[22:42:25] <Jacky^> hey les_w :)
[22:43:20] <les_w> hi jacky
[22:43:32] <les_w> readind that oroccos TP paper
[22:43:37] <les_w> reading
[22:43:41] <les_w> pretty neat
[22:44:50] <Jacky^> hehe, good
[22:45:33] <les_w> I think till took down his site to fix the little GPL problem
[22:45:58] <Jacky^> uhm
[22:47:07] <Jacky^> les_w: ive a question for you
[22:47:26] <Jacky^> i'm looking some DC motor to buy
[22:47:40] <les_w> yes?
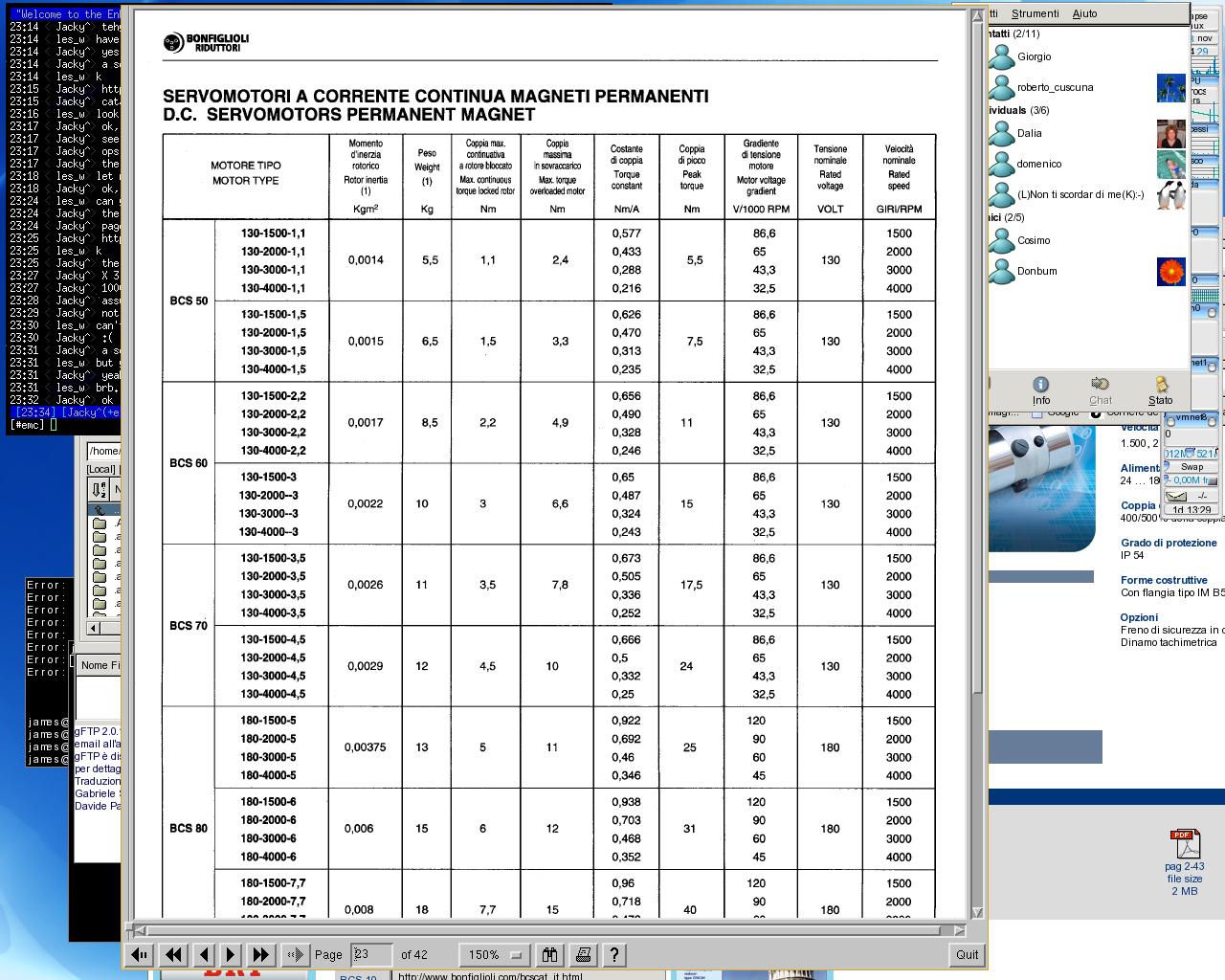
[22:48:17] <Jacky^> we sayd fox X 3.5 nm, .000593 Kg M^2
[22:48:39] <Jacky^> looking at some catalogue I found some motor
[22:48:50] <Jacky^> but cant understand the inertia value
[22:49:25] <Jacky^> for es. i'm reading 0,0026 kgm2
[22:49:39] <Jacky^> thats the rotor inertia
[22:49:50] <Jacky^> should I convert this value ? :/
[22:50:26] <Jacky^> or its ok as inertia ?
[22:50:36] <les_w> it seems the right units
[22:50:44] <les_w> but 5 times too high
[22:50:49] <Jacky^> how it seem to you ?
[22:50:56] <Jacky^> too high .. uhm
[22:51:06] <les_w> or the spec is in error
[22:51:19] <les_w> that is a very high number
[22:51:22] <Jacky^> i dont think
[22:51:46] <les_w> is it an ordinary dc motor or a servo?
[22:52:28] <Jacky^> tehy called DC servomotors permanent magnet
[22:52:55] <les_w> have a link?
[22:53:00] <Jacky^> yes
[22:53:04] <Jacky^> a sec.
[22:53:08] <les_w> k
[22:53:31] <Jacky^> http://www.brtbonfiglioliricambi.it/bcspres_it.html
[22:54:04] <Jacky^> catalogue is on the page, but is 2 mb
[22:54:33] <les_w> looking
[22:55:17] <Jacky^> ok, if you look ath the pdf
[22:55:26] <Jacky^> see page 42
[22:55:31] <Jacky^> ops, 23
[22:55:54] <Jacky^> the model i was looking is bcs 70
[22:56:44] <les_w> let me look some more
[22:56:50] <Jacky^> ok,
[23:02:44] <les_w> can you give me a link to specs page?
[23:02:57] <Jacky^> the pdf file
[23:03:07] <Jacky^> page 23
[23:03:18] <Jacky^> http://www.bonfiglioli.com/immagini/simb_pdf.gif
[23:03:26] <les_w> k
[23:03:37] <Jacky^> the notes i've are:
[23:05:12] <Jacky^> X 3.5 nm - .000593 Kg M^2 , Y 1 nm 10^-7 kg m^2, Z 0.5 nm 10^-5 kg m^2
[23:05:35] <Jacky^> 1000 rpm for all, and brake on Z motor
[23:07:06] <Jacky^> assuming gecko 340 as drivers (already buyed), i think the voltage is important too
[23:07:21] <Jacky^> not up to 80 V for 1000 rpm
[23:08:51] <les_w> can't get the pdf
[23:08:56] <Jacky^> :(
[23:09:12] <Jacky^> a sec..
[23:09:34] <les_w> but you read 0,0026 kg*m^2?
[23:09:41] <Jacky^> yeah
[23:09:53] <les_w> brb...pm
[23:10:12] <Jacky^> ok
[23:14:56] <Jacky^> les_w:
http://digilander.libero.it/jackydgl0/snap3.jpg
[23:17:36] <SWPadnos> les_w, try this link for the pdf:
http://www.bonfiglioli.com/pdf/bcs/bc0009/bcs.pdf
[23:17:59] <Jacky^> oh.. sorry.. myabe i missed the link
[23:18:02] <les_w> ok. very high inertia. You could use it, but max g would be .1 rather than .5
[23:18:11] <SWPadnos> you linked to the pdf link image :)
[23:18:22] <Jacky^> les_w: more torque is needed ?
[23:18:30] <Jacky^> 3.5 for X are not enough so ?
[23:20:01] <les_w> If you have high inertia, you need more torque yes
[23:20:22] <Jacky^> ok, ty :)
[23:20:30] <Jacky^> i will search more ..
[23:20:45] <les_w> ok jacky
[23:43:32] <Jymmm> les_w where be the suits?!
[23:49:19] <Jacky^> hey Jymmm :)
[23:49:28] <Jacky^> Jymmm:
http://www.beppegrillo.it/eng/2005/10/our_employee_prime_minister.html
[23:49:31] <Jacky^> hahaha
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}