Back
[00:00:49] <cradek> * cradek kicks CIA-20
[00:02:06] <ohiopctechDOTcom> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ih=011&sspagename=STRK%3AMEWA%3AIT&viewitem=&item=320107121558&rd=1&rd=1 <- i think that;s a lathe?
[00:02:50] <cradek> yeah all you need is a steam engine to run it
[00:02:55] <ohiopctechDOTcom> hehe
[00:03:14] <ohiopctechDOTcom> cnc it!
[00:06:09] <skunkworks> yah - I don't think we have anything that old except for maybe a mortiser
[00:45:19] <jmkasunich> good evening
[00:54:10] <ohiopctechDOTcom> yo
[00:55:07] <ohiopctechDOTcom> * ohiopctechDOTcom is busy building the world most ghetto lathe... from an old drill press spindle... an old dot matrix printer slide... some wood/wood screws.. random bits of aluminum i have in the workshop...
[00:55:38] <ohiopctechDOTcom> *it will work as good if not better than the HF mini lathe i bought and returned twice today... at least it will spin!
[00:57:05] <ohiopctechDOTcom> hmm.. a cdrom drive laser head slide... maybe for my compuond slide?
[00:57:22] <ohiopctechDOTcom> compound even..
[00:57:28] <ohiopctechDOTcom> * ohiopctechDOTcom rofl
[01:11:06] <jmkasunich> dot matrix slides and such aren't very rigid
[01:13:17] <ohiopctechDOTcom> i found the perfect broken dvd player slide... it has 2" travel... and it's pretty sturdy
[01:13:24] <ohiopctechDOTcom> a samsung dvd player
[01:13:38] <SWPadnos> "sturdy" is in the eye of the beholder ;)
[01:14:21] <ohiopctechDOTcom> lol..it'l be an interesting contraption... however it turns out
[01:14:32] <ohiopctechDOTcom> it'll have the possiblity to cnc it
[01:14:45] <jmkasunich> if 100 lbs causes less than 0.005 deflection, it might be considered sturdy, for a light duty lathe
[01:14:46] <ohiopctechDOTcom> gears and belt drives already there!
[01:15:05] <ohiopctechDOTcom> it'll be a feather duty lathe.. but it'll work!
[01:16:21] <ohiopctechDOTcom> it's going on ebay as "functional when i'm done playin with it...rt"
[01:16:33] <ohiopctechDOTcom> "functional art" ***
[01:19:59] <ohiopctechDOTcom> how many 99 cent laser pens would it take aimed at the same spot to cut steel?
[01:20:14] <ohiopctechDOTcom> i have like 60 of em
[01:20:32] <jmkasunich> lets see... they are 1 or 2 mW
[01:20:37] <ohiopctechDOTcom> *kidding
[01:20:47] <jmkasunich> and a normal steel cutting laser is 100 watts plus
[01:20:50] <jmkasunich> so about 100,000
[01:20:55] <SWPadnos> maybe only 50000
[01:20:59] <ohiopctechDOTcom> but i am sure it could be done if you had enough time
[01:21:42] <ohiopctechDOTcom> * ohiopctechDOTcom almost has the dvd player slide stripped out
[01:21:59] <ohiopctechDOTcom> the x slide.. is the base for the whole machine...
[01:22:08] <ohiopctechDOTcom> the headstock is mounted on it...
[01:22:50] <ohiopctechDOTcom> an 8" drill press spindle mounted in two pcs. of wood
[01:24:14] <ohiopctechDOTcom> ii guess it was a spreadsheet printer.... been a while since i tore that one apart
[01:39:05] <ds2> why not just a dremel on a block of wood?
[01:40:28] <skunkworks> or make a 4th axis for your mill
[01:40:32] <ds2> http://www.btinternet.com/~two.mm/articles/fonly/fonlypt1.htm
[02:11:56] <Jymmm> ds2: Ya bastard, you stole ALL the encoders!!!! =)
[02:50:34] <toastydeath> fffff
[02:50:39] <tomp> i know jmk is busy right now, but anyone know about pwmgen? when i use it as type 2 ( up/down), the input 'value' seems like it must be a signed float, as direction is based on the sign... right?
[02:51:01] <jmkasunich> yes, its signed
[02:51:21] <tomp> whoop! thanks
[03:14:22] <Sapote_reloaded> Sapote_reloaded is now known as Sapote
[03:25:24] <toastydeath> i wonder how hydraulic copy mills work
[03:55:03] <ds2> Jymmm: you went to Triangle?
[04:10:25] <Jymmm> Yeah, this afternoon
[04:10:51] <Jymmm> He wanted $15/ea for POS encoders - screw that.
[04:12:06] <ds2> $15?! hmmmm must have caught him on a bad day
[04:13:16] <Jymmm> no doubt,
[04:13:42] <ds2> but $15 is cheaper then you can get elsewhere
[04:16:48] <Jymmm> Yeah, but like i said these were POS, dirty, snipped cbales, and he doens't guantee ANYTHING, not even exhcange that I'm aware of
[04:17:24] <Jymmm> Hell, even halsted does that, as does weirdstuff.
[04:17:48] <ds2> where do they keep the encoders at either HSC or weirdstuff?
[04:17:54] <Jymmm> they dont
[04:18:04] <ds2> Oh
[04:18:05] <Jymmm> I'm just speakign of surplus and policy
[04:21:15] <Jymmm> ds2: : So, your going to have a breakin tonight around 4am, not to worry though, it'll just be be and I'll only be stealing the encoders you hace. Be sure to leave out a plate of milk and cookies for me. ok?
[04:24:20] <Jymmm> ds2: oatmeal chocolate chip if ya could.
[04:24:54] <ds2> prehaps with a dash of rat poison? ;)
[04:25:10] <Jymmm> ds2: Only for you, none for me thanks.
[04:31:50] <ds2> only a dash!
[04:31:55] <ds2> gives it a good kick
[04:32:27] <Jymmm> you first =)
[04:32:59] <Jymmm> Now if it's bug killer, then maybe I can do somethign about all the frekaing spiders there are.
[04:39:17] <ohiopctechDOTcom> mmmm raid n cookies
[04:39:27] <ohiopctechDOTcom> just like momma used to make
[04:40:52] <ohiopctechDOTcom> you guys would laugh if you saw this ghetto lathe i been cobbing together
[04:41:12] <ohiopctechDOTcom> it will work though! ... now if i could find a spindle motor around here somewhere
[04:41:38] <ds2> more ghetto then the fonly lathe? ;)
[04:42:04] <ohiopctechDOTcom> yes! at least 50x mo' ghetto
[04:42:32] <ohiopctechDOTcom> it's doesn't even have a plate of steel on the whole thing.. only stamped sheet steel
[04:43:37] <ohiopctechDOTcom> none of the screws match so far that i used... and the x-axis knob is held in place with 6 zip ties
[04:45:01] <renesis> heheh?
[04:45:06] <renesis> thread guage?
[04:45:32] <renesis> or drill and tap
[04:45:42] <ohiopctechDOTcom> a ghetto lathe
[04:46:16] <renesis> no im saying use a thread guage so you know what screws to order
[04:46:17] <ohiopctechDOTcom> i bought a HF 7x10 lathe earlier.. didn't wowrk.. exchanged it.. the second didn't work..
[04:46:20] <ohiopctechDOTcom> ohhhh
[04:46:28] <ohiopctechDOTcom> it's gonna stay ghetto...
[04:46:36] <renesis> * renesis shrug
[04:46:48] <renesis> zippy ties are pretty neat i guess
[04:46:53] <ohiopctechDOTcom> and i'mm gonna call it the "HF-7x10-KILLER"
[04:47:26] <cradek> ohiopctechDOTcom: we need photos
[04:47:51] <ohiopctechDOTcom> cradek, can do.. i wanna get it "completed" first
[04:47:51] <cradek> if you built a lathe in one evening while being pissed at HF, it must be a real gem
[04:48:27] <ohiopctechDOTcom> it's totally embarrasing if you can't chalk it off as "art"
[04:48:47] <cradek> well art is in the eye of the ... artist
[04:48:55] <ohiopctechDOTcom> i wouldn't claim it can even hold .020 tolerances when it's done
[04:49:22] <ohiopctechDOTcom> it will spin stuff and' you'll be able to cut it
[04:49:29] <ohiopctechDOTcom> but.. i dunno bout precision
[04:49:43] <Jymmm> so can my cordless drill and a jigsaw
[04:50:08] <Jymmm> or cordless drill and angle grinder
[04:50:15] <cradek> Jymmm: yes but is it art?
[04:50:20] <ohiopctechDOTcom> but does it have a fancy gear network and a belt driven printerhead slide, Jymmm? hmm? ;)
[04:50:40] <Jymmm> cradek: anything created with an angle grinder AHS to be considered art in my book
[04:50:55] <Jymmm> HAS
[04:51:24] <Jymmm> ohiopctechDOTcom: no it has a rubber band and plastic rund things thety call gears.
[04:59:14] <toastydeath> lol gears
[05:18:48] <ohiopctechDOTcom> the only tap i need to make a drive nut for my HF-KILLER mini lathe is missing.. :(
[05:19:00] <ohiopctechDOTcom> y-axis*
[05:19:10] <ohiopctechDOTcom> 3/8-16
[05:19:16] <ohiopctechDOTcom> damn!
[05:38:21] <toastydeath> why don't you turn a tap on your... oh wait
[05:41:45] <ohiopctechDOTcom> muahahahhaha
[05:42:50] <ohiopctechDOTcom> at least.. they were nice about giving my money back... it will only leave my account for about 3 minute sin the orning.. till the batch gets processed at the bank from today
[06:31:39] <ds2> wonder if they are going to sell the 'dead' lathes cheap
[06:32:20] <ohiopctechDOTcom> ... all they need is a good pwm generator thingy
[06:32:45] <ohiopctechDOTcom> *from what i can gather...
[07:39:05] <Jymmm> Ok, if a square is 4", and the distance from any edge to the center is 2", how cal I tell the distance from the center to any corner?
[07:39:15] <Jymmm> s/cal/can/
[07:43:37] <ohiopctechDOTcom> draw it in cad
[07:43:45] <ohiopctechDOTcom> pull off dim's
[07:54:23] <Jymmm> ohiopctechDOTcom: No, I want the formula to do it manually and I'm not sure what to "look up"
[07:54:53] <ohiopctechDOTcom> it's a 45 degree triangle calc... trig
[07:55:05] <ohiopctechDOTcom> you know the distance of two sides
[07:55:34] <ohiopctechDOTcom> i don't know the formula off hand... 3" maybe?
[07:57:47] <ds2> 2 * sqrt(2)
[07:58:25] <ds2> or straight distance * sqrt(2); derive it yourself from either trig or the pythagoran (sp) theorem
[07:59:22] <ohiopctechDOTcom> hmm the answer is 3 right?
[07:59:33] <ds2> no
[07:59:36] <ohiopctechDOTcom> i can't do math at this hour
[07:59:45] <ds2> about 2.8ish
[08:00:13] <ohiopctechDOTcom> ha i coulda drew it 8 times and printed it 1:1 scale
[08:00:25] <Jymmm> 2.82842712475
[08:00:26] <ohiopctechDOTcom> and saved it as a dxf+dwg+mc9
[08:00:29] <Jymmm> ???
[08:00:30] <ohiopctechDOTcom> then emailed it to jymm
[08:00:46] <ohiopctechDOTcom> *zipped
[08:01:46] <Jymmm> http://www.google.com/search?hl=en&q=2+*+sqrt%282%29&btnG=Search
[08:02:10] <ohiopctechDOTcom> 2.828 sez cad
[08:02:37] <ohiopctechDOTcom> took me all of 8 seconds to draw it and get dims
[08:03:07] <ohiopctechDOTcom> hmm...
[08:03:45] <Jymmm> ok try it with an 7" square
[08:03:47] <ohiopctechDOTcom> go to google search front page...
[08:03:49] <ohiopctechDOTcom> type asshole
[08:03:57] <ohiopctechDOTcom> and hit... "i'm feeling lucky"
[08:04:49] <ohiopctechDOTcom> 4.950
[08:09:49] <Jymmm> * Jymmm really needs to remember to bring a pencil
[10:46:38] <sebjames> Hi Folks, I'm currently using the Ubuntu 6.06 liveCD system to run emc2 versino 2.0.5. Will upgrades to emc2 be provided using this Ubuntu 6.06 base operating system via the normal Ubuntu package management system?
[11:08:58] <sebjames> Ok - I just worked out how to upgrade from 2.0.5 to 2.1.4. Great!
[11:09:52] <sebjames> I'm using Mesa 5i20 cards. For the first machine I need 2 axes of servo/encoder pins on the card plus 31 inputs and 29 outputs.
[11:10:40] <sebjames> (That's a single 5i20 card). Later for a more complex machine, I'll need four cards, one of which will have 8 axes of server/encoder pins.
[11:11:19] <sebjames> This all means I'm going to need the latest work by Peter Wallace and John Kasunich. Anyone know if this is in emc2 version 2.1.4?
[11:11:44] <sebjames> sorry - when I say latest work, I mean the latest work they have done on the m5i20 hal driver.
[11:16:55] <Rugludallur> morning
[11:23:16] <sebjames> Hello Rugludallur, it's fairly quiet right now
[11:23:48] <Rugludallur> yeah seems so
[11:28:03] <cradek> sebjames: here you can read the changelog for the releases:
http://cvs.linuxcnc.org/cgi-bin/cvsweb.cgi/emc2/debian/changelog?rev=1.7.6.55
[11:28:19] <cradek> I don't see many mesa changes in there
[11:28:48] <cradek> (2.1.5 is not released yet but those listed changes will be in it)
[11:29:38] <sebjames> cradek: Yes, I read the changelogs up to 2.1.4 and didn't see much about the Mesa.
[11:31:27] <cradek> you may need to build from the cvs development branch ("trunk"), which is not a big deal
[11:31:28] <sebjames> I think John Kasunich is my man. He seems to be here, but otherwise engaged.
[11:32:03] <cradek> it's 7:30am for him, he's probably on his way to work, he'll surely be around in 12 hours
[11:32:18] <sebjames> Right - I'm happy to do that, in fact, I'll do it now. Will all the RTAI modules I already have need to be updated?
[11:32:34] <cradek> no, they're just fine, you only need to build emc
[11:33:32] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#On_Ubuntu_5_10_and_6_06_from_source
[11:33:43] <sebjames> Great, that's easy then. Unfortunately, in 12 hours, it will be midnight for me. Does John do EMC2 development in his spare time?
[11:34:18] <sebjames> I mean - not as part of his day job?
[11:34:27] <cradek> yes, we ALL do
[11:34:44] <sebjames> *nod*
[11:35:28] <cradek> this is a Free software project, all work is by volunteer, none of us are paid
[11:35:42] <sebjames> I'm planning on using emc2 to drive a 9 axis peddinghaus cnc drill/saw machine.
[11:35:58] <sebjames> I'm doing this as a professional project - that is, for a client who is paying for my time.
[11:36:32] <cradek> have you used emc2 for simpler machines? that sounds like a complex project for a first one
[11:36:42] <sebjames> If I need to help John to speed up the m5i20 hal driver, then I'm happy to do that to speed up my project
[11:37:15] <sebjames> No, but we have a simpler machine to start on - a 2 axis drill/flame cutter
[11:37:42] <cradek> ah, that's good
[11:38:06] <cradek> now I have to get ready for work - be back in a few hours
[11:38:13] <sebjames> I agree - it is complex! I already designed the I/O electronics and it's a 24 inch by 16 inch board to fit in all the optoisolators, connectiors and traces!
[11:38:25] <sebjames> Have a good day
[11:38:30] <cradek> thanks, you too
[13:14:33] <tomp> rayh: might be of use (long flight)
http://freshmeat.net/projects/weiliyu/?branch_id=69415&release_id=252379
[13:15:09] <rayh> looking
[13:18:11] <rayh> Interesting. I'll have to try it sometime.
[14:01:46] <sebjames> awallin: Thanks for your response on the email list - that answers my question. I just downloaded the Xilinx programming software - now I need to figure it out!
[14:02:13] <sebjames> Do you know who wrote the hostmotXXX vhdl files?
[14:06:34] <plattschnauze_> Hello everybody
[14:08:00] <skunkworks> Hi
[14:08:10] <plattschnauze_> Does anybody know , why i could not move my robo in MDI or auto -mode as fast as in Man-mode ? i have tried anything , but nothing works
[14:08:37] <jepler> sebjames: I think they come from mesa, the company who makes the cards.
[14:09:42] <sebjames> jepler: I thought that was probably the case. I wonder how hard it will be to modify them to my requirements...
[14:12:16] <plattschnauze_> by the way , thanks to jepler for the teaching-programm, it works fine
[15:15:32] <anonimasu> hm
[15:15:43] <anonimasu> if anyone sees robin tell him that im looking for him..
[15:23:56] <anonimasu> !bookmark
[15:24:04] <anonimasu> logger_emc: bookmark
[15:24:04] <anonimasu> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-05-01.txt
[16:06:55] <cnc_engineer123> can some one help me out to get tool no out from emc
[16:08:22] <cnc_engineer123> I need to send the required tool no to external tool changer hardware
[16:08:24] <jepler> in HAL, the requested tool number is available on the pin iocontrol.0.tool-prep-number
[16:10:18] <cnc_engineer123> how can i connect this pin iocontrol.0.tool-prep-number to my external tool changer hardware
[16:10:19] <jepler> what you do with that number is up to you -- in the case of the demo_mazak configuration, this number is given to a special purpose HAL component which decides which direction to rotate a turret
[16:10:49] <jepler> there is also a lot of ladder logic to manage the other machine movements needed during the tool change sequence
[16:11:06] <jepler> it all depends on the specifics of your machine
[16:12:23] <cnc_engineer123> but we could not find any support for ladder logic and how to use its components
[16:13:23] <jepler> like all of emc, the documentation is written by volunteers.
[16:13:42] <jepler> here is an introduction to using the classicladder GUI with emc:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Sample_HAL_And_ClassicLadder
[16:16:59] <cnc_engineer123> is it possible to send the iocontrol.0.tool-prep-number out through any port like parallel port or serial port
[16:19:29] <jepler> you can't directly hook tool-prep-number to a parallel port pn, because tool-pre-number is an "s32" and a parallel port pin is a "bit"
[16:21:20] <jepler> if I had a toolchanger that had 8 slots, and the slot was selected by 3 pins, I would write a component that takes an s32 input and has 3 bit outputs. Then in my .hal file I'd hook tool-prep-number to the input, and hook the 3 outputs to the parallel port.
[16:23:23] <cnc_engineer123> what is the way to write a component
[16:24:20] <awallin> cnc_engineer123: serach the manuals for 'comp'
[16:24:20] <jepler> two ways of doing this are described in the documentation:
http://linuxcnc.org/docs/2.1/html/hal/comp/index.html http://linuxcnc.org/docs/devel/html/hal/halmodule/index.html
[16:24:29] <cnc_engineer123> i need to know about all of the available components in classic ladder logic and their usage
[16:24:38] <jepler> (the second page is from the development version of the software, but most of it should apply to version 2.1)
[16:24:59] <awallin> a tool changer could probably be in userspace, so it could be done in Python too
[16:25:03] <jepler> classicladder is described on the wiki page I gave you earlier.
[16:27:51] <jepler> like all of emc, the documentation is written by volunteers. If you would like to help us improve our documentation, you can read about how to contribute here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?BeyondWiki
[16:28:27] <jepler> (or just contribute on the wiki, after following the
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?BasicSteps)
[16:29:19] <anonimasu> hmm
[16:31:46] <cnc_engineer123> actually I am new to EMC and facing many problems, but thanks to persons like you(jepler) who are guiding me well
[16:32:30] <awallin> my friend did this on our mill yesterday:
http://www.anderswallin.net/2007/05/cnc-milled-rudder-mould/ this is now with steppers+ballscrews but we're still not done with the servo upgrade...
[16:33:43] <cnc_engineer123> can i have your(jepler) email address or cell no please
[16:33:44] <jepler> awallin: yep I saw that earlier -- looks nicd
[16:33:44] <jepler> nice
[16:33:44] <jepler> it's always fun to see photos of real, useful things made with the software (since I make so few myself)
[16:34:38] <tomp> awallin: hey, you're a moldmaker!
[16:34:40] <jepler> cnc_engineer123: no.
[16:35:07] <SWPadnos> heh
[16:35:11] <awallin> tomp: yeah, would like one of those machines that are sold as moldmaking machines too:)
[16:35:37] <jepler> cnc_engineer123: I prefer to help people on the public IRC channel or mailing lists -- that way other people are free to read my advice, or able to correct me when I say things that are incorrect.
[16:36:14] <jepler> lunchtime here, bbl
[16:36:46] <tomp> awallin: theres stuff on the web to do a 'one-shot' ( a single shot molding press, just shoots into a half ball nozzle feeding the tree of you mold )
[16:37:54] <cnc_engineer123> right now, we are using ubuntu live CD to run EMC, but i want to run it on Fedora core 4. Is it possible to run it on Fedora release of lynix
[16:38:02] <awallin> tomp: my stuff is mostly for composite moulding, i.e. balsa or foam core and the carbon fiber+epoxy skins. I know some people have made injection moulded plastic parts for some less demanding strength/weight parts
[16:39:20] <SWPadnos> cnc_engineer123, yes, it's possible. You would have to compile a realtime Linux kernel and EMC to do that though
[16:40:10] <SWPadnos> there are advantages to using Ubuntu - one of which is good update management (especially if the computer is connected to the internet)
[16:40:37] <tomp> awallin: wow, molding with fibre reinforced materials and with inserts... by hand! mill some locators for the inserted cores ;)
[16:43:00] <cnc_engineer123> i have tried to compile a real time kernel but still un successful. Could you please suggest me the tested versions of real time patches for kernel.
[16:43:39] <anonimasu> cnc_engineer123: What's wrong with ubuntu?
[16:44:19] <anonimasu> ah sorry didnt read what you wrote earlier
[16:47:22] <cnc_engineer123> anonimasu: for ubuntu doing anything requires connect to internet plus heavy downloading of required files, but i have most of the things available in my fedora CD
[16:53:25] <tomp> awallin: if it's of any use
http://www.lindsaybks.com/dgjp/djgbk/inject/index.html
[16:58:02] <tomp> cnc_engineer123: theres nothing wrong with using fedora, but we dont know how.
[16:58:08] <tomp> it was a difficulty for the guru's here to make one stabile base.
[16:58:09] <tomp> we got one that works and spend energy in maintaining that.
[17:04:11] <cnc_engineer123> Could you please suggest me the version of real time kernel patch you had experienced
[17:06:13] <tomp> cnc_engineer123: sorry, i dont even know where to look, i just use the supplied cd.
[17:06:56] <SWPadnos> for the most part, I think you can use the latest 3.x RTAI release, of course using the correct patch for your kernel version
[17:07:43] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?RtaiSteps
[17:08:11] <SWPadnos> try that as a starting point (for RTAI as well as emc-related things in general. the search box is your friend :) )
[17:12:06] <cnc_engineer123> thanks every one and see you again
[17:12:10] <cnc_engineer123> bye bye
[17:30:22] <tomp> j&l has thier Fowler brand electronic edge finder (no Z) on sale for 19$ ( ".0002" repeatability" ) might be hackable to use a hal input, as is it lights an led (#AEFOW-75600B) (J&L was just bought by MSC)
[17:31:11] <Jymmmm> ...last year
[17:36:01] <Jymmmm> SWPadnos: there are DISadvantages to using Ubuntu - one of which is it installs all this multimedia utilities when there's not even a sound card in the system, then write to error log/console that there's no sound card and you can't remove it as it's a dependancy under ubuntu, but not under debian.
[17:41:44] <SWPadnos> I don't know if that's true for the alternnate and/or server install CDs
[17:45:06] <Jymmmm> Yeah, Desktop is funky that way. I actualyl tried removing the alps whatever it complained about, and it removed gnome too. just had the squiggly lines that X starts up with =)
[17:46:17] <Jymmmm> I dont need CUPS, HP Printing, Bluetooth, or Toshiba utilities, but all are dependancies for gnome.
[18:01:26] <ds2> RT machine control via BlueTooth! ;)
[18:18:10] <awallin> tomp, anyone: have you used a plastic injection moulding machine? is it feasible to build a DIY machine to make parts?
[18:18:47] <Jymmmm> migth be easier to make a vacuum forming machine instead
[18:19:50] <skunkworks> Jymmmm: do a search on cnczone. YOu will come across a few posts telling you that you will probably kill yourself playing with injection molding machines.
[18:20:54] <Jymmmm> skunkworks: I couldn't see why.... it's just 400 deg melted plastic under 200+ PSI going into tiny creviceses
[18:21:04] <ds2> there are the small ones like what's described in the Gingery books
[18:29:33] <jepler> Jymmmm: while none of those packages you mentions probably has a measurable impact on your computer's performance, you could remove the from the list of programs started at boot-time, rather than removing the packages entirely. sysvconfig is a terminal-mode program that can help you do this, and there may also be a gnome-specific program for doing it under the Administration menu (but I don't know what it's called)
[18:30:19] <Jymmmm> jepler: No, sysvconfig will do just fine =) thank you
[18:30:40] <Jymmmm> up/down space aint that difficult =)
[18:31:01] <Jymmmm> jepler: Even SWPadnoscould figure that out =)
[18:31:18] <Jymmmm> * Jymmmm ducks
[18:32:17] <Jymmmm> * Jymmmm pops back up... Tells SWPadnos that we are getting 10GigE transatlantic AND Pacific rim pipes, then runs like hell!
[18:33:18] <Jymmmm> ... and replacing ALL OC48 pipes with multiple 10GigE ones as well
[18:34:19] <Jymmmm> Eeeeesh, bought a wireless keypad... and it literally has a 28 inch range.
[18:34:42] <Jymmmm> thought it might be nice for jogging the machine around.
[18:35:01] <skunkworks> That must be the ieee28 standard
[18:35:08] <jepler> skunkworks: hahahahaha
[18:35:20] <Jymmmm> as the numpads I have (I just found out) are IBM thinkpad only.
[18:35:41] <Jymmmm> skunkworks: more like Igonnascrewyou standard =)
[18:36:46] <Jymmmm> jepler: Hey, just curious, the numpad bindings in axis I found out are bound to the keys more so than the keys value (numlock on/off arrows -vs- numbers), could I change that?
[18:38:38] <jepler> Jymmmm: in emc2.1, you can put commands in ~/.axisrc that create or change the default bindings. However, I haven't documented the specific bindings you can write there, and I don't guarantee that they will work in future versions.
[18:39:23] <toastydeath> i put commands in everyone's mother's ~/.axisrc
[18:39:23] <Jymmmm> jepler: That's cool, but can AXIS/EMC have the abikity to "honor" the numkock itself?
[18:39:50] <Jymmmm> * Jymmmm hasn't looked up the keycodes yet.
[18:40:10] <jepler> Jymmmm: I would assume so, but I almost always develop on a laptop without a dedicated numpad so I never actually look at the problem
[18:40:20] <Jymmmm> arrows for jogging, then numbers for speed (as example)
[18:40:26] <Jymmmm> jepler: ah, ok.
[18:40:32] <alex_joni> Jymmmm: I think that works ok
[18:40:40] <alex_joni> you just need to find the keynames
[18:40:53] <alex_joni> which can be a bit tricky if you don't know where to look (I didn't)
[18:41:23] <Jymmmm> alex_joni: ok, will look. I know it's a tcl thing, but no clue
[18:41:29] <jepler> one of the numpad keys is known as KP_4 and KP_Left, depending whether numlock is on, for example
[18:41:56] <Jymmmm> jepler: Yeah, right now be numlock on or off, it's always arrows
[18:44:35] <jepler> beats me why but I ebelieve you
[18:44:51] <Jymmmm> http://www.awns.com/tkMOO-light/plugins/keypad.tcl
[18:45:04] <Jymmmm> at least theres a list
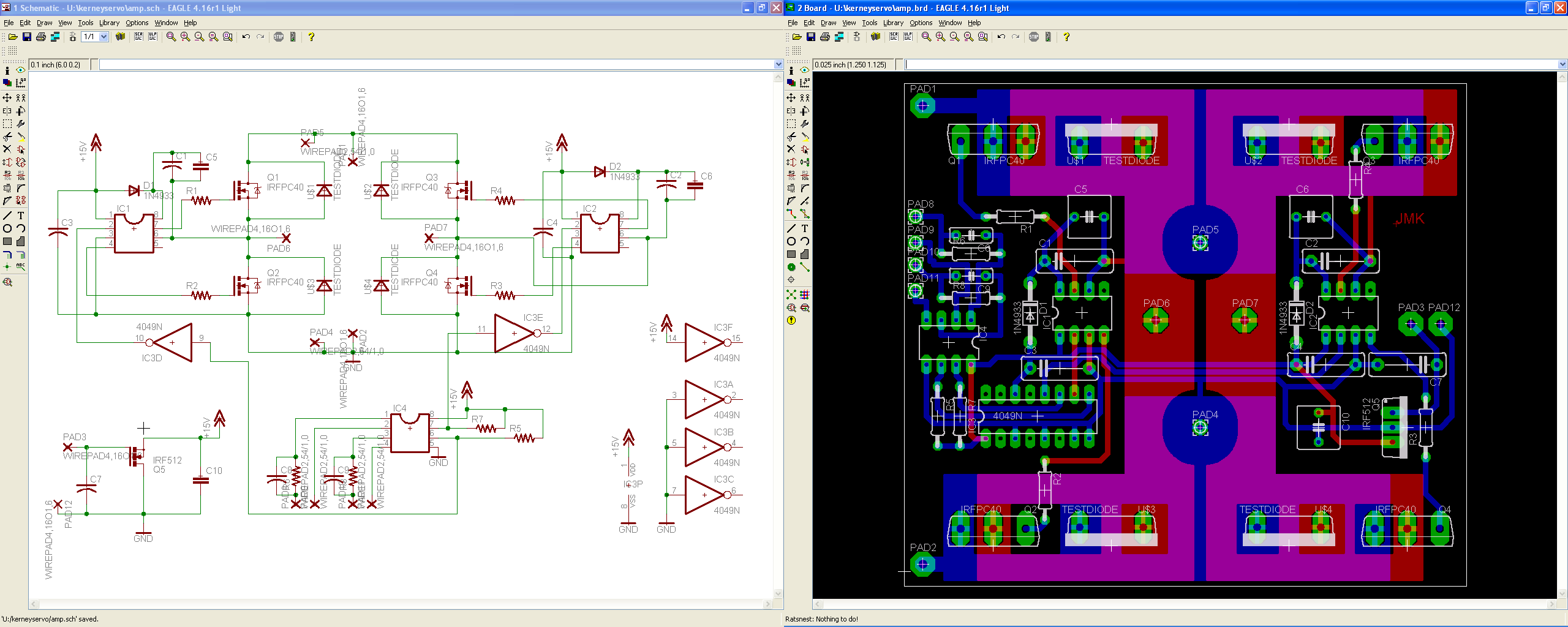
[18:46:59] <skunkworks> having 2 monitors is nice
http://www.electronicsam.com/images/2mon.PNG
[18:47:48] <cradek> I use eagle that way too sometimes
[18:48:19] <jepler> skunkworks: any new developments on that servo driver?
[18:48:29] <skunkworks> it hit me as I was flipping between the schematic and the board layout. 'Hey - I have 2 monitors'
[18:49:13] <skunkworks> jepler: no - I don't think I am going to add current limit on the first gen. I just got some 1/16 mills now so I plan on cutting a bunch of them to play with.
[18:50:23] <skunkworks> I need to do some 'adjustments' to the board. like the inputs to the optos are in the wrong order and I want to make the spacing so it works for terminal blocks.
[18:51:44] <skunkworks> the current limiting resisters for one of the optos is on the anode - the other is on the cathode. (didn't look back to the datasheet)
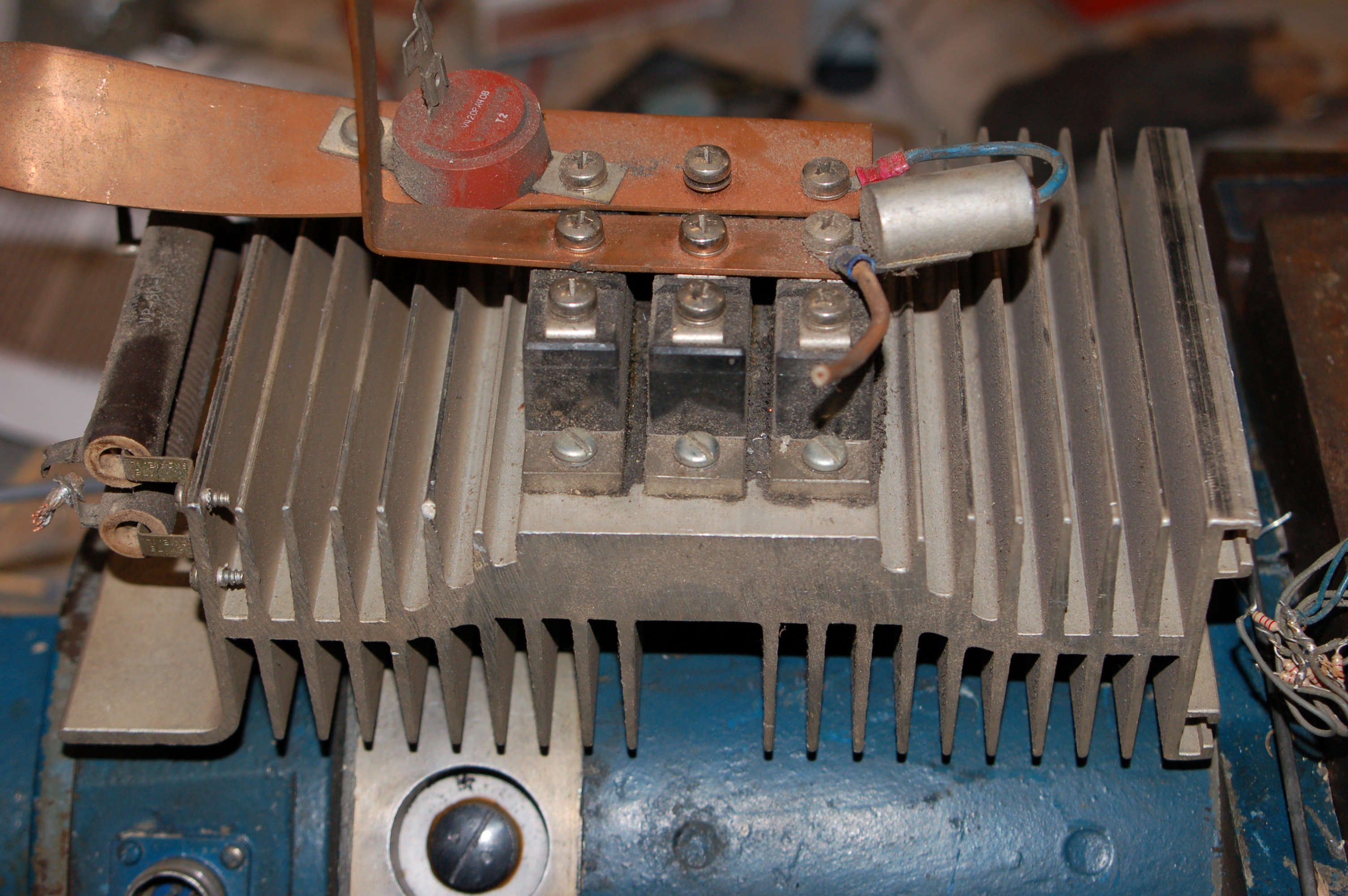
[18:52:19] <skunkworks> I do have the diode stack for the powersupply now :)
http://www.electronicsam.com/images/KandT/conversion/diodes.JPG
[18:53:32] <skunkworks> if I start running 150+volts. I want to get the isolation milled into the boards. (1/16 mill)
[18:55:13] <cradek> I like the auto condenser on there
[18:55:43] <cradek> it was probably taking out AM reception for a mile
[18:56:44] <jepler> oh how I hate Tk
[18:57:30] <cradek> you should write TkLyX
[18:57:40] <jepler> turns out that though xev shows KP_4 as the keycode when you press that key and numlock is on, Tk invokes the binding for KP_Left with the %s (state) field set to 16
[18:57:51] <jepler> and the %A (string) field set to "4"
[18:58:12] <cradek> 16, of course
[18:58:29] <SWPadnos> hmm - left-shift or something?
[18:58:47] <cradek> set number [expr sqrt $state]
[18:59:05] <cradek> would be funnier if I could write a line of tcl
[18:59:10] <jepler> 16 is the numlock modifier
[19:01:22] <Jymmmm> I dind't mean for anyone to look into it right now or anything... Just thought it be nice in the future to be able to use the numbers to input jog speed, or bind to things like incrmental, or even enter in a GO TO position sorta thing
[19:02:04] <Jymmmm> jepler: Is your laptop IBM by chance?
[19:02:13] <jepler> Jymmmm: no, it is HP
[19:02:38] <Jymmmm> jepler: Ah ok.
[19:04:35] <ds2> Jymmm: you want to get a keypad?
[19:05:45] <Jymmmm> ds2: I have some IBM PS2, but it ONLY works on Thinkpads, and now that I'm using a desktop box it dont work
[19:06:07] <Jymmmm> ds2: You found some?
[19:06:29] <Jymmmm> Heh... imagine you smack your mouse down....
http://www.fentek-ind.com/keypad.htm#kpmusbg
[19:08:31] <danielbr> hi guys, i'm testing g41 and g42 . i always got this error "concave corner with cutter radius comp" it seems emc2 can not blend moves when using g41 or g42 ignoring a g64
[19:09:00] <cradek> your diagnosis is incorrect
[19:09:09] <cradek> you get that error when the tool can't fit into an inside corner
[19:09:39] <danielbr> well, maybe this true
[19:10:15] <danielbr> can i ignore this problem?
[19:10:33] <cradek> no you need to fix your gcode
[19:14:28] <danielbr> if i don't need a exact path when using g41 or g42 what i can do?
[19:15:04] <cradek> I don't understand the question
[19:15:37] <danielbr> only a moment i'll paste some gcode
[19:15:48] <SWPadnos> http://pastebin.ca
[19:15:58] <SWPadnos> (use that if it's over 5 or so lines)
[19:23:03] <danielbr> i can't connect pastebin.ca
[19:23:19] <SWPadnos> try pastebin.com
[19:24:54] <cradek> pastebin.com is working for me
[19:25:15] <danielbr> for me this error Query failure: Can't open file: 'pastebin.MYI'. (errno: 145)
[19:25:17] <cradek> err no, it's not
[19:25:18] <cradek> good grief
[19:25:27] <cradek> me too
[19:25:53] <archivist> hehe MySQL error code 145: Table was marked as crashed and should be repaired
[19:26:14] <skunkworks> archivist: wrong window? ;)
[19:26:15] <cradek> paste.uni.cc?
[19:26:58] <archivist> skunkworks, no look 4 lines up
[19:27:16] <skunkworks> oops - :)
[19:27:19] <ohiopctechDOTcom> anyone ever seen the "second life" thing?
[19:27:38] <ohiopctechDOTcom> i was thinging some ppl could set upa virtual CNC
[19:27:54] <ohiopctechDOTcom> or a virtual CNC factory...
[19:27:59] <danielbr> i
http://paste.uni.cc/15050
[19:29:24] <jepler> http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_38a.html#999570
[19:29:24] <danielbr> this is a test probing using g38.2 (working fine) now change d0 for d1
[19:30:54] <SWPadnos> the figure just above that link shows a good picture of the gouging problem
[19:30:57] <SWPadnos> figure 6
[19:31:04] <cradek> you are not going to be able to use radius comp for a path like this, since there is no way to avoid concave corners
[19:31:13] <SWPadnos> http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_38a.html#999565
[19:31:26] <cradek> the easiest solution would be to use a probe that is the same shape as the tool you want to cut with
[19:32:15] <danielbr> ithe problem is the diameter change all time is a polishing toll
[19:32:40] <danielbr> start with 400mm and after some hours is 200mm
[19:34:16] <ohiopctechDOTcom> is there tool wear comp. in EMC2?
[19:34:26] <ohiopctechDOTcom> i hadn't looked into it that far yet...
[19:34:35] <cradek> tool wear comp and radius comp are the same thing, with the same limitations
[19:34:43] <cradek> that web page talks about this
[19:34:56] <SWPadnos> there's no on-the-fly tool wear comp
[19:35:16] <ohiopctechDOTcom> ok... i clicked it.. i'm a slow read on technical stuff.
[19:35:27] <danielbr> i dont nedd on-the-fly
[19:35:35] <danielbr> need
[19:35:51] <Jymmmm> Ok, found a keypad....
http://s7d3.scene7.com/is/image//WalMart/5499671_0082673400171?layer=comp&op_sharpen=1&&rgn=0,0,1584,1584&scl=3.1553784860557768&fmt=jpeg&id=09H1ExkO4SHty-xlfQ2sKy
[19:36:32] <Jymmmm> jepler: cradek Think you can include a "crouch" command in AXIS ? LOL
[19:36:39] <tomp> the 'crouch' button is useful for runaway cnc's :)
[19:37:08] <danielbr> i thinking about some g41 p0 or p1 for ignore that error
[19:37:09] <ohiopctechDOTcom> "duck"
[19:37:11] <jepler> Jymmmm: if that attaches via usb, you can probably use it with hal_input and halui to make the buttons do whatever you like.
[19:37:52] <danielbr> hal-input work very well!
[19:37:58] <Jymmmm> I was sorta being funny about it, but yes it is USB
http://www.walmart.com/catalog/product.do?product_id=5499671
[19:38:18] <ohiopctechDOTcom> i never did get my jog joystick working... it's connected to the pins in the test util. but i never got far enough to make it jog the machine...
[19:39:31] <Jymmmm> I just wnat to know where the JAB-UPPER CUT-UPPER CUT-JAB button is?
[19:39:59] <ohiopctechDOTcom> i think you have to program that yourself in hal Jymmmm
[19:40:09] <Jymmmm> Ah, okey ;)
[19:40:40] <Jymmmm> I think I'll stick with a NUM PAD instead though
[19:43:51] <danielbr> cradeck: this g42 p0 idea is possible or not? if not, i need a different way for do that...
[19:52:12] <Jymmmm> HEY! I cna hook up my GPS to the machine and get EXACT positioning and feed that back into EMC a la HAL (Accuracy +- 15 FEET)
[19:52:44] <SWPadnos> per SECOND!
[19:52:56] <alex_joni> use a differential GPS
[19:53:03] <SWPadnos> ooooohhhh - tricky
[19:53:19] <alex_joni> you get centimeters or even better precision :P
[19:53:45] <Jymmmm> Hey Trimble HQ is jsut up the street
[19:54:40] <Jymmmm> http://www.trimble.com/index.aspx
[20:00:15] <Jymmmm> SWPadnos: Did you see that we're getting pacific and antlantic 10GigE pipes soon?
[20:00:24] <SWPadnos> yes, I ignored you :)
[20:00:45] <Jymmmm> SWPadnos: Jealous
[20:01:01] <SWPadnos> nah - I don't have the disk space to really use that anyway
[20:01:24] <Jymmmm> SWPadnos: clear out your p0rn collection or burn it to blueray
[20:01:28] <SWPadnos> I'd just like something at 10 mbits/sec or thereabouts (unless I'm downloading a DVD ISO, where the Gbits would be handy)
[20:01:40] <alex_joni> SWPadnos: who needs diskspace when they have 10Gig links?
[20:01:59] <alex_joni> you can use the internet as one giant disk :P
[20:02:33] <Jymmmm> alex_joni: what sucks is the OTHER people don't have 10GigE so it's all slow
[20:05:39] <ohiopctechDOTcom> ok.. so i replaced the power switch on my windows box. it should stop shuttid down randomly now?
[20:05:47] <ohiopctechDOTcom> shutting*
[20:06:04] <Jymmmm> not if the probaly wasn't the switch
[20:06:19] <Jymmmm> try a different PS if it continous
[20:06:21] <ohiopctechDOTcom> it's not because the cpu is overheating... i have an extra huge fan on the cpu
[20:06:37] <ohiopctechDOTcom> it's a different PS.. a new cpu fan...
[20:06:49] <Jymmmm> then the mobo might have issues too
[20:06:59] <ohiopctechDOTcom> sometimes the switch won't turn the box on
[20:07:07] <Jymmmm> try JUSt in dos if it powers off, eliminating the OS being the issue.
[20:07:08] <ohiopctechDOTcom> if you fiddle with it it works eventually
[20:07:27] <ohiopctechDOTcom> so i put a micro toggle in place of it
[20:07:45] <Jymmmm> toggle? hope it's momentary
[20:08:05] <ohiopctechDOTcom> and it' shidden behind the front snap on cover, so it won't get tripped accidentally
[20:08:28] <ohiopctechDOTcom> the old switch was a push on push off kind
[20:08:47] <ohiopctechDOTcom> so it stays closed circut when the computer is on
[20:09:23] <ohiopctechDOTcom> if i flip the switch right now to off.. it will shut the box down in about 2 seconds
[20:09:34] <ohiopctechDOTcom> some kinda watchdog circut
[20:09:54] <ohiopctechDOTcom> it's a AMD/MSI mobo
[20:11:34] <ds2> Jymmm: can you use USB keypad?
[20:22:11] <ohiopctechDOTcom> the whole computer seems to be running better since i replaced that switch.. maybe it was too busy keeping up with it almost failing every few seconds?
[20:22:30] <ohiopctechDOTcom> or maybe it's all in my head...
[20:25:04] <ohiopctechDOTcom> what's the "official" emc2 logo? i'd like to stick it on my website with a link...
[20:25:33] <ohiopctechDOTcom> or should i try to come up with something everyone would adopt?
[20:25:44] <ohiopctechDOTcom> *has it not been thought of?
[20:26:03] <alex_joni> you can take the one from linuxcnc.org
[20:26:23] <tomp> look at top rt corner of
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?PulseRates
[20:26:29] <ohiopctechDOTcom> i thought about it.. but it's not emc2 specific
[20:26:50] <ohiopctechDOTcom> hey.. that's a cool one!
[20:27:01] <gene__> Hi guys, gene here
[20:27:11] <ohiopctechDOTcom> the penguins eyes look doped up tho.. :|
[20:27:16] <alex_joni> or you can make a new one, we might even use it :P
[20:27:21] <ohiopctechDOTcom> what's up gene
[20:27:47] <ohiopctechDOTcom> * ohiopctechDOTcom probes the net for penguin clipart
[20:28:35] <gene__> not too much, justy a q: what var controls max jog speed in stepper_inch.ini, I'm too fast and screw vibrations are stalling me.
[20:29:32] <cradek> [AXIS_*] MAX_VELOCITY
[20:29:44] <cradek> likewise, [AXIS_*] MAX_ACCELERATION
[20:29:48] <gene__> ok, off to rduce that puppy
[20:29:54] <gene__> thanks
[20:35:18] <gene__> Humm, pulled that puppy back, but while the axis vels went down to 20ipi, the jog scale still goes to almost 40ipi?
[20:35:39] <cradek> that probably comes from [TRAJ]MAX_VELOCITY
[20:35:58] <gene__> Ahh, go check that, brb. Thanks
[20:36:18] <Jymmmm> ohiopctechDOTcom: tux in SVG format is available all over
[20:39:16] <gene__> Thats the puppy. Now I know what to tweak, I can get another 5ipm out of this & still be stable iof the accels are reasonable. It even sounds better, thanks
[20:40:42] <gene__> And I have got to put this keyboard where I can sit in front of it, too much junk leads to more typu's than usual, even for this old fart.
[20:42:30] <jepler> Jymmmm: do you use emc2 installed from the package?
[20:43:07] <gene__> One more Q; where is the official rs-274D we're working from, its obvious my printout is way too old. No, Jepler, a cvs pull thats now about 9 months old.
[20:43:10] <jepler> Jymmmm: I made some enhancements in the development version of axis to improve the numeric keypad but now I need someone who is interested in that to test it
[20:43:42] <gene__> And until I can restore a root account on this box, I can't run adept etc.
[20:44:28] <jepler> gene__: emc is based on rs274ngc; a random link inside the document we refer to is
http://www.linuxcnc.org/handbook/RS274NGC_3/RS274NGC_38a.html#999268 but most of that has been transcribed into emc2's own documentation, html version at linuxcnc.org/docs/2.1/html/gcode/main/ and pdf version in the emc2 menu at the top of the screen
[20:45:07] <gene__> But I can sure do another cvs pull if somebody refreshes my memory on the correct syntax to update a HEAD thats that old.
[20:45:42] <cradek> if it's that old you will surely have to update your configuration. Start at wiki.linuxcnc.org and read the updating instructions
[20:46:06] <jepler> and you'd need to be able to "sudo" to successfully compile it, anyway
[20:46:21] <cradek> right
[20:46:27] <gene__> Ok, but thats not today, and I can't sudo
[20:46:44] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?CVS "Later, to incorporate any changes made to the emc2 source by other developers, run [...]"
[20:48:26] <gene__> Humm, looks like the first problem is getting a root account on this box again.
[20:49:29] <gene__> Can I boot in 'single' mode and fix that?
[20:50:16] <jepler> iirc, "recovery mode" on the boot menu gives you a text-mode shell prompt that is running as root
[20:50:32] <gene__> Thats from the cd?
[20:50:59] <gene__> Or from grub?
[20:51:05] <jepler> no, there's a point during the boot where the machine counts down from 3 to 0; you can hit esc during this time and then choose "recovery mode"
[20:51:19] <jepler> yes, "from grub"
[20:51:51] <gene__> ahh, I'll give that a shot right now. But what all do I need to do besides passwd root?
[20:52:37] <jepler> since I don't know specifically what you changed to make "sudo" break, that's a hard question to answer.
[20:53:11] <gene__> I deleted the root user thoinking that would restore my ability to sudo using my own passwrd
[20:53:47] <gene__> which in retrospect was one of my dumber moves...
[20:54:28] <SWPadnos> deleted the root user? I didn't know that was possible
[20:54:53] <gene__> Apparently it is. :(
[20:55:08] <hcseb> gene__: You will want to boot in single user mode, as suggested above.
[20:55:53] <jepler> bbl
[20:56:38] <hcseb> You do that by appending the word "single" to the end of the boot command line - you can do this in grub - get to the grub menu then press Ctrl-E to edit the linux command line
[20:57:00] <hcseb> Then you need to make sure there is an entry in /etc/passwd and /etc/shadow for root
[20:57:14] <SWPadnos> I think that's just "e", not ctrl-e (not positive though)
[20:57:41] <hcseb> SWPadnos: You may well be right.
[20:57:41] <gene__> I've done that before. But in case i have to re-install, I better see if this thing can write to a usb key and save the emc configs
[20:57:50] <SWPadnos> it tells you which one it is at the bottom of the grub screen though, so we don't have to be right ;)
[20:58:08] <hcseb> The line in /etc/passwd should be: root:x:0:0:root:/root:/bin/bash
[20:58:51] <gene__> ;lemme se if i can write to a usb key & then we're off to the races.
[20:59:32] <hcseb> Once you have made sure that line exists, you may be able to call passwd to set root's password and that _should_ create the line you want in /etc/shadow
[21:00:26] <SWPadnos> by default (in Ubuntu), there's no root password, and root logins are disabled
[21:01:00] <SWPadnos> I'm not sure if a root password would need to be created in this situation
[21:01:11] <SWPadnos> but then again, I didn't know you could delete the root account :)
[21:01:32] <ds2> you could but all hell breaks loose
[21:01:38] <SWPadnos> apparently
[21:02:09] <hcseb> as far as I can see, in Ubuntu you still have a root user, it's just that user doesn't have a password.
[21:02:39] <hcseb> So you can't log in as root. With sudo you do things as root without logging in.
[21:04:04] <gene__> actually no, I'm just frozen in time as far as root stuff is concerned, that deletion was probably 4 months ago, or more. Uptime is 93 days.
[21:04:17] <ds2> what does sudo say when you try to use it?
[21:05:54] <ohiopctechDOTcom> "sudo root; passwd" i think is all it takes to enable root logins?
[21:06:28] <ohiopctechDOTcom> that's part of it anyways if not
[21:06:31] <ds2> try sudo su -c passwd
[21:06:35] <SWPadnos> no, that can add a password (with a syntax change or two), but doesn't enable logins
[21:06:52] <gene__> screwed, only root caan mount the key, damn.
[21:06:54] <ds2> logins from where?
[21:07:12] <ds2> for console, make sure the tty device is in /etc/securetty
[21:07:17] <ohiopctechDOTcom> oh.. somehow you have to use sudo to get into the root account at a terminal and just type "passwd"
[21:07:25] <SWPadnos> I think root login is disabled for any remote access, plus GDM is configured to disallow root logins as well
[21:07:37] <gene__> no password entry for root...
[21:07:59] <ds2> remote logins can be enabled for by changing the respective daemon config, i.e. change /etc/ssh/sshd_config
[21:08:11] <ohiopctechDOTcom> "sudo" start your filemanager then use that to copy the configs to the usb key
[21:08:26] <gene__> Thats been done for ages, for me.
[21:08:53] <ds2> gene__: what does 'sudo su -' say?
[21:08:54] <SWPadnos> ds2, right. I was just pointing out that setting a password doesn't enable any type of login, remote or GDM-based
[21:09:04] <SWPadnos> it's a separate issue
[21:09:24] <gene__> I can't mount the key, so I may as well try the reboot---
[21:09:25] <gene__> gene@shop:~/emc2.head$ sudo su -
[21:09:25] <gene__> sudo: no passwd entry for root!
[21:09:40] <ds2> oh DOH
[21:09:51] <SWPadnos> gene__, can you tar and email the config info to yourself?
[21:10:10] <SWPadnos> then it should at least be on your ISP's mail server
[21:10:24] <gene__> Now thats an understatement!
[21:10:25] <ohiopctechDOTcom> <br>
[21:10:36] <ohiopctechDOTcom> http://ubuntuguide.org/wiki/Dapper#How_to_allow_root_user_to_login_into_GNOME
[21:10:57] <ohiopctechDOTcom> http://ubuntuguide.org/wiki/Dapper#How_to_set.2Fchange.2Fenable_root_user_password
[21:11:07] <SWPadnos> sure - edit the /etc/whatever file, or select "allow root logins" in the correct dialog box
[21:11:24] <gene__> Humm, now that might be a possibility, OTOH, its not as if its one time invention.
[21:11:26] <ohiopctechDOTcom> sudo passwd root
[21:11:35] <SWPadnos> but if you can't sudo, then all those instructions aren't too useful
[21:11:50] <gene__> Off to reboot & see how big a mess I can make. bbl hopefully.
[21:11:57] <ohiopctechDOTcom> gl gene
[21:12:55] <ohiopctechDOTcom> i just had a meeting of sorts with my cabinet maker buddy.. he is building the base for my 24x48" gantry machine
[21:13:07] <ohiopctechDOTcom> he left with sketches and a rough idea of what's going on
[21:13:27] <ohiopctechDOTcom> when we get the base and do some tinkering.. he's going to build the gantry section!
[21:13:42] <ohiopctechDOTcom> he said eta on the base is about 1-2 weeks!
[21:15:50] <ohiopctechDOTcom> glued/cabinet screwed joints.. reinforced with steel angle and plenty of brackets when it's infished.. maybe even a corian scrap table top...
[21:16:49] <ohiopctechDOTcom> which brings to mind... he dropped off some chunks of corain countertop for me to cnc something into... it cuts like delrin almost...
[21:21:47] <gene> well, so much for that, even with the kernel line stripped to rw single, it falls right through, bitching about the missing root password, and then restarts X for me to login. Bummer.
[21:22:13] <gene> So I guess I may as well go find a kubuntu-6.06 cd
[21:23:58] <gene> Humm, I have the live dvd, assume that will suffice?
[21:24:06] <SWPadnos> should
[21:24:19] <SWPadnos> assuming you have a DVD-rom on that machine :)
[21:24:28] <gene> a tap of the rest button is 1 second away.
[21:36:59] <hcseb> gene: If you can boot a livecd then you should be able to chroot into your broken system, then fix /etc/passwd
[21:37:25] <hcseb> That's what I'd try, if linux single won't boot your system.
[21:37:36] <hcseb> Although I'm surprised that didn't work.
[22:08:36] <NightHawk_Eng> Hi to all
[22:10:28] <NightHawk_Eng> I'd like to buy a new Mini-ITX Board : Via EPIA M10000 with 1Ghz Nehemiah CPU
[22:10:46] <NightHawk_Eng> Anyone can tell me if this mobo will give good RT results?
[22:14:01] <gene> well, I'm back, but I think I screwed the system up already. When I saw that a full upgrade was going to briun g it up to 7.04, I panced and kill adept.
[22:14:39] <gene> Now it won't run as root even from a damned shell...
[22:15:57] <gene> for rpm fuckups, we can del the data base and it will rebuild it, what do we do for fubared deb stuffs?
[22:22:09] <gene> looks like eveyone has gone to dinner, I might as well too, and then reinstall again.
[22:23:06] <Jymmmm> gene: doesn't take long at all, I've done it like 4 times in one day. If it was windows, it be 4 days to install once.
[22:29:47] <Jymmmm> Dont have for my car =(
http://www.truckchamp.com/index.asp?PageAction=VIEWCATS&Category=20616
[23:05:12] <Jymmm> is 40ips "good" for tracking motion?
[23:05:49] <Jymmm> maximum speed being 1m/s
[23:23:56] <gene> Back, install #2 so far. Now, before I screw things up with adept (again) whats the next step to get emc2 latest insstalled?
[23:27:07] <gene> Humm, my ip address is wrong, apparently got it via dhcp at bootup, I need to fix that too.
[23:35:17] <Jymmm> SWPadnos PING
[23:49:03] <Jymmm> Is there any SPI interfacing within EMC by chance?
{kind=link}
{kind=link}