Back
[00:19:36] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/src/gui/ (i2g-roughing.png image-to-gcode.lyx): document roughing options
[00:27:09] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: show the diameter as well as radius when in lathe mode
[00:43:25] <CIA-8> 03cradek 07TRUNK * 10emc2/share/axis/tcl/axis.tcl: if this has a label "Vel" on the display, it's dumb to call it speed here
[01:04:52] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/motion/command.c: until we fix this right, give a more sensible value
[01:09:33] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: hack around bogus unitless tool table (by spec)
[01:12:14] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/hal_manualtoolchange.py: remove debug output
[01:55:34] <cradek> that's a very interesting name
[02:12:02] <spasticteapot> Hello, all.
[02:25:13] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/utils/halcmd_commands.c: now is a good time for the future: it's an error to use 'net' to give a signal the same name as a pin
[03:57:19] <cradek> I have equ. triangular carbide inserts with radiused corners. I don't think there are measurements I can take with my calipers to determine the radius. Am I wrong?
[03:57:42] <toastydeath> correct
[03:57:42] <SWPadnos> hmmm
[03:58:13] <toastydeath> do you have the package
[03:58:14] <cradek> seems like there are two measurements I can take: a side plus two radiuses, or a perpendicular to one side which still has two radiuses
[03:58:22] <cradek> yes
[03:58:27] <toastydeath> then look on the package
[03:58:35] <cradek> it says TNNG 222 10 22-122-222
[03:58:39] <toastydeath> cool
[03:58:44] <toastydeath> go look those numbers up
[03:58:45] <cradek> all I can determine from that is they had a surplus of twos
[03:58:50] <toastydeath> should tbe the second set of numbers
[03:58:51] <toastydeath> the 222
[03:58:53] <cradek> I tried that
[03:59:05] <toastydeath> do you have machinery's handbook
[03:59:26] <cradek> ummmmm somewhere
[03:59:43] <toastydeath> in the tooling section, the information for reading the first two character sets is there
[04:00:00] <cradek> ok, thanks
[04:00:06] <cradek> I'll look for it tomorrow
[04:00:31] <toastydeath> what's the deal with the radius, anyway
[04:00:36] <toastydeath> you can probably hold a ruler up to it
[04:00:38] <toastydeath> and figure it out
[04:00:46] <toastydeath> it'll be like a 1/32 or a 1/64
[04:00:47] <cradek> sure I can guess
[04:00:58] <toastydeath> there are only so many tool radiuses
[04:01:21] <toastydeath> it's not going to be any random old thing
[04:01:30] <cradek> it might be 1/16
[04:01:38] <cradek> it's sure to not be metric?
[04:01:59] <cradek> I had guessed 1.5mm, but it's probably 1/16 in
[04:02:10] <toastydeath> metric inserts, as i recall, have a period in the second set of #'s
[04:02:12] <toastydeath> like 2.42
[04:02:20] <toastydeath> it's not a decimal, but it just means something
[04:03:28] <cradek> thanks, I bet it is 1/16 inch then
[04:04:05] <toastydeath> prolly
[04:04:26] <cradek> * cradek changes all his 1.5s to 1.5875s
[04:04:34] <toastydeath> ..?
[04:04:54] <cradek> in/16 in mm
[04:06:13] <toastydeath> o
[04:06:18] <toastydeath> i mean why is that important
[04:06:26] <toastydeath> cutter comp?
[04:06:30] <cradek> lathe tool shape compensation
[04:06:40] <cradek> need that number exactly right, or arcs come out wrong
[04:07:12] <toastydeath> i was just wondering because it's odd for a tnmg style insert to be used for anything but threading
[04:07:20] <toastydeath> unless it's an endmill
[04:08:00] <cradek> they're great for most lathe cutting
[04:08:24] <cradek> I have left, center and right tools for these inserts
[04:08:47] <toastydeath> weird
[04:08:55] <cradek> ?
[04:09:04] <cradek> I didn't think it was that abnormal
[04:09:10] <toastydeath> it kind of is
[04:09:20] <toastydeath> the "generic" lathe insert is the 55 diamond
[04:09:27] <toastydeath> cnmg, i believe
[04:09:30] <cradek> yeah
[04:09:39] <cradek> 55 would be better than 60, but only a bit
[04:09:53] <toastydeath> it has more inserts
[04:09:54] <cradek> but, these have six sides to use instead of two
[04:09:56] <toastydeath> and more rake selections
[04:09:58] <toastydeath> er
[04:10:00] <toastydeath> more sides
[04:10:05] <toastydeath> per given rake selection
[04:10:07] <toastydeath> brb
[04:10:24] <toastydeath> except, of course, neutral rake
[04:10:31] <cradek> http://www.plastools.com/sherline.htm
[04:10:38] <cradek> these are not the tools I have, but it's the same idea
[04:11:03] <cradek> well mine are like the 3/8
[04:14:54] <toastydeath> ah
[04:17:38] <toastydeath> you use purely negative rake tools?
[04:17:53] <cradek> except for threading
[04:23:14] <toastydeath> is this your website
[04:23:22] <cradek> no
[04:23:49] <toastydeath> i am upset the larger lathes section is missing
[04:24:37] <cradek> my website is timeguy.com
[04:24:43] <cradek> nothing for sale there...
[04:26:06] <cradek> goodnight
[04:26:07] <toastydeath> OR IS THERE
[04:26:09] <toastydeath> goodnight
[04:26:48] <cradek> no, but some good free (Free) stuff
[04:27:04] <SWPadnos> toastydeath, meet
http://www.mscdirect.com :)
[04:27:11] <SWPadnos> MSC, meet toastydeath
[04:29:52] <toastydeath> ?
[04:30:05] <toastydeath> what about msc
[04:31:47] <SWPadnos> inserts for larger lathes ;)
[04:31:58] <toastydeath> did you open the website
[04:32:03] <toastydeath> they have a "larger lathes" section
[04:32:04] <SWPadnos> yes, many times
[04:32:05] <toastydeath> it doesn't go anywhere
[04:32:20] <SWPadnos> right - "coming soon" or some other drivel
[04:32:37] <SWPadnos> actually, lathes had nothing, the calipers said "under construction"
[04:33:39] <toastydeath> that may, in fact, be what i just said
[04:33:53] <SWPadnos> hmmm. lemme check
[04:34:02] <SWPadnos> yep, it's very similar
[04:34:09] <toastydeath> we'll have to go to the judges
[04:34:27] <SWPadnos> but it did actually go somewhere, the destination page was just devoid of any content
[04:35:50] <toastydeath> CONTENT
[04:35:51] <toastydeath> IS GOD
[04:37:22] <SWPadnos> heh
[05:06:35] <alex_> alex_ is now known as The_B
[05:26:30] <Jymmm> toastydeath: If that's true, we're FSCKED if you consider what's on the internet "content"
[05:27:11] <toastydeath> look man don't logic my catchy phrase
[05:27:18] <toastydeath> keep your oppressive thought to yourself.
[05:27:48] <Jymmm> Hey if you can't handle the truth, that aint my problem.... DEAL WITH TI or get a thicker skin! LOL
[05:27:58] <toastydeath> i have a ti-89
[05:28:06] <toastydeath> i deal with ti every day.
[05:30:19] <Jymmm> shush you!
[05:37:31] <eric_u> I'm on TI's mailing list, but they only mail me every Sunday night
[05:37:55] <eric_u> which come to think of it means that they have publications people working over the weekend
[06:19:18] <The_B> The link to [Printed documentation] on this page is broken:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Using_EMC2
[06:19:24] <The_B> im not sure where it should point
[06:39:14] <eric_u> http://www.linuxcnc.org/docs/EMC2_User_Manual.pdf
[06:40:02] <eric_u> missing the /docs/ from that directory path
[06:40:44] <eric_u> http://www.linuxcnc.org/EMC2_User_Manual.pdf is where it is pointing
[06:40:49] <eric_u> but that's wrong
[06:48:00] <The_B> oh, it's a read-only page
[10:48:28] <alex_joni> The_B: it's not read only
[10:48:56] <alex_joni> you need to follow the BasicSteps to edit it though
[10:50:56] <alex_joni> bbl
[12:19:35] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/utils/halcmd_commands.c: whoops, accidentally made all 'net' commands fail!
[13:46:04] <Ito-Brazil> Hi there
[13:46:23] <Ito-Brazil> Can anyone help an EMC noob ?
[13:46:40] <Ito-Brazil> I´m having a unnexpected realtime error
[13:46:56] <Ito-Brazil> how can i cjeck this "dmesg" stuff ?
[13:47:19] <Ito-Brazil> And one of my CNC machines is loosing steps (this one thet says this error)
[13:47:52] <Ito-Brazil> I have annother that is simply amazing, cool moves and no problem at all
[13:50:28] <Ito-Brazil> how can i check this DMESG? sorry im new on linux too
[13:53:16] <cradek> at a terminal, type dmesg
[13:54:10] <cradek> (this is a sure cause of missed steps and other problems)
[13:54:25] <cradek> bye
[14:01:26] <skunkworks> cradek: why do you have to be so mean to the noobs?
[14:01:40] <cradek> it's in my nature and I can't explain it
[15:53:30] <sudo_maddash> is there some doc on the intricacies of NML?
[16:01:30] <sudo_maddash_> sudo_maddash_ is now known as maddash
[16:02:16] <maddash> hm, has anyone answered my previous question? I got disconnected and didn't see anything.
[16:02:30] <SWPadnos> no
[16:02:36] <SWPadnos> nobody has answered
[16:11:01] <eric_u> I remember some papers, NML came from NIST and Ohio State IIRC
[16:14:09] <alex_joni> maddash: there's a book on RCS & NML
[16:15:23] <alex_joni> http://www.isd.mel.nist.gov/projects/rcslib/
[16:16:10] <sudo_maddash_> NML is a canonical standard?
[16:16:15] <alex_joni> heh, looks like NIST uses Ubuntu lately
[16:16:20] <alex_joni> sudo_maddash_: what do you mean?
[16:17:38] <sudo_maddash_> alex_joni: I thought that NML was some device invented by/for EMC
[16:17:48] <alex_joni> no, not specifically for emc
[16:17:54] <sudo_maddash_> er, by the emc folks (aka you guys)
[16:18:03] <alex_joni> emc was developed by NIST
[16:18:12] <alex_joni> around 1990-1999
[16:18:20] <alex_joni> and it was a testcase for NML
[16:18:30] <alex_joni> but NML has been used in lots other projects
[16:18:57] <sudo_maddash_> ah, ok, then the "Dbus vs. NML" premise in the wiki makes sense, then
[16:19:05] <sudo_maddash_> sudo_maddash_ is now known as sudo_maddash
[16:19:20] <alex_joni> there are probably alternatives to NML
[16:19:31] <alex_joni> but I find it hard to believe someone will implement that change
[16:19:52] <jepler> it would take a large investment of time to do so
[16:20:11] <alex_joni> yes, and not only the time to make it happen
[16:20:28] <alex_joni> there will be a lot of time to study some parts of emc first
[16:20:54] <alex_joni> people I know who already have that understanding don't really want to change NML with something else ;)
[16:26:03] <sudo_maddash> i think nml is just fine, save the fact that emc's current implementation of it is too rigid
[16:26:45] <jepler> is there a specific problem you have in mind?
[16:27:06] <sudo_maddash> regarding NML?
[16:27:12] <jepler> yes
[16:27:29] <jepler> what problem in emc is due to its too-rigid implementation of nml?
[16:27:49] <sudo_maddash> er, adding new nml message?
[16:27:56] <alex_joni> sudo_maddash: that's quite easy
[16:27:57] <sudo_maddash> message(s)?
[16:28:09] <sudo_maddash> alex_joni: w/o recompiling
[16:28:21] <alex_joni> why would you add a message without recompiling?
[16:28:44] <alex_joni> there would be no-one to send it, and no-one to understand it
[16:28:45] <jepler> that's the nature of compiled languages
[16:29:25] <alex_joni> _ANY_ alternative to NML would need to be compiled
[16:29:45] <alex_joni> unless it's an interpreted language.. although I doubt there is an alternative written in pure python
[16:29:52] <SWPadnos> perl
[16:29:53] <alex_joni> jepler will probably correct me
[16:29:56] <alex_joni> or perl
[16:30:09] <SWPadnos> heh :)
[16:30:44] <SWPadnos> I'll bet someone could come up with a lisp variant - maybe even stick an NML message builder/debugger into emacs
[16:30:54] <SWPadnos> I am not that person
[16:31:09] <sudo_maddash> well, what if I'm on a slow machine (ie, now)? and recompiling the src/emc/* is much slower than simply compiling my two source files that utilize the new message?
[16:31:32] <alex_joni> sudo_maddash: in emc2 you only recompile parts that need recompiling
[16:32:24] <SWPadnos> hmmm. that does require a recompile of the nml_lib and relink of everything that uses it, since you'd have to change the big switch statements in the NML message handler (I think)
[16:32:34] <alex_joni> SWPadnos: right
[16:32:49] <alex_joni> but that's not a reason to change NML with something else
[16:33:14] <alex_joni> my laptop compiles emc2 in shortly above 1 minute from scratch
[16:33:15] <jepler> 'touch emc/nml_intf/emc_nml.hh; time make' takes 30 seconds on my 3-year-old machine.
[16:33:20] <alex_joni> and that's inside a VM
[16:33:54] <alex_joni> I remember compiling 3 days on a kernel on an 300MHz SBC
[16:34:05] <alex_joni> that wasn't a reason for me to switch to HURD..
[16:34:40] <SWPadnos> oh sure - I don't have any trouble with compilation speed (a full build takes 20 seconds on my big machine)
[16:35:52] <SWPadnos> it is a good point that the message transport has to know what all the messages are, though
[16:36:16] <jepler> I guess my point is that you'd have to do a lot of "make"s to recoup the cost of changing the whole infrastructure of emc
[16:36:29] <SWPadnos> but, I've been in on enough of these discussions to know that there is no simple replacement to NML :)
[16:36:39] <jepler> and I'm quite sure that for a lower cost than the infrastructure change, you could have a machine that took under 5 seconds to 'touch; make'
[16:36:49] <SWPadnos> heh
[16:37:13] <jepler> (in fact SWPadnos is probably sitting at one right now)
[16:39:02] <alex_joni> * alex_joni wanted to reply to maddash.. but he left
[16:39:27] <alex_joni> I meant to say we wouldn't through away any results he brings without analyzing their benefit first
[16:39:52] <jepler> "throw"
[16:40:40] <alex_joni> eew
[16:40:46] <alex_joni> my spelling really sux today
[16:40:52] <jepler> "sucks"
[16:41:02] <alex_joni> I did that intentionally :P
[16:41:32] <SWPadnos> u r a bad spelr
[16:41:42] <SWPadnos> 2day
[16:41:45] <alex_joni> * alex_joni hides and whines
[16:41:56] <eric_u> that's the way the Indian grad students write on purpose
[16:41:58] <eric_u> drives me nuts
[16:42:43] <SWPadnos> hey - those are Native Americans. get it straight
[16:42:57] <eric_u> no they are from India
[16:42:57] <toastydeath> native indians
[16:43:05] <eric_u> I even learned to curse in Hindi
[16:43:48] <eric_u> never met a Native American engineer that I can remember
[16:43:49] <SWPadnos> most impressive
[16:43:53] <SWPadnos> heh
[16:44:48] <SWPadnos> well, I'm a Native American, though my ancestors are eastern European ;)
[16:45:23] <eric_u> that's buckwas
[16:50:27] <mschuhmacher2> mschuhmacher2 is now known as mschuhmacher_
[17:09:01] <mschuhmacher_> mschuhmacher_ is now known as mschuhmacher
[17:27:12] <xemet> Hi
[17:27:27] <xemet> alex, I tried to change the usplash image in the pack
[17:27:50] <alex_joni> any luck?
[17:27:55] <xemet> sorry, package I downloaded yesterday with apt-get source emc2-artwork-usplash
[17:28:04] <alex_joni> yeah, I remember
[17:28:30] <xemet> no luck...the only thing I get is a black screen...so I'm gonna to ask you what kind of image should I use?
[17:28:58] <alex_joni> oh, I thought I wrote that in a README
[17:28:59] <xemet> I tried with the image in this page:
http://doc.gwos.org/index.php/Change_Usplash
[17:29:18] <alex_joni> 256-colours, png, smaller than 640x400
[17:29:32] <xemet> http://ubuntuforums.org/attachment.php?attachmentid=3198&stc=1&d=1130425734
[17:30:39] <xemet> uhm...this one is 16 colors 640x480
[17:30:46] <alex_joni> make it a bit smaller
[17:30:49] <xemet> so maybe the problem is this
[17:30:50] <alex_joni> but it should work I think
[17:31:13] <xemet> I see only a sad balck screen :)
[17:31:38] <xemet> black
[17:31:44] <alex_joni> try installing that package
[17:31:50] <alex_joni> and see if that one works
[17:32:06] <xemet> the one in your package works fine!
[17:32:33] <xemet> so I think I've a problem with the image...
[17:32:41] <xemet> I will try with a smaller one
[17:33:09] <xemet> anyway, it is not so important...
[17:35:36] <alex_joni> ok..
[17:35:51] <alex_joni> if the one in the package works fine, try checking the size & colors
[17:36:05] <alex_joni> gimp will tell you that info
[17:36:38] <xemet> I checked, it says the image is 630 x 200 px
[17:37:25] <xemet> I think it is displayed interpolated because I see it bigger vertically during tha ubuntu loading than the one shown in gimp
[17:38:15] <alex_joni> might be
[17:38:27] <alex_joni> although during startup there's a different resolution on the screen
[17:38:35] <alex_joni> so that's why you see it differently
[17:40:19] <xemet> well I will try othe things...now I'm reading in this page:
https://help.ubuntu.com/community/USplashCustomizationHowto that I should configure GRUB...
[17:40:28] <xemet> I don't understand why but I will try
[17:40:35] <alex_joni> you usually don't need to change grub
[17:40:55] <xemet> it says: "Configure GRUB: A MUST FOR Dapper Drake (6.06)!"
[17:41:17] <xemet> boh...
[17:42:35] <ds2> hmmm someone here been advertising EMC ;)
[17:46:01] <alex_joni> ds2: who? where?
[17:46:07] <alex_joni> we'll kick him right out
[17:46:28] <ds2> alex_joni: I was being sarcastic... it isn't a bad thing
[17:46:33] <ds2> =)
[17:46:48] <alex_joni> ds2: me too
[17:46:56] <ds2> 'k
[17:47:27] <xemet> EMC2 RULEZ!! :)
[17:47:35] <xemet> ok, now I should go
[17:47:44] <xemet> thank you alex
[17:47:49] <xemet> see you
[17:47:52] <alex_joni> bye
[18:19:54] <gene> Hey guys, I need some cutting advice?
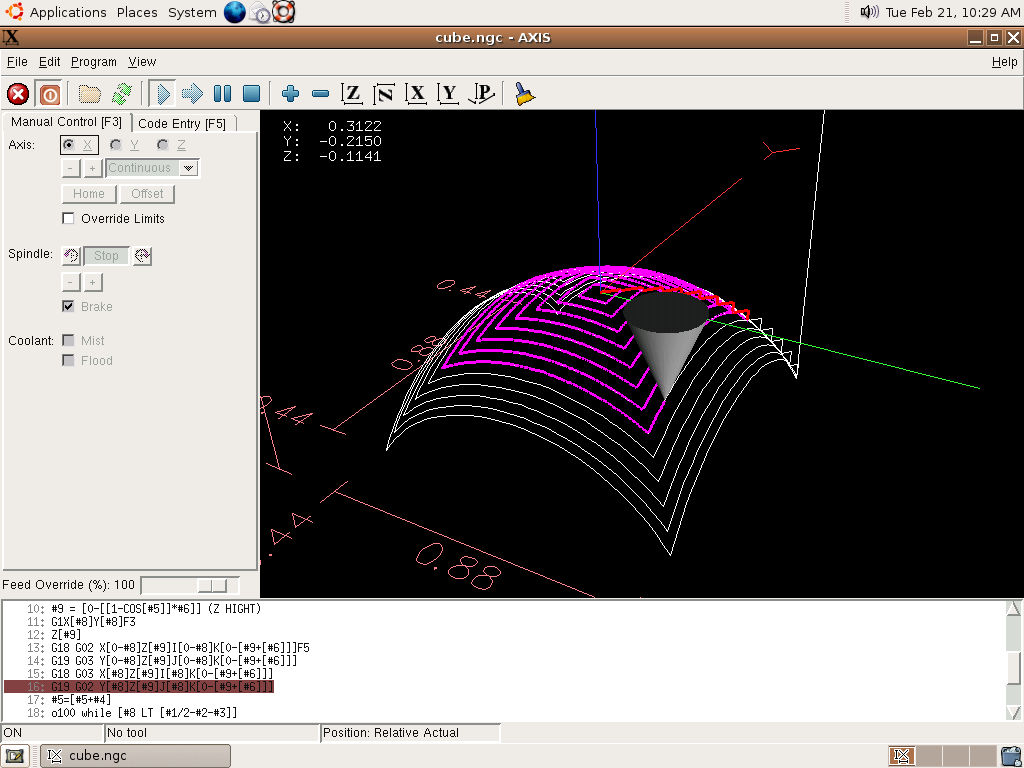
[18:21:28] <gene> I'm doing a cut across the top to the same height on both sides of the crown. The rising portion of the cut is dead smooth
[18:22:11] <gene> but once it starts back down the other side its rougher than a corncob.
[18:22:37] <cradek> gene: Z backlash - the axis is lifting
[18:22:55] <eric_u> isn't that evidence of tramming problems?
[18:23:41] <gene> I've reduced the counter spring on the head, which really lets the backlash show at the center of the crown so I'll have to take that back out of the .ini file
[18:24:13] <gene> and I've now broken the cut into two climbing cuts that end at the centre, but haven't tried it for effect yet.
[18:24:19] <cradek> maybe you could cut up on both sides?
[18:24:26] <cradek> yeah there you go
[18:25:13] <gene> Thats what I have in mind, otherwise I'm going to have to sweep the x and calculate the rest to get the same thing.
[18:25:55] <gene> and thats a math problem for me...
[18:26:21] <gene> and I gotta get an air jet rigged,
[19:23:29] <gene> One more stupid question guys..
[19:26:23] <gene> I need to make a "g2 y0.000 j#12 k[0.000 - #1]" where j=current y offset from zero(in raneg of -0.65" and k evaluates to -1.415 inches
[19:26:37] <gene> but get radius missmatch messages
[19:27:49] <gene> what I need to do is use the r#1 but offset it to y=0.0 for an anchor point
[19:32:01] <gene> or calculate a fudge factor to be added to the z sstart point to get the exact top of the arc at y=0
[19:32:34] <gene> and I'm not sure howto go about that since it will be a function of the x travel
[19:33:55] <cradek> gene: I don't understand what you're trying to do
[19:37:01] <gene> I want to cut a crown in twp passes, from each edge to the center so they exactly meet in the middle
[19:37:40] <gene> sb/two/two
[19:37:46] <gene> sb/twp/two
[19:38:33] <cradek> what shape is a crown?
[19:39:26] <gene> because the z rise is a long term, very slow function of x and is not calculated by me, if I knew the calcs I could use a y0.00 r1.415 z???
[19:39:36] <gene> spherical
[19:39:58] <skunkworks> http://www.electronicsam.com/images/KandT/axisubuntu.png
[19:40:09] <gene> its the crown on a floor plate for old meat in the pot...
[19:42:03] <gene> but because the z backlash is eating my lunch, I need to make both cuts from the edge, rising to the center as it arcs.
[19:42:45] <gene> without specifying z at end, i'm getting two crowns of much smaller height
[19:42:45] <cradek> so this is not anything like a half circle? it's much less than half?
[19:43:00] <gene> much less, Chris
[19:43:07] <cradek> then use R format
[19:43:36] <gene> but howto offset r to the center of the arc
[19:43:43] <cradek> it's easier than calculating the center point
[19:43:57] <cradek> with r, you don't have to know the center
[19:44:17] <gene> yes, but if I make it all in one cut, the backlash at the center is very visible
[19:44:36] <cradek> you can still cut up from both sides
[19:44:48] <cradek> R is the same whether you cut half the crown or all of it
[19:44:55] <cradek> just use the center as the stop point
[19:45:46] <cradek> skunkworks will help you - did you see his picture? :-)
[19:46:32] <gene> which gets me a rise to the halfway point and drops back to z at the center point of what should be the top of the crown. pix, yes
[19:46:43] <gene> not sure i unnerstand it though
[19:46:46] <alex_joni> http://www.youtube.com/watch?v=5_tXcRYOYZ0
[19:46:49] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/rs274ngc/interp_arc.cc: show the start, end, center, and radius values that emc has when it finds an invalid ijk-format arc
[19:47:02] <CIA-8> 03jepler 07TRUNK * 10emc2/src/po/Submakefile: interp_arc.cc now contains strings to be translated
[19:47:07] <cradek> whoah
[19:47:31] <CIA-8> 03jepler 07TRUNK * 10emc2/src/emc/rs274ngc/interp_internal.hh: convenience macro for formatted error messages
[19:48:05] <jepler> in 2.2 the error shown will read something like this: Radius to end of arc differs from radius to start: start=(0.000000,0.000000) center=(3.000000,0.000000) end=(1.000000,1.000000) r1=3.000000 r2=2.236068
[19:48:34] <jepler> that's a pretty good use for old PCs
[19:48:40] <jepler> clearly you have to do 286 of them next..
[19:50:17] <gene> search word please?
[19:51:20] <jepler> gene: "pretty good use for old PCs" was about
http://www.youtube.com/watch?v=5_tXcRYOYZ0
[19:51:21] <gene> bbl honeydoos...
[19:51:42] <gene> yes but it stops at the front page
[19:52:17] <gene> I'm not a member or something, gotta run
[19:52:30] <alex_joni> ok, bye
[19:59:02] <skunkworks> so you want to make a hemisphire starting at the outside edge and ending at the peak?
[20:00:18] <eric_u> skunky, how'd you make
http://www.electronicsam.com/images/KandT/axisubuntu.png
[20:00:25] <skunkworks> I don't see any way of calculating the start/center without using (insert favorite method here like sin cos)
[20:00:56] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Oword
[20:01:06] <skunkworks> ball in cage
[20:01:35] <eric_u> okey thanks
[20:02:19] <skunkworks> I am sure it could be cleaned up a bit. It is a bit messy
[20:11:45] <chr0n1c> heya does anyone have a .wav file of the sounds a stepper makes handy?
[20:12:44] <skunkworks> ah - run sim stepper
[20:12:50] <skunkworks> :)
[20:13:15] <chr0n1c> hey good idea]
[20:15:41] <jepler> chr0n1c: that'll make sounds of a stepper on your PC speaker (internal speaker)
[20:15:59] <SWPadnos> weeeeooooooeeeeeeeoooEEEEEEEEEooooooOOOOoooEEEEE
[20:16:04] <SWPadnos> or similar
[20:16:30] <chr0n1c> well.. i was thinking of sampling it for an industrialish hip-hop beat
[20:16:40] <chr0n1c> i can simulate it but the real thing is always better
[20:16:50] <chr0n1c> i could sample it on my own i suppose...:|
[20:17:11] <SWPadnos> the PC speaker should actually be very close to the real thing
[20:17:20] <SWPadnos> it ticks the speaker every time there's a step pulse
[20:17:34] <chr0n1c> it's not too far off.. my motors are so little they don't make a whole lotta noise
[20:20:27] <skunkworks> you need to play daisy then ;)
[20:20:42] <skunkworks> although you need to make a 4 axis sim. I still have not done that
[20:27:03] <jepler> skunkworks: I think you can use this one with stepper-xyza:
http://emergent.unpy.net/files/sandbox/4axis_speaker_pinout
[20:27:24] <jepler> skunkworks: if daisy sounds wrong, make sure the steps-per-inch match the ini -- chris's "max" is different from stepper-xyza
[20:27:42] <skunkworks> jepler: thanks :)
[20:28:51] <chr0n1c> hmmm.. to drive speakers instead of servos?
[20:29:03] <chr0n1c> servs/steppers*
[20:32:47] <jepler> chr0n1c: it's what SWPadnos was saying: it ticks the speaker every time there's a step pulse
[20:35:05] <sudo_maddash> after calling sendEstop() from main() inside emcsh.cc, the program execution gets interrupted, and subsequent calls to sendEstopReset() are useless. how am I supposed to recover from an estop?
[20:38:28] <chr0n1c> does estop trip the machine on?
[20:39:05] <jepler> Yes, it's by design that the program execution is interrupted by an estop
[20:39:08] <chr0n1c> trip the machine on/off switch**
[20:39:56] <sudo_maddash> chr0n1c: I don't think so, because I just tried issuing sendMachineOn()
[20:39:57] <chr0n1c> delete all the lines in the program up to where it stopped... if there is no "start at line #" option
[20:40:07] <jepler> something went wrong -- did it cause the machine to lose position (for instance, because estop cut power to the stepper amplifiers and they rotated an unknown amount before stopping)?
[20:40:12] <chr0n1c> *and then -re-run thehalf of program
[20:40:42] <sudo_maddash> jepler: by "program execution" I meant the execution of emcsh, not nc code execution
[20:40:48] <chr0n1c> ohh
[20:42:42] <jepler> to go from ESTOP to ESTOP RESET it looks like the AXIS GUI sends an EMC_TASK_SET_STATE message with m.state == EMC_TASK_STATE_ESTOP_RESET
[20:44:16] <jepler> since emc starts in ESTOP, this has to work or you could never start milling anything
[20:45:39] <JymmmEMC> ~~~~~ Toroidal Transformers
http://www.partsexpress.com/webpage.cfm?&Webpage_ID=3&CAT_ID=41&ObjectGroup_ID=605&SO=2
[20:46:15] <chr0n1c> * chr0n1c was just at parts express to buy some heatshrink tubing
[20:46:45] <skunkworks> squirt gun
http://www.promopeddler.com/Detail/55525/WGTAN10
[20:46:48] <JymmmEMC> Part Sex Press?
[20:46:50] <sudo_maddash> hm, so what you're telling me is that a sendEstop followed by sendEstopReset should return the machine to it's primed state. but the problem is that I can't even get sendEstopReset to be executed after sendEstop.
[20:46:55] <SWPadnos> bah - nothing above 800 VA. useless!
[20:47:16] <JymmmEMC> SWPadnos: WTH? how much do you need?
[20:47:27] <SWPadnos> well, lemme see:
[20:47:53] <SWPadnos> 3 servos at 80V (gecko limit)*10A continuous (37A peak)
[20:48:24] <SWPadnos> maybe add a fourth motor, with somewhat lower current
[20:49:03] <SWPadnos> take the 2400 W and multiply by 1.8 (for transformer derating) to get 4320 VA
[20:49:38] <SWPadnos> multiply by 2/3 because it's unlikely that I'll need all 3 motors at full power at the same time (or ever, most likely), and I get 2880 VA
[20:49:53] <SWPadnos> even only 1/3 power would need a 1440 VA transformer
[20:50:04] <SWPadnos> any questions? :)
[20:50:06] <JymmmEMC> I found your 1400VA
[20:50:18] <JymmmEMC> $106
[20:50:20] <jepler> Issuing EMC_TASK_SET_STATE -- (+505,+16, +15, +2,)
[20:50:21] <jepler> Issuing EMC_TASK_SET_STATE -- (+505,+16, +16, +1,)
[20:50:21] <jepler> Issuing EMC_TASK_SET_STATE -- (+505,+16, +17, +3,)
[20:50:26] <SWPadnos> luckily, I have a 2KVA toroid here already ;)
[20:50:35] <JymmmEMC> *SMACK*
[20:50:54] <jepler> the EMC_SET_TASK_STATE message works fine from all the existing GUIs. your mistake must be elsewhere.
[20:51:16] <chr0n1c> * chr0n1c used a tiny torroid for a washer/spacer on a wood screw the other day.. it looks hardcore!
[20:51:25] <jepler> for instance, are you missing the estop loopback, or is there a mistake in your external estop chain that is preventing iocontrol.0.emc-enable-in from going true?
[20:51:50] <JymmmEMC> ??? estop loopback ???
[20:52:07] <SWPadnos> JymmmEMC, ignore this conversation
[20:52:22] <JymmmEMC> SWPadnos: Is this a s/code thing?
[20:52:23] <jepler> JymmmEMC: I was trying to answer sudo_maddash's problem statement.
[20:52:30] <JymmmEMC> SWPadnos: Is this a sw/code thing?
[20:52:32] <sudo_maddash> jepler: you're not getting me. **program execution** (of the userspace component emcsh) stops entirely after the call to sendEstop(). I can't even get a printf to work.
[20:53:07] <SWPadnos> JymmmEMC, they're discussing some custom/semicustom EMC-based software maddash is developing (AFAIK)
[20:53:12] <sudo_maddash> jepler: sleep(3);
[20:53:12] <sudo_maddash> printf("sending estop\n");
[20:53:12] <sudo_maddash> sendEstop();
[20:53:12] <sudo_maddash> printf("resetting\n");
[20:53:12] <sudo_maddash> sendEstopReset();
[20:53:17] <chr0n1c> sudo_maddash: i would just not use that command ;)
[20:53:27] <JymmmEMC> SWPadnos: ah, a code thing. np.
[20:53:30] <sudo_maddash> wtf? newlines?
[20:54:23] <jepler> sudo_maddash: have you run it under a debugger?
[20:54:44] <cradek> have you looked at sendEstop()? It waits
[20:54:45] <jepler> all I can tell you is it works here -- emcsh.cc is used by the tkemc and mini GUIs so that code has seen a fair amount of testing over the years.
[20:55:00] <cradek> (i.e. you need to debug)
[21:03:49] <sudo_maddash> SWPadnos: meh I'm just trying to replace the brain inside my old CNC
[21:05:15] <sudo_maddash> cradek: i'm confused. if sendEstop waits, and this pausing in C code execution is a feature, not a bug, why would I need to debug?
[21:06:01] <cradek> have to run, bbl
[21:06:46] <SWPadnos> I think his point was that the program is operating as expected
[21:07:04] <SWPadnos> I'm not sure what yiou need to do to make it do what you want
[21:07:30] <alex_joni> you need to initialize the NML channel properly
[21:07:38] <alex_joni> there are different ways to configure it
[21:07:41] <SWPadnos> ok, time to fix the AC in the Jepp. bbl
[21:07:48] <SWPadnos> Jeep, that is
[21:07:52] <alex_joni> to wait for the message to be delivered
[21:07:52] <JymmmEMC> SWPadnos: fix?
[21:07:58] <alex_joni> or for the message to be executed
[21:08:02] <JymmmEMC> SWPadnos: recharge?
[21:08:24] <sudo_maddash> alex_joni: the channels were init'ed by emcsh's existing code. I think it was done properly.
[21:09:56] <alex_joni> sudo_maddash: then yeah
[21:10:22] <SWPadnos> JymmmEMC, fix, then recharge
[21:10:53] <JymmmEMC> SWPadnos: What's there to fix, unless you have to replace the fan or electrical
[21:11:15] <alex_joni> busted alternator?
[21:11:29] <JymmmEMC> alex_joni: that wouldn't be the AC though
[21:11:31] <SWPadnos> I have to plug the hose back in (done), and find the correct nut to keep it there
[21:11:40] <skunkworks> * skunkworks snickers at alex
[21:11:47] <SWPadnos> and also tighten said nut through a 0.01 " opening
[21:11:52] <alex_joni> oh, that AC :P
[21:11:52] <JymmmEMC> PLUG in a hose?!
[21:11:55] <SWPadnos> in the wiring/piping ...
[21:12:09] <alex_joni> * alex_joni was thinking AC as in not DC
[21:12:10] <alex_joni> :P
[21:12:14] <SWPadnos> heh
[21:12:40] <JymmmEMC> since when does any AC have a hose??? 300PSI
[21:12:47] <sudo_maddash> 'yeah'?
[21:13:10] <JymmmEMC> SWPadnos: O_o
[21:13:52] <JymmmEMC> Pipe, tubing sure, but a hose???
[21:14:33] <alex_joni> hose for condensed water ?
[21:15:04] <eric_u> I have some 3000psi hoses in my lab
[21:15:04] <JymmmEMC> He said AC, not home brewed car swamp cooler
[21:15:27] <JymmmEMC> eric_u: handrylic
[21:15:32] <JymmmEMC> hydraluic
[21:15:40] <eric_u> don't they use hoses in AC?
[21:15:53] <eric_u> 300 is a low pressure hose
[21:16:14] <JymmmEMC> Not in any car I've ever seen. vibration and heat from engine
[21:16:43] <eric_u> I'm sure it's mostly tubing
[21:18:10] <chr0n1c> did someone say ho's?
[21:18:15] <chr0n1c> send one over!
[21:18:40] <eric_u> my motor with rigidly attached compressor moves significantly with respect to the chassis, I would expect there was is a short length of hose in there somewhere
[21:19:31] <JymmmEMC> in your car?
[21:19:36] <eric_u> yes
[21:20:31] <JymmmEMC> I don't know, maybe he has an aftermarket AC unit. I remember seeing those for Rear AC in vans
[21:20:44] <eric_u> http://www.carolinaclassictrucks.com/Aeroquip-FCF0603-p-aeroquip-ac-hose-fittings.html
[21:21:51] <JymmmEMC> With SWPadnos, I could expect anything =)
[21:22:36] <JymmmEMC> He could have a AC powered keg cooler in the back of the jeep =)
[21:23:04] <eric_u> http://www.automotive-technology.com/contractors/accessories/goodyear-engineering/
[21:23:31] <JymmmEMC> I'm not saying they NEVER use hose, but kinda uncommon
[21:25:11] <sudo_maddash> damn, I thought that the point of having "pins" was to provide flexibility
[21:29:56] <skunkworks> So is it some sort of ocd to test every surplus mother board I come across for rtai latency?
[21:30:13] <JymmmEMC> OCD ?
[21:30:43] <skunkworks> obsessive compulsive disorder
[21:30:54] <eric_u> if you can run code, you should be able to boot the live cd
[21:30:56] <JymmmEMC> I would
[21:31:05] <eric_u> and run the latency test
[21:39:54] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/html/gcode.html:
[21:39:54] <CIA-8> Get rid of dashes, they added nothign
[21:39:54] <CIA-8> document L, E for threading canned cycle
[21:39:54] <CIA-8> add a line for (...) comments
[21:42:49] <alex_joni> good night all
[21:43:48] <mschuhmacher> *night Alex
[21:46:06] <chr0n1c> cya alex_joni
[21:49:33] <sudo_maddash> (+505,+16, +58, +2,) <---- what exactly does that mean?
[21:52:40] <chr0n1c> is this a trick question?
[21:53:57] <sudo_maddash> stdout was filled with those after I switched to the highest debug level
[21:56:28] <sudo_maddash> seriously, wtf? I've tried running an nc code file through the following steps: sendEstopReset(), sendMachineOn(), sendAuto(), sendProgramOpen(), sendProgramRun(0). and I keep getting "(EMC_TASK_PLAN_RUN) cannot be executed until the machine is out of E-stop and turned on"
[21:57:12] <sudo_maddash> and to top it all off, the debug message confirm that my set state/mode statements were being executed.
[22:01:09] <chr0n1c> do you need to read in some machine state parameters or something before you run the code?
[22:01:46] <chr0n1c> <- not a programmer...
[22:20:38] <petev> did u check the status of your estop input?
[23:13:41] <CIA-8> 03jepler 07TRUNK * 10emc2/docs/src/gcode/main.lyx: begin specifically documenting differences between RS274NGC and emc2 gcode
{kind=link}