Back
[00:33:53] <udos> nice channel
[00:34:19] <udos> where can I get a version of EMC2 that will run without any kernel patches and modules?
[00:34:36] <udos> I need something to demo on Deb Etch, runs a canned 2.6.18 which doesn't have any pipeline patches AFAIK
[00:34:36] <cradek> you can run it in simulator mode, just get the code from cvs
[00:34:56] <cradek> you can't run any hardware/machinery without a realtime kernel of course
[00:36:13] <udos> It's sad that emc needs to be totally recompiled from source to achieve this "similator mode"
[00:36:33] <cradek> actually there are prebuilt simulator packages for ubuntu 6.06
[00:36:41] <udos> why is it too hard just to switch to sim mode if the right kernel modules aren't found?
[00:36:42] <cradek> you need to compile it for any other system
[00:37:10] <udos> (or make it a command line option)
[00:37:19] <cradek> probably because that wasn't an important goal to whoever wrote the simulator mode
[00:37:34] <udos> pretty inconvienienty
[00:37:36] <cradek> patches thoughtfully considered
[00:37:40] <udos> inconvenient
[00:37:44] <udos> ok
[00:38:09] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?EMC2_Pure_Simulator
[00:39:17] <cradek> I have to run, good luck
[00:52:03] <JymmmmEMC> use the live cd
[00:52:55] <Guest344> Guest344 is now known as skunkworks
[00:54:47] <JymmmmEMC> Pepe La PU!
[00:55:37] <skunkworks> Na -
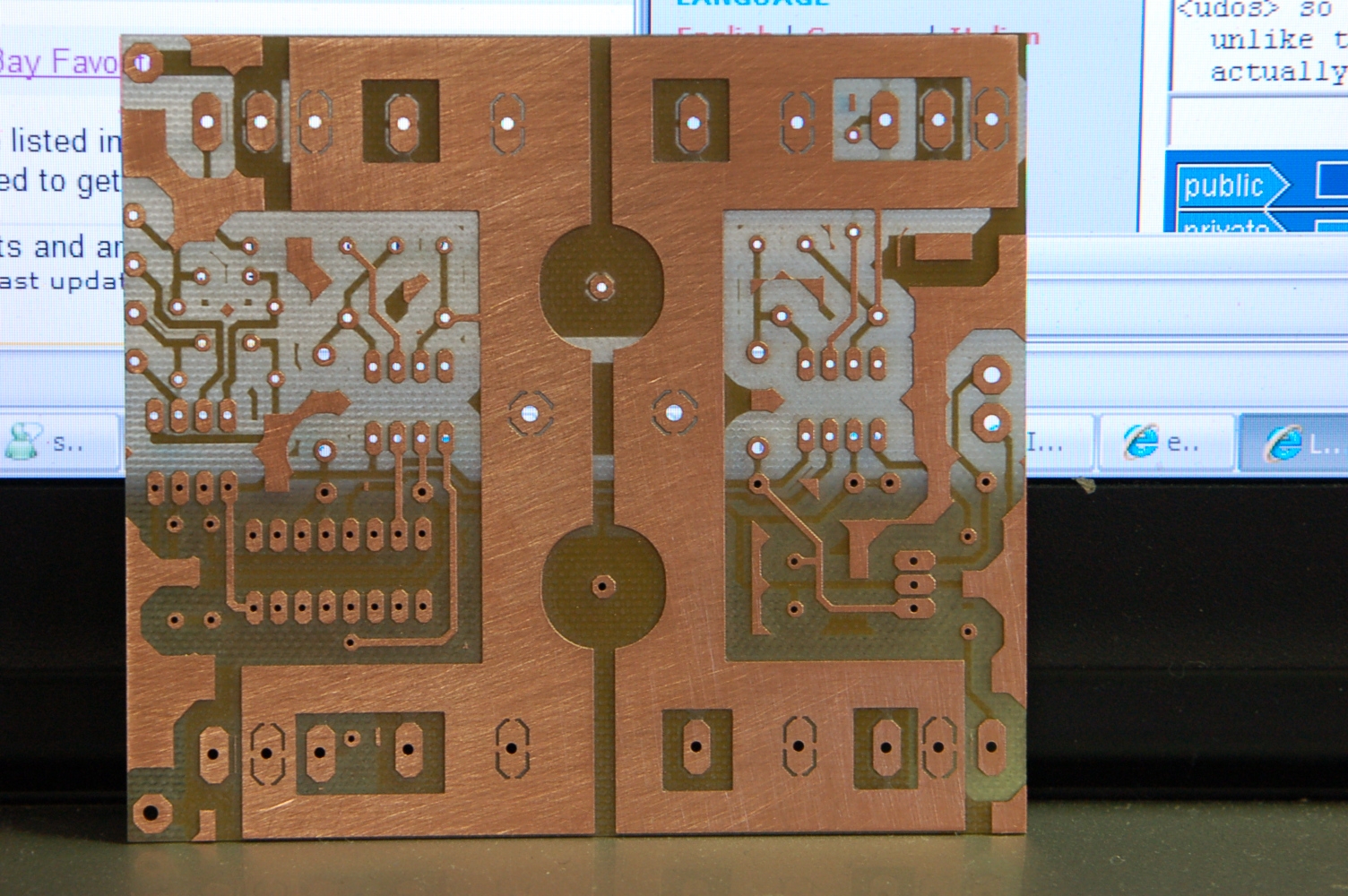
[00:56:09] <skunkworks> Cradek: made a board from begining to end (double sided) - worked great. Looks good
[00:56:26] <cradek> cool
[00:56:34] <skunkworks> using your eagle script.
[00:56:53] <skunkworks> Could have been a little deeper on the bottom.. but it will work
[00:57:10] <skunkworks> thru holes lined up perfectly
[00:57:19] <cradek> cool
[00:57:20] <udos> We have a booth at an upcoming expo, and will be presenting some Linux CAE stuff
[00:57:26] <cradek> you use two pins on the table for alignment?
[00:57:44] <udos> What advantage does EMC2 offer over Windows CAM (besides the OS)
[00:57:45] <skunkworks> I used edge pins
[00:58:01] <cradek> udos: freedom
[00:58:12] <cradek> and EMC is not CAM, it's a machine controller
[00:58:12] <JymmmmEMC> udos: have you looked at the LIVE CD yet?
[00:58:31] <udos> JymmmmEMC: not really
[00:58:48] <udos> most of my customers don't have time to muck about
[00:58:54] <JymmmmEMC> udos: Well, why not? If you are going to be demoing something, should you at least look at it first?
[00:59:00] <Skullworks-PGAB> Just have plenty of memory available...
[00:59:21] <udos> they need something that they can just install and run on their computer like they are used to I guess
[00:59:38] <JymmmmEMC> udos: Do you know what a LIE CD is?
[00:59:40] <JymmmmEMC> LIVE CD
[00:59:56] <udos> JymmmmEMC: does it involve rebooting?
[01:00:03] <JymmmmEMC> udos: you tell me?
[01:00:51] <udos> so anyway, I am trying to demonstrate that, unlike the stereotype preconception, Linux is actually easy for a shop to use these days
[01:02:33] <udos> otherwise, I'm afraid I won't get very far with the mainstream market here
[01:16:17] <Guest344> Guest344 is now known as skunkworks
[01:18:17] <Skullworks-PGAB> samco - how long to mill the PCB?
[01:18:49] <skunkworks> Too long. couple hours with my machine
[01:18:53] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/top.JPG
[01:19:21] <skunkworks> 7ipm
[01:19:43] <skunkworks> 2 passes roughing - 3 passes finish
[01:19:56] <Skullworks-PGAB> what did you use (machine?)
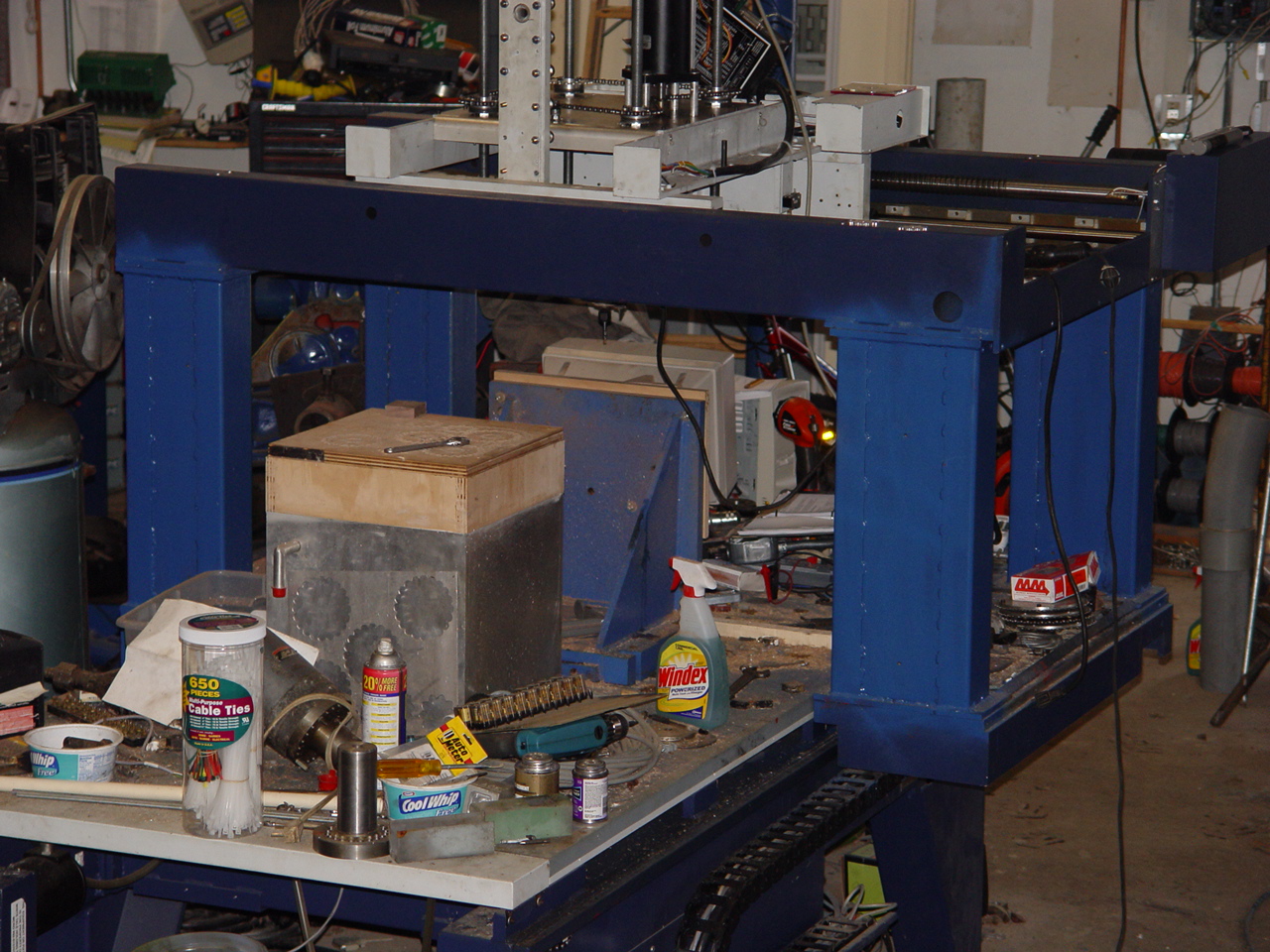
[01:20:55] <skunkworks> http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[01:53:04] <Twingy> none -k_ -o po/rs274_err.pot emc/task/emctaskmain.cc emc/rs274ngc/rs274ngc_errors.cc && touch po/rs274_err.pot
[01:53:03] <Twingy> /bin/sh: none: not found
[01:53:03] <Twingy> make: *** [po/rs274_err.pot] Error 127
[01:53:16] <Twingy> what package is 'none' in?
[01:58:40] <jepler> Twingy: looks like configure doesn't do the right thing when you're missing the executable "xgettext". try installing it. on ubuntu 6.10 it's "gettext"
[01:59:54] <Twingy> yea, I ran it again and it's happy
[02:00:16] <Twingy> I am kinda surprised emc isn't in synaptic compiled as simulator
[02:01:14] <jepler> it is but the repository name is different
[02:01:24] <Twingy> I don't think compiling as simulator worked
[02:01:36] <jepler> deb
http://www.linuxcnc.org/emc2/ dapper emc2.1-sim
[02:01:36] <jepler> deb-src
http://www.linuxcnc.org/emc2/ dapper emc2.1-sim
[02:02:16] <Twingy> http://pastebin.ca/563264
[02:02:26] <Twingy> check that out
[02:02:55] <jepler> Twingy: choose a different configuration, such as sim/lathe. Any configuration that loads a hardware driver (hal_parport, etc) will not load
[02:03:08] <jepler> try one of sim/tkemc, sim/axis, sim/lathe
[02:03:08] <Twingy> ah
[02:03:08] <Twingy> ok
[02:03:57] <Twingy> HAL config file /n/hydrogen/home/justin/emc2/configs/sim/axis_manualtoolchange.hal failed.
[02:04:01] <Twingy> when I chose sim->axis
[02:05:28] <jepler> 2.1 or 2.2?
[02:05:30] <jepler> er, 2.1 or TRUNK?
[02:05:40] <CIA-2> 03jmkasunich 07TRUNK * 10emc2/src/hal/drivers/hal_motenc.c: fix index handling
[02:06:12] <Twingy> looks like hal_manualtoolchange.py didn't get installed
[02:06:24] <Twingy> where's the py scripts supposed to go if prefix was /usr/local
[02:07:25] <jepler> python scripts including axis and hal_manualtoolchange should be installed in $PREFIX/bin without the .py extension
[02:08:08] <Twingy> hrm
[02:08:09] <jepler> 2.1 or TRUNK?
[02:08:10] <Twingy> I don't think they installed
[02:08:18] <Twingy> I just grabbed whatever was on source forge
[02:09:11] <jepler> in 2.1, if you don't have the python development stuff installed it will silently not build the python stuff including axis and hal_manualtoolchange. try sim/tkemc or look again at configure for things that were missing
[02:09:14] <Twingy> went into source, ran configure, make, make install
[02:09:22] <Twingy> ahh
[02:09:29] <Twingy> I'll rebuild with python dev
[02:09:58] <jepler> this has tripped up a lot of people so in 2.2 it will give an error and force you to ./configure --disable-python -- but changing it in 2.1 was an unnecessary change since it doesn't actually fix any bug
[02:10:10] <jepler> that's why I asked whether you were using 2.1 or TRUNK
[02:10:42] <Twingy> good choice
[02:11:47] <Twingy> pcb + gcam + emc = sex
[02:14:44] <Twingy> jepler,
http://pastebin.ca/563282
[02:14:49] <Twingy> ran into another snag
[02:14:54] <Twingy> looks like tcl this time
[02:15:02] <Twingy> err python
[02:16:21] <Twingy> something to do with "nf"
[02:16:34] <Guest344> Guest344 is now known as skunkworks
[02:20:20] <Twingy> my guess is python is not looking in the right path for accel.py
[02:20:28] <Twingy> accel.tcl even
[02:21:38] <Twingy> do I need to set the TCL PATH?
[02:23:09] <Twingy> for some reason it is checking /usr/share instead of /usr/local/share
[02:23:23] <The_Ball> skunkworks, that board looks fantastic, why so many passes and low feedrate?
[02:24:06] <skunkworks> the machine is - well - a wet noodle.
[02:24:22] <skunkworks> the lead screw for both axiss are only on one side.
[02:24:43] <skunkworks> (it was an old step and repeat film machine.
[02:24:45] <skunkworks> )
[02:24:51] <Twingy> setting TCLINC doesn't resolve the problem
[02:24:51] <The_Ball> ah, did you use those special pcb milling bits?
[02:25:04] <skunkworks> yes - from thinktinker. they work great
[02:25:19] <The_Ball> ok, i have five coming in the mail
[02:25:58] <skunkworks> I also bought the 1/16" mills from them. For roughing.
[02:26:21] <The_Ball> roughing pcb's? bbl, of to a exam
[02:26:57] <skunkworks> The_Ball: taking out the big areas of copper.
[02:28:16] <Jymmm> skunkworks: which did you buy?
[02:31:00] <Twingy> gah
[02:31:04] <Twingy> there's no make uninstall in emc?
[02:31:39] <Twingy> >_<
[02:36:31] <skunkworks> Jymmm:
http://thinktink.com/stack/volumes/voli/store/mechmill.htm
[02:36:37] <Twingy> ok, time to try the debian package
[02:37:24] <maddash> i just compiled 2.1.6 and tried it out with my cnc. and guess what? it nearly cut my arm off when I tried homing - my homing bug reappeared! why haven't the patches been applied yet?
[02:40:24] <Twingy> jepler, I got an error in synaptic adding the following to /etc/apt/sources.list
[02:40:28] <Twingy> deb
http://www.linuxcnc.org/emc2/ dapper emc2.1-sim
[02:40:29] <Twingy> deb-src
http://www.linuxcnc.org/emc2/ dapper emc2.1-sim
[02:41:21] <maddash> jepler: jmkasunich^^
[02:42:33] <Twingy> I gather that's because I am running feisty
[02:54:40] <jepler> Twingy: yes those packages are of course for ubuntu
[02:55:28] <Twingy> yea
[02:55:31] <Twingy> but I am running feisty
[02:55:36] <Twingy> and those are for dapper
[02:55:40] <Twingy> right?
[02:57:23] <Skullworks-PGAB> he walked off
[03:03:52] <Skullworks-PGAB> Those thinktink guys are just up the road from me
[03:05:36] <jepler> twingyyes, I meant for dapper
[03:07:04] <jepler> maddash: if you mean the "patch" that you pasted on IRC some time ago, it looked obviously bogus
[03:07:48] <Skullworks-PGAB> so what are they discusing by the Mazak - tool changer CL?
[03:09:40] <maddash> hm, i wonder which is better for a cnc: servo or stepper?
[03:10:51] <Jymmm> servo if you can afford it
[03:13:03] <maddash> how're they different, besides the $$ and torques?
[03:13:24] <toastydeath> feedback/closed loop
[03:13:38] <Jymmm> steppers can loose steps.
[03:13:38] <Skullworks-PGAB> basically - most stepper systems run open loop
[03:14:27] <Skullworks-PGAB> and due to step detents - stepper resolution is not as good
[03:14:28] <maddash> ok, s/stepper/stepper+encoder/
[03:14:58] <toastydeath> isn't that a servo
[03:14:59] <maddash> what's a step dentent?
[03:15:08] <Jymmm> maddash: As jmkasunich would say... Ok, what do you want emc todo if it looses a step?
[03:15:10] <toastydeath> it's a magnetic gap
[03:15:20] <maddash> toastydeath: not really -- stepper + encoder != servo...
[03:15:24] <toastydeath> k
[03:15:29] <Skullworks-PGAB> ever try to turn the shaft of a stepper motor?
[03:15:57] <maddash> before or after voltage is applied?
[03:16:05] <Skullworks-PGAB> its like a ratchet
[03:16:15] <toastydeath> it's a magnetic gap that the stepper falls into between motions
[03:16:18] <Skullworks-PGAB> works both ways
[03:16:27] <toastydeath> keeping it somewhat in place
[03:16:32] <toastydeath> more than somewhat when it has power
[03:17:02] <maddash> Jymmm: i don't want to lose steps :( which is why i'm even considering servos.
[03:17:06] <Skullworks-PGAB> easier to feel without current but same effect happens while it moves
[03:17:10] <toastydeath> also provides the angular movement of the whole shebang
[03:18:52] <jepler> maddash: a patch pasted on IRC without explanation is unlikely to be incirporated into emc, particularly for a stable release.
[03:19:20] <Skullworks-PGAB> servos are smoother and much quieter, run cooler etc.
[03:19:22] <toastydeath> damnit jepler, that was going to be my strategy
[03:19:39] <toastydeath> secretly, patching my shopping list into the codebase
[03:19:40] <maddash> jepler: tell me everything you need.
[03:19:46] <jepler> maddash: the patch I recall seeing looked clearly bogus -- it changes the variable "home_sw_rise" from being edge triggered to being level triggered, which is clearly not what the thing the variable is supposed to hold.
[03:20:16] <maddash> jepler: yes, the system was inherently defective -- did you check out my halscope?
[03:21:20] <jepler> maddash: how can the correct fix for your problem be to make "home_sw_rise" hold a level-triggered signal?
[03:21:44] <ohiopctechDOTcom> ohiopctechDOTcom is now known as chr0n1c
[03:21:47] <maddash> jepler: you didn't see the halscope output I sent?
[03:22:23] <jepler> maddash: I have a lot of confidence in the guy who wrote homing, and not a lot in you. you can overcome that with an explanation, instead of just a nutty patch pasted into IRC with more snark than explanation.
[03:24:07] <maddash> jepler: let's hope you're smarter than "more snark than explanation":
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-06-09.txt
[03:24:25] <maddash> ^^ grep 12:26:08
[03:25:06] <maddash> hmm, didn't notice your comment
[03:25:19] <Skullworks-PGAB> * Skullworks-PGAB "dialup is like a line of ants on the sidewalk carrying your packets to the backbone network."
[03:25:43] <skunkworks> ants are more consistant.
[03:26:00] <Skullworks-PGAB> true
[03:26:13] <toastydeath> how are we defining consistancy here
[03:26:58] <toastydeath> dialup fails, that's kind of consistant.
[03:26:59] <maddash> jepler: anyway, what if something dropped onto the homeswitch, causing a premature "rise" detect?
[03:27:34] <maddash> jepler: not only that, why are you even using 'edge detection' instead of level detection?
[03:28:51] <jepler> maddash: because that's the way jmkwrote it
[03:29:10] <maddash> jepler: you're kidding, right? that's your logical explanation?
[03:29:24] <maddash> and you wonder why I get snarky?
[03:29:30] <lewin1> lewin1 is now known as lewing
[03:30:07] <tomp> well, i was a real asshole today, screaming at credit card people who failed to overnite new cards, yet charged me DHL overnight, neighbors throwing crap in my yard, code that was reported wrong but was 4 revs out of date... maybe i wont be such an ass tomorrow.( maybe ;)
[03:30:13] <tomp> nite all
[03:30:21] <maddash> fyi: i'd gladly resubmit my patch to your specifications, to fix this.\
[03:30:37] <jepler> maddash: I'm not the one who wrote the code, so I'm not the best one to defend it. but I am sure the author didn't mean to have a level-triggered value which was called "home_sw_rise".
[03:31:48] <jepler> maddash: the other evidence I'd present to you is that homing works for a wide array of people on a wide array of machine including one sitting right next to me and one in the background
http://linuxcnc.org/compile_farm/festcam.shtml
[03:33:01] <maddash> jepler: (i'm not asking you to "defend" it. I'm asking you to think about this logically.) the set of cases where level detection would be able to signal the emc is strictly INCLUSIVE of the set of cases where edge detection would be able to signal emc.
[03:33:07] <jepler> but luckily for you, you can continue to use a patched version of emc, so it doesn't even matter whether I'm particularly convinced of your patch's correctness
[03:33:40] <maddash> jepler: as for your second comment, that's total BS. you've seen my halscope, and you don't need to "believe in it," because it's reproducible.
[03:34:27] <jepler> I am sure there's something going on, but I don't yet know what it is
[03:34:29] <maddash> keep in mind that i'm trying to help you here, not vice versa. worse case scenario, I can debug my own problems.
[03:35:05] <jepler> great, good luck.
[03:35:34] <maddash> what's happening is that using the edge detection restricts the cases where homing would work "properly."
[03:36:42] <maddash> "properly" here means the normal situations, plus the cases where it's necessary for emc to fail gracefully (instead of trying to cut off the user's arm)
[03:38:38] <maddash> running off to the other end of the axis at latch_vel is neither graceful nor proper.
[03:38:57] <maddash> especially if HOME_IGNORE_LIMITS = YES.
[03:39:51] <maddash> 'course, if you use EMC/HAL solely for desktop (toy) cncs, neither of the above would be much of a problem.
[03:41:20] <maddash> btw, iniaxis.cc's strbool doesn't ignore comments. so "HOME_IGNORE_LIMITS = YES #NO" == "HOME_IGNORE_LIMITS = NO". bugs ahoy.
[03:43:27] <Jymmm> it's usually best if you want to contribute to use CVS
[03:44:02] <Jymmm> or whatever system is being used on a particular project for code mgnt.
[03:45:52] <maddash> i'm lazy. i think. :)
[03:55:46] <jepler> maddash: that's already fixed for emc2.2. A diagnostic like the following is now printed:
[03:55:48] <jepler> INIFILE: ERR_CONVERSION, section=AXIS_0, tag=HOME_USE_INDEX, num=0, lineNo=159
[03:56:40] <jepler> maddash: because there is quoting in inifiles, a "#" is taken literally as part of the value.
[03:56:46] <jepler> er, because there is *no* quoting
[03:58:11] <maddash> jepler: mm. but the '#' is ignored for other ini entries, eg, STEPGEN_ACCEL
[03:58:32] <maddash> jepler: isn't the stable version 2.1.6, anyway?
[03:58:38] <jepler> maddash: yes, 2.2 is not released yet.
[04:35:05] <dave_1> well I can see the guys at fest but I can't tell what they are doing.
[04:35:51] <cradek> hi dave
[04:36:02] <dave_1> Hi, Chris
[04:36:04] <cradek> working on improving the mazak tool changing
[04:36:10] <cradek> (I'm back at the hotel though)
[04:36:19] <dave_1> making it faster?
[04:36:27] <cradek> making it righter
[04:36:37] <dave_1> OK
[04:36:55] <cradek> it puts the tools in random slots and loses track of them right now
[04:37:23] <dave_1> Oh, not good. Tool length could cause real havoc
[04:38:01] <cradek> sure, it's nice to get the right tool
[04:38:15] <dave_1> indeed, for a lot of reasons
[04:38:29] <cradek> also working on index for spindle orient and homing
[04:38:59] <cradek> had some nice lathe demos in the last couple days - constant surface speed, feed per rev, threading, etc
[04:39:06] <dave_1> I though the spindle orient worked pretty well it just took a long time to settle
[04:39:14] <cradek> yes that's right
[04:39:42] <dave_1> lathe stuff will be nice. I do have applications for that
[04:40:01] <dave_1> Maybe put the ppmc control on the lathe.
[04:41:04] <cradek> also jon E (and others, off and on) are working on ppmc/index
[04:41:10] <cradek> there's one tiny bug left I think
[04:41:30] <dave_1> hope they find it; that one seems elusive
[04:41:30] <jepler> I just put some photos from the lathe demos on my blog:
http://axis.unpy.net/index.cgi/01181704483
[04:41:30] <cradek> lathe relies very heavily on index
[04:41:47] <dave_1> indeed.
[04:41:51] <cradek> dave_1: jon and I had a big clue late tonight - we'll get it tomorrow I bet
[04:41:57] <dave_1> hi jeff
[04:42:06] <cradek> ooh, photos
[04:43:12] <dave_1> that steel or Al
[04:43:12] <cradek> that last photo is very nice
[04:43:25] <cradek> Al (sherline!)
[04:43:37] <jepler> cradek: I told a fib when I said that demo used fpr, didn't I?
[04:43:38] <jepler> crawecrachange it tomorrow so I'm not fibbing
[04:43:46] <dave_1> So all it needs is a stiffer lathe to do Fe
[04:43:56] <jepler> oops
[04:44:05] <cradek> I have cut steel (even stainless) on it, but it's not pretty or easy
[04:44:14] <cradek> Al is a much better demo
[04:44:22] <cradek> (we're showing emc, not sherline)
[04:44:35] <dave_1> Yeah, that were tight control AND stiffness look good
[04:45:12] <dave_1> Rather than being a matter of software it is a matter of bigger iron.
[04:45:40] <cradek> exactly
[04:46:18] <dave_1> what kind of spindle speeds can emc keep up with ... or do you know yet.
[04:46:32] <cradek> a lot of people have said they really didn't know you could make useful parts on a machine this size
[04:46:33] <jepler> cradek: I think the last photo is my favoreite too, but the the tool post is a bit distracting in the background.
[04:46:48] <cradek> dave_1: anything your axis can follow
[04:47:16] <dave_1> that stepped thread is pretty cute.
[04:47:27] <cradek> I have threaded at 1000 rpm, this demo was about 800 I think
[04:47:41] <cradek> but that's a matter of the limited Z velocity
[04:47:47] <dave_1> and for small parts the sherline is appropriate technology
[04:48:13] <cradek> that part is 6-32, 10-24, 1/4-20, 3/8-16
[04:48:29] <cradek> (those were the four nuts we found!)
[04:50:46] <dave_1> For medium lathes and not too long a Z or X things could get scary fast
[04:52:22] <dave_1> We'll catch you another time ... keep up the good work.
[04:52:42] <cradek> goodnight
[04:52:57] <dave_1> take care
[04:54:37] <maddash> wooo, rtai 3.5 has an smp scheduler
[04:56:05] <maddash> wouldn't it be cool if you could force one cpu to work on stepgen and the other on the tp?
[04:56:50] <cradek> I built rtai 3.5 on my smp machine - you can get very good latency figures if you isolate a cpu for rtai's use
[04:57:12] <cradek> I got 7-8us
[04:57:18] <maddash> what kind of #'s?
[04:57:24] <maddash> wow.
[04:57:37] <cradek> without isolation, it's 16ish
[04:57:43] <maddash> * maddash drools.
[04:58:08] <maddash> what are the specs for this machine?
[04:58:18] <cradek> dual PIII/1000
[04:58:55] <cradek> it's a nice box
[04:59:24] <maddash> dual-processor, not dual core, right?
[05:00:03] <cradek> right
[05:00:11] <cradek> dual slot1 p3
[05:13:44] <maddash> cradek: is there a reason you chose the pminmo driver?
[05:16:36] <cradek> as far as L298 boards go, it's very good - there is buffering/schmitt on all the inputs, and the layout is good
[05:16:45] <cradek> also, it's single-sided, which is much easier for me to mill
[05:20:22] <maddash> holy crap, you _milled_ a pcb?
[05:20:57] <cradek> I do that all the time!
[05:20:57] <Jymmm> http://thinktink.com/stack/volumes/voli/store/mechmill.htm
[05:21:10] <Jymmm> cradek: are those the ones you use?
[05:21:10] <cradek> there's a photo of it on my site
[05:21:22] <maddash> aren't pcbs made via imprinting followed by dipping into ferric chloride ?
[05:21:38] <cradek> in ancient times, yes :-)
[05:22:06] <cradek> Jymmm: yes
[05:22:21] <Jymmm> cradek: they don't have any "sets", suggestions?
[05:22:31] <cradek> what do you mean sets?
[05:22:34] <maddash> cradek: you're my new hero. when are you going to document this?
[05:22:49] <cradek> http://timeguy.com/cradek/cnc/pcb
[05:23:18] <Jymmm> cradek: well, drill bits and mills needed to produce most PCB's
[05:23:24] <cradek> ah
[05:23:25] <maddash> cradek: heh, that's where I discovered that you milled pcbs...
[05:23:48] <maddash> nvm, wikipedia to the rescue...
[05:25:46] <maddash> hexapod-mounted spindle + 2-axis platform = nirvana.
[05:26:40] <cradek> Jymmm: I recommend those mechanical etching bits, 1/16th end mill for cutouts, drills .0292, .035, .040 at least
[05:27:20] <Jymmm> cradek: how long will a etching/end mill last for?
[05:27:31] <cradek> many simple boards
[05:27:35] <cradek> unless you break it (you will)
[05:28:04] <Jymmm> cradek: heh, that brittle huh? what rpm you usually run at?
[05:28:12] <cradek> about e20k
[05:28:16] <cradek> err 20k
[05:28:21] <cradek> 20ipm cut
[05:28:38] <Jymmm> ok, good to know.
[05:28:54] <cradek> if you go any faster, the little tip breaks off
[05:29:09] <cradek> you must have zero backlash to do this
[05:29:11] <Jymmm> I've been thinking about playing aorund, just clad and bits not the cheapest things to JSUT play aorund with.
[05:30:28] <cradek> it's nice to be able to make boards at home quickly and cheaply
[05:33:58] <Jymmm> Yeah, I understand. Ther have many lil projects I'd like to have done, but not worht the hassel breadboarding and such.
[05:35:18] <Jymmm> even somethign simple like a breakout board, or a lil power supply
[07:21:30] <anonimasu> hi
[07:21:35] <anonimasu> Jymmm: did you get any mail?
[07:21:45] <anonimasu> argh cellphone irc:ing sucks.
[07:21:52] <anonimasu> slow net in the forest..
[07:25:09] <Jymmm> lol
[07:25:41] <Jymmm> anonimasu: not since we last spoke, and I've been working on rewiring some PS/2 stuff
[07:58:49] <CIA-2> 03jmkasunich 07TRUNK * 10emc2/configs/demo_mazak/ (demo_mazak.clp demo_mazak.hal tester.hal): mazak config changes - spindle, indexing, toolchange - now puts tools back in the right slots
[12:41:55] <cradek_> cradek_ is now known as cradaek
[12:42:07] <cradaek> cradaek is now known as cradek
[13:23:37] <The_Ball> skunkworks, ah that's not the pcb mills i ordered
[13:23:58] <The_Ball> skunkworks, i made the movie i promised you showing the jogspeed.
http://wigen.net/jogspeed.xvid
[13:24:09] <The_Ball> you will need a xvid player of course
[14:00:41] <CIA-2> 03jepler 07TRUNK * 10emc2/docs/src/code/homing.dot: diagram of homing sequence state machine
[14:31:27] <skunkworks> The_Ball: very cool video.
[14:32:52] <skunkworks> How are the drives working (they look like they are working great) :)
[14:36:20] <The_Ball> yes, they sure are, im wondering if there would be any benefit to driving them serially?
[14:36:33] <The_Ball> by that i meen by rs232 commands
[14:37:58] <The_Ball> they can be commanded to absolute or relative positions, but by using absolute positions there would be no possibility of loosing "input" steps, even if you were arc welding next to it
[14:41:15] <The_Ball> btw they can go quicker but the screws start slapping badly
[14:52:32] <skunkworks> :) I remember you mentioning that :)
[14:52:57] <skunkworks> You would have to build in support for rs232 into emc2 :)
[14:53:47] <The_Ball> yes, had my last exam in my bachelor of IT today while we are on the programming topic
[14:54:23] <The_Ball> but it might be a better idea to use the output encoder generated signals from the drives into the pluto and driving by +-10v
[14:54:48] <The_Ball> anything to get away from the step generator
[14:55:24] <skunkworks> I like that idea better
[14:55:49] <skunkworks> but I am biased towards emc doing the pid.. I just think it is cool
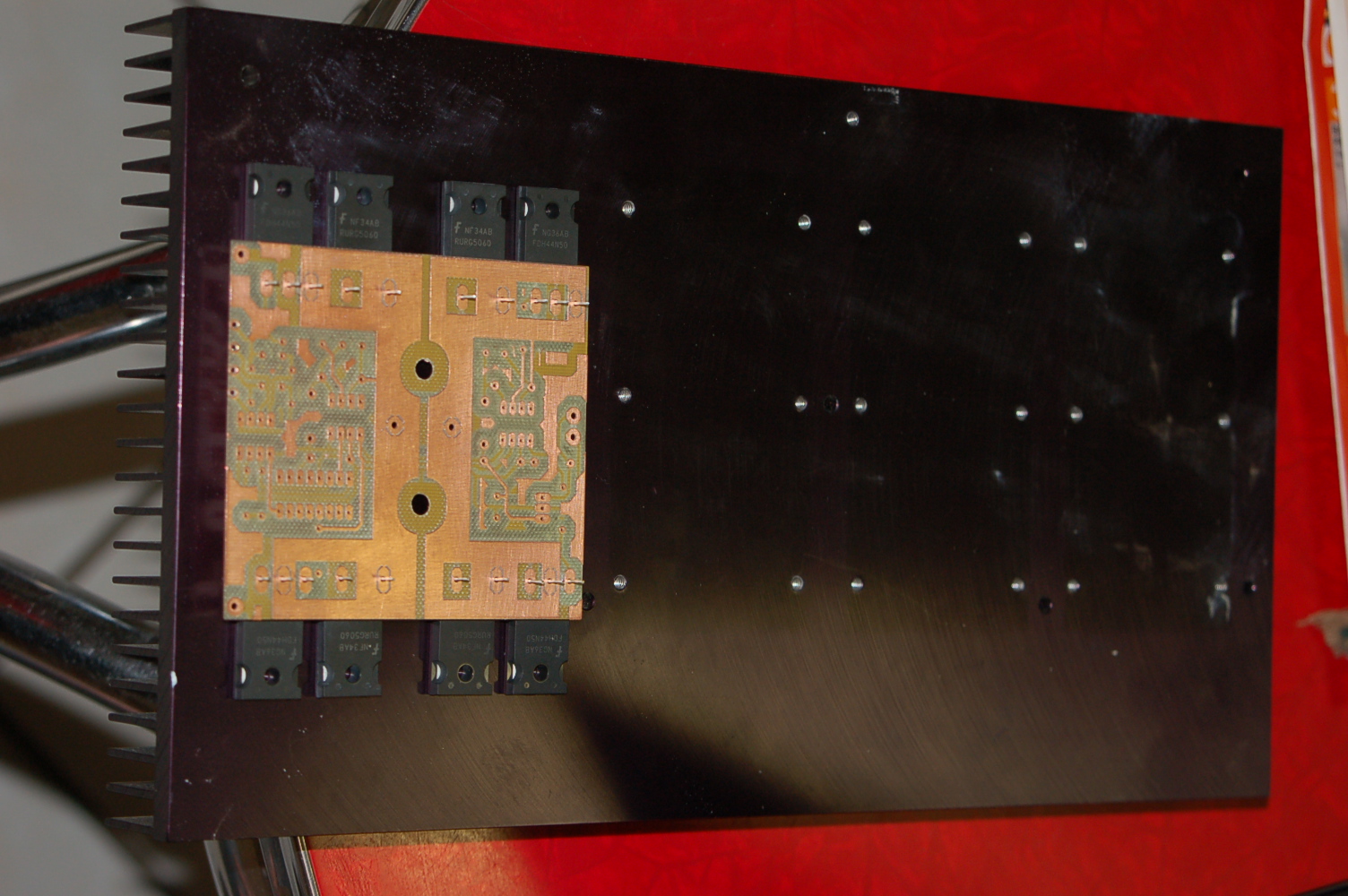
[14:56:29] <skunkworks> The_Ball: did you see this?
http://www.electronicsam.com/images/KandT/servostart/mounting.JPG
[14:56:33] <The_Ball> do you know the plutos' maximum step rate by heart?
[14:56:57] <skunkworks> pluto doesn't do step rate. strictly servo control
[14:57:14] <The_Ball> sorry i ment the input encoder pulse rate
[14:57:30] <skunkworks> I think it is into the mhz
[14:57:38] <The_Ball> i saw the board yesterday, that looks beautiful!
[14:57:39] <skunkworks> let me see - I think it is on jeplers site
[14:57:54] <The_Ball> doesn't matter if it's that high
[14:58:26] <The_Ball> that means i can run the motors at full resolution (4096) without bogging down to 240rpm
[14:58:37] <skunkworks> 4 quadrature channels, sample rate 40MHz to a 14-bit counter (expanded to 32 bits in software), index pulse supported. The axis with index pulse must have less than 8192 (2^13) counts per revolution
[14:58:52] <The_Ball> index pulse! fantastic
[14:59:33] <The_Ball> that will be the route to go then
[14:59:56] <skunkworks> you just need to make a pwm to +/-10 circuit.
[15:00:12] <skunkworks> unless the drives do pwm+dir or pwm+pwm
[15:00:29] <The_Ball> no probs, the board you are making, is that a pwm driver for pluto?
[15:00:37] <The_Ball> haha, yeah right
[15:02:15] <skunkworks> Yes - h-bridge that takes pwm+pwm input right from the pluto. OR should anyways. I have only run it fromt he printer port so far.
[15:02:53] <The_Ball> i'll build one for my z axis to replace the gecko if you don't mind
[15:04:23] <skunkworks> no problem. I think the latest revision is on my site. (eagle) hmm. that is the last version.
http://www.electronicsam.com/images/KandT/servostart/schem/
[15:04:27] <skunkworks> I will update it today.
[15:04:40] <skunkworks> jmkasunich layed out the board. He is an artist. :)
[15:05:04] <skunkworks> that isn't the latest version - I mean
[15:05:38] <The_Ball> im amazed by the finish you were able to get though, how much backlash did you say that machine had?
[15:06:11] <skunkworks> the nuts are spring loaded - so not much.
[15:06:22] <skunkworks> if any
[15:06:58] <skunkworks> it starts to shake cutting anything faster than 7ipm. 15ipm and the pads looked scaloped.
[15:07:07] <The_Ball> i see, i might have to spring load my whole table to do pcbs, there is about 0.1-0.2 mm backlash now
[15:09:11] <skunkworks> no ball screws in the future?
[15:09:36] <The_Ball> oh yes for sure, but i don't have the money at this point
[15:11:50] <skunkworks> The_Ball: this is the machine the drives are for hopefully
http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[15:12:12] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/
[15:12:46] <The_Ball> hum, is that a horizontal mill?
[15:13:38] <skunkworks> yes
[15:14:30] <skunkworks> 609mmX914mmX965mm
[15:15:15] <The_Ball> wow, weight?
[15:15:30] <skunkworks> 12ton iirc
[15:15:38] <skunkworks> might be more,
[15:16:11] <The_Ball> haha, not bad, what is the conveier belt thingy above the spindle?
[15:17:37] <skunkworks> just a way cover.
[15:17:43] <skunkworks> oh - tool changer
[15:17:51] <skunkworks> 60 tools
[15:18:44] <The_Ball> oh, now i see the tool grabber, wow again
[15:19:06] <skunkworks> some people have boats... ;)
[15:19:20] <The_Ball> is it yours???
[15:19:57] <skunkworks> fathers.
[15:20:12] <skunkworks> we have a small machine shop.
[15:20:22] <skunkworks> more of a tinker shop
[15:20:33] <The_Ball> my father does model jet planes which i thought was cool, but this blows me away! haha
[15:24:07] <The_Ball> oh btw a emc question, while running a program, if i press stop then play, emc will lift z higher than before and start milling in the air, why is this?
[15:25:36] <skunkworks> ah - I don't know. I have not seen that behavior.
[15:26:24] <skunkworks> is there some sort of offset at the beginging of the program? like a g92...
[15:26:38] <The_Ball> ok, i think it's related to my z joint setup, because if i want to touch of to 0 i need to enter -33
[15:27:04] <The_Ball> no, no offset. If i thouch of z then it will mill correctly again
[15:27:26] <cradek> The_Ball: see if your offset comes back if you issue G92.3 in MDI
[15:27:56] <The_Ball> ok i will try that tomorrow thanks
[15:28:56] <cradek> you might consider using G54 offset instead of G92 to touch off
[15:29:02] <cradek> if you use the AXIS gui it will do this very easily
[15:29:18] <cradek> (that offset is more permanent)
[15:29:24] <The_Ball> i am using the axis gui and the touch off button
[15:29:36] <cradek> ok, then I don't understand the problem
[15:31:39] <skunkworks> cradek: you may be right though if there is an g92 offset from a while ago in effect..
[15:31:55] <cradek> that could be
[15:32:33] <The_Ball> will they stay between emc restarts?
[15:32:40] <The_Ball> im just using some simple gcode from gcam
[15:32:57] <skunkworks> Yes - it will stay between restarts
[15:33:14] <skunkworks> like cradek said - try a g92.3
[15:33:23] <The_Ball> will do
[15:33:25] <skunkworks> that will set the g92 offset to 0
[15:36:12] <The_Ball> is there many of these persistent offsets? what does a cnc operator do when he jumps on a machine and wants to know it's all "zeroed" out?
[15:36:27] <CIA-2> 03cradek 07TRUNK * 10emc2/docs/man/man9/.cvsignore: new manpage
[15:37:38] <CIA-2> 03jepler 07TRUNK * 10emc2/docs/src/code/homing.dot: fix state name
[15:40:50] <The_Ball> broke my first endmill today btw, i was feeling confident in the mdi and did a g0 on the wrong axis, it snapped the endmill on the workpiece then ran the collet holder into a fixture bolt ;(
[15:41:20] <The_Ball> i was going to lift z to 1.0 but sent x flying
[15:41:32] <archivist> its what emergency stops were made for
[15:41:44] <skunkworks> Done that :)
[15:41:45] <The_Ball> yes, i need to implement one...
[15:41:51] <cradek> skunkworks: g92.1 sets it to zero
[15:42:02] <skunkworks> oops - what cradek said.
[15:42:20] <cradek> skunkworks: you can have one of these gcode quick refs when you come to fest :-)
[15:42:31] <skunkworks> I can't wait :)
[15:42:46] <skunkworks> how do they look - could you hold one in front of the camera?
[15:43:45] <cradek> they look great - they are a laminated half sheet
[15:44:01] <cradek> the text is a bit small in person - doubt the camera would work
[15:44:14] <jmkasunich> not very readable at webcam resolution
[15:44:23] <jmkasunich> you'll just have to look at it in person
[15:49:59] <skunkworks> * skunkworks was joking a bit :)
[15:54:49] <SWPadnos> hey -I think you'll have to look at it for yourself
[15:58:33] <anonimasu> hi
[16:00:14] <skunkworks> have people been taking them?
[16:00:19] <anonimasu> The_Ball: that's why you want sane speeds until you are really sure of what you are doing
[16:00:23] <anonimasu> :)
[16:00:30] <skunkworks> I suppose there is a great number of mach users there..
[16:00:41] <skunkworks> are we going to have to rumble?
[16:00:53] <anonimasu> hehe
[16:01:32] <The_Ball> anonimasu, yes, i use sane speeds for any real work, and i would have been able to stop it if i had a e-stop, so that bumped up the e-stop on the priority list! hehe
[16:01:55] <anonimasu> esc works too
[16:02:24] <anonimasu> usually
[16:02:38] <The_Ball> esc?
[16:02:42] <anonimasu> escape
[16:02:50] <anonimasu> the button..
[16:03:10] <The_Ball> oh, the escape key, my kne-jerk reaction was to grab for the spindle power switch... no good of course
[16:04:37] <anonimasu> :/
[16:05:19] <anonimasu> *yawns*
[16:05:34] <anonimasu> im 2 hours from home
[16:06:40] <anonimasu> long carride
[16:06:42] <The_Ball> btw, is there any use in having ccw spindle control?
[16:06:55] <anonimasu> yes depending on your tooling
[16:07:46] <The_Ball> what kind of tools would that be, some fly cutters?
[16:07:59] <anonimasu> drills and endmills
[16:08:08] <archivist> threading
[16:08:15] <anonimasu> 3yep
[16:08:22] <anonimasu> but then you need a servo spindle
[16:09:04] <skunkworks> you dont need a servo spindle for treading
[16:09:17] <anonimasu> 3eh?
[16:09:32] <anonimasu> yes you do
[16:09:37] <anonimasu> unless yu are talking thradmilling
[16:09:40] <anonimasu> threadmilling..
[16:09:53] <skunkworks> I am talking tapping
[16:09:52] <archivist> solid threading v tapping tool
[16:09:55] <anonimasu> but thoose cutters are pricey..
[16:10:14] <anonimasu> how does that work?
[16:10:37] <skunkworks> the axis is slaved to the spindle.. similar to the way you do threads on the lathe
[16:11:09] <anonimasu> hm, that seems scary
[16:11:48] <archivist> powered tapping is fun
[16:12:45] <The_Ball> what about those $300 tapping "gear boxes"
[16:12:58] <skunkworks> they have reverse in them.
[16:13:00] <anonimasu> I have one but im afraid to use it..
[16:13:27] <anonimasu> ;)
[16:13:29] <archivist> anonimasu, they are nice set the torque low and have a go
[16:13:34] <lerneaen_hydra> 'lo anon
[16:13:48] <anonimasu> oh, it's not a tapping gearbox.. it's a reversing tapping head
[16:13:50] <anonimasu> like tapmatic
[16:13:55] <anonimasu> hey lh
[16:14:09] <anonimasu> im almost in finland..
[16:14:24] <lerneaen_hydra> oh? why?
[16:14:32] <anonimasu> work
[16:14:33] <anonimasu> but im on my way back home
[16:14:37] <lerneaen_hydra> ah ok
[16:14:54] <The_Ball> night all
[16:14:59] <anonimasu> night The_Ball
[16:16:11] <anonimasu> my first big project is a toolchanger
[16:16:15] <lerneaen_hydra> when doing step/dir and if you have a base period of 25µs, what type of stepping speed can you get?
[16:16:22] <lerneaen_hydra> ooh, nice
[16:16:32] <anonimasu> for the big mill at work first
[16:16:42] <anonimasu> I have a spare set of plc modules
[16:16:49] <anonimasu> I/O :)
[16:17:21] <lerneaen_hydra> nice :D
[16:17:57] <anonimasu> though fitting the changer is hard
[16:18:05] <anonimasu> the magazine.. that is
[16:18:29] <skunkworks> 20k
[16:18:35] <anonimasu> 20k?
[16:18:50] <skunkworks> (1/baseperiod)/2
[16:19:00] <anonimasu> ah
[16:19:11] <lerneaen_hydra> skunkworks: ah so you can get base_per/2?
[16:19:57] <skunkworks> ?
[16:20:08] <anonimasu> ah well
[16:20:11] <anonimasu> im going to sleep
[16:20:16] <anonimasu> lets talk later
[16:20:43] <lerneaen_hydra> skunkworks: you can get bas_period / 2 and not confuse most drivers
[16:22:12] <skunkworks> ah
[16:23:18] <skunkworks> wouldn't it be base_period*2 ?
[16:23:23] <skunkworks> * skunkworks isn't getting it.
[16:25:11] <SWPadnos> lerneaen_hydra: you get steps at max base_frequency/2, not base_period/2
[16:25:27] <lerneaen_hydra> ah, yeah, of course
[16:25:30] <SWPadnos> skunkworks: yes, it's period*2 :)
[16:25:31] <lerneaen_hydra> I'm just not thinking
[16:25:34] <SWPadnos> heh
[16:26:37] <JymmmmEMC> lerneaen_hydra: You should gets some bawls, just like jmkasunich!
[16:27:39] <JymmmmEMC> I saw him checking in stuff like at 3 or 4am his time!
[16:31:50] <lerneaen_hydra> sweet :D
[16:31:57] <lerneaen_hydra> that's manly
[16:32:31] <JymmmmEMC> lerneaen_hydra: Yeah, and it'll put hair on your chest, back, face too!
[16:32:56] <lerneaen_hydra> oh definetly
[16:36:50] <JymmmmEMC> if anyone cares...
http://news.yahoo.com/s/nm/china_dinosaurs_dc
[16:48:42] <jepler> JymmmmEMC: that's not really a dinosaur, it's just a clay model or something
[16:48:52] <jepler> </being a dork>
[16:49:12] <SWPadnos> it must be a big lady taking the picture
[16:49:25] <JymmmmEMC> jepler: Gawd, let's hope it's a model or we're all screwed! lol
[16:49:35] <SWPadnos> no, I don't think she's a model
[16:50:27] <skunkworks> it isn'
[16:50:33] <skunkworks> it isn't a real camera
[16:54:29] <JymmmmEMC> it isn't a real girl either.
[16:55:14] <skunkworks> jmkasunich: stop back seat programming!
[17:10:54] <CIA-2> 03jepler 07TRUNK * 10emc2/src/emc/iotask/ioControl.cc:
[17:10:54] <CIA-2> * provide iocontrol.0.tool-number which holds emc's idea of the current tool. It is always set to 0 (no tool loaded) when emc starts.
[17:10:54] <CIA-2> * when isssuing a change to the tool emc already thinks is loaded, do do not set iocontrol.0.tool-change and do not wait for iocontrol.0.tool-changed.
[17:45:39] <JymmmmEMC> Is there an isolated breakout board that anyone is found of and have used?
[17:46:06] <JymmmmEMC> fond
[17:50:14] <skunkworks> sorry - I made a few - and they were just buffered - not isolated
[17:56:19] <JymmmmEMC> skunkworks: Yeah, I'm finding that I have to read the description carefully as mnay are buffered, but not opto-isolated.
[17:59:58] <JymmmmEMC> Still reading, but this one doens't seem too shabby...
http://www.cnc4pc.com/Store/osc/product_info.php?cPath=33&products_id=48
[18:12:52] <alex_joni> " If you ever had windows crash on you, then this card is for you."
[18:58:05] <awallin> cool, there's a fest-cam!
[18:58:29] <skunkworks> uh - yah. where have you been? ;)
[19:01:01] <awallin> most days I just play with lasers, optics, electronics and computers and such....
[19:02:32] <skunkworks> hmmm same here.
[19:02:50] <alex_joni> "giant lasers"
[19:03:14] <awallin> class IV strictly. I-III are for children.
[19:05:02] <awallin> so has anything significant happened at fest yet? (I've read something about homing on the list...)
[19:05:34] <anonimasu> hi
[19:06:35] <anonimasu> JymmmmEMC: geckos are optoisolated..
[19:06:50] <JymmmmEMC> anonimasu: Yes, yes they are.
[19:07:20] <anonimasu> :)
[19:08:32] <JymmmmEMC> anonimasu: But, what if you are using other pins for stuff or aren't using geckos, hmmmm?
[19:09:11] <alex_joni> awallin: CSS and feed per rev
[19:09:27] <skunkworks> for me - encoders are opto-isolated also.. ;)
[19:09:58] <JymmmmEMC> skunkworks: I thought you said you only made buffered ?
[19:10:04] <awallin> alex_joni: is feed per rev a web-standard also ? B)
[19:10:26] <skunkworks> yes - my drives have isolators in the input - my encoders are by design isolated.
[19:10:50] <skunkworks> so for me I don't worry about it. yet
[19:12:27] <JymmmmEMC> skunkworks: Well, I figured that if I'm rebuilding the controller, I might as well do it right. I need a breakout board of some sort (I prefer the buffering) so adding the opto isolation is just icing and I like the idea of the chargepump.
[19:12:55] <skunkworks> JymmmmEMC: that is great.
[19:13:02] <alex_joni> awallin: FPR version 3 is
[19:13:26] <JymmmmEMC> skunkworks: Was that a very polite "fsck off, as I could care less"? LOL
[19:14:06] <skunkworks> Nope.. I like just making my own stuff - that is part of the fun for me..
[19:14:49] <JymmmmEMC> skunkworks: Gotcha... I've been down for so long, I just was to make some sawdust
[19:18:21] <skunkworks> part of the reason I like emc so much.. Throw a bunch of inexpensive junk togather and boom - great motion controller.
[19:20:52] <JymmmmEMC> http://cgi.ebay.com/Atari-2600-TrackBall-TouchPad-Paddles-Joysticks-20Games_W0QQitemZ150130308479QQihZ005QQcategoryZ62054QQrdZ1QQcmdZViewItem
[19:20:59] <anonimasu> :)
[19:23:54] <JymmmmEMC> They have a 2600 running at Weird Stuff you can play =)
[19:28:24] <skunkworks> all I remember playing is river raid at my friends house
[19:28:24] <anonimasu> JymmmmEMC: did you get my mail?
[19:29:47] <JymmmmEMC> anonimasu: No, I won't marry you! (I got the email from yesterday with the DXF file, but that's the only one).
[19:32:25] <anonimasu> yeah that's the one
[19:40:03] <JymmmmEMC> anonimasu: Yeah, just busy. Will try and look at it tonight.
[19:42:13] <JymmmmEMC> anonimasu: But, if you didn't include any details in the email it'll be delayed as I don't have access to irc logs from work and don't really care to have to look em up =)
[19:45:24] <anonimasu> I did..
[19:45:42] <anonimasu> feeds and speeds that is..
[19:56:54] <awallin> is that you in the fest-cam acemi ?
[19:57:24] <acemi> no, i'm not in usa
[19:57:38] <awallin> ah, ok, I just saw some life in the webcam...
[20:06:21] <JymmmmEMC> I don't know if anyone cares, but here's a 7% APY 12mo CD, $1000 minimum to open...
http://patelco.org/rates/cert_rates.aspx
[20:11:06] <archivist> life on the webcam its looking dead/asleep now
[20:12:16] <JymmmmEMC> it's all that partying going on
[20:16:30] <skunkworks> too bad we can't sound an alarm
[20:16:55] <archivist> remote fire up a machine
[20:51:04] <Bo^Dick> DIL14 packages for gates, buffers and inverters are hard to cad
[20:51:33] <Bo^Dick> would've been easier if the inputs would've been on one side and the outputs on the other
[20:53:30] <Bo^Dick> btw guys...
[20:53:55] <Bo^Dick> has anyone of you ever made a double sided board with the cloth iron toner transfer method?
[20:55:20] <Bo^Dick> i expect it to be painfully difficult
[20:57:04] <anonimasu> I havent done it, but if you add a separating line so you know where to fold..
[20:57:19] <anonimasu> you can fold your paper over the board and the holes will align themselves..
[21:16:01] <maddash> http://www.knjn.com/board_dragon.html <- pci fpga board! :O
[22:15:07] <ohiopctechDOTcom> YO!
[22:15:11] <ohiopctechDOTcom> sup homies!
[22:15:51] <ohiopctechDOTcom> i was wondering if anyone had a digg account if they wouldn't mind digg'n my cnc on the new version of my website...
[22:15:55] <ohiopctechDOTcom> i gave it the first digg
[22:16:10] <ohiopctechDOTcom> and all you gotta do is click the digg button @
http://ohiopctech.com/dp/?q=node/19
[22:16:32] <ohiopctechDOTcom> my site is coming together very nice with drupal...
[22:16:47] <ohiopctechDOTcom> i should have a bunch of nifty cnc stuff up soon
[22:16:55] <ohiopctechDOTcom> thanks ahead of time!
[22:18:34] <ohiopctechDOTcom> is it wrong to ask for diggs? lol, oh well!
[22:46:03] <alex_joni> ohiopctechDOTcom: You tried to access the address
http://ohiopctech.com/dp/?q=node/19, which is currently unavailable.
[22:46:14] <ohiopctechDOTcom> :o
[22:47:35] <ohiopctechDOTcom> damn what happened to it!
[22:47:46] <ohiopctechDOTcom> maybe digg killed the server
[22:47:57] <ohiopctechDOTcom> * ohiopctechDOTcom goes to check the bravenet's logs
[22:53:03] <ohiopctechDOTcom> joni are you in great britan?
[22:53:19] <alex_joni> ohiopctechDOTcom: 2 timezones further east
[22:53:31] <ohiopctechDOTcom> oh... last ip logged to ohiopctech.com was 217.35.76.52
[22:53:37] <ohiopctechDOTcom> :|
[22:53:43] <alex_joni> I never managed to open it
[22:54:00] <alex_joni> and my IP is 81.something iirc
[22:54:22] <ohiopctechDOTcom> sonofgun
[22:54:41] <alex_joni> anyways.. 2am coming up
[22:54:45] <alex_joni> * alex_joni is off to bed
[22:54:48] <alex_joni> good night all
[22:54:53] <ohiopctechDOTcom> hmm... the whole bravenet website and everything is extremely slow...
[22:54:57] <ohiopctechDOTcom> ty alex
[22:55:07] <alex_joni> np
[22:56:36] <ohiopctechDOTcom> OK... so it works...
[22:57:13] <ohiopctechDOTcom> maybe some sort of hiccup at the bravenet labs?
[23:08:04] <ohiopctechDOTcom> ohiopctechDOTcom is now known as chr0n1c
[23:16:53] <toastydeath> an older gentleman was at my work today
[23:17:08] <toastydeath> he apparently was one of the first people doing manufacturing metrology as a discipline
[23:17:27] <toastydeath> apparently has papers or some such on very high accuracy tools
[23:17:30] <toastydeath> and diamond turning
[23:17:54] <toastydeath> i got sucked into the conversation and wound up spending most of my day helping out
[23:18:15] <chr0n1c> take any chance you can to learn something!
[23:18:28] <toastydeath> i learned more in 5 hours than i did all semester in manufacturing class
[23:19:11] <toastydeath> we checked a machine's asynchronous spindle error
[23:19:21] <toastydeath> that was quite an adventure
[23:20:31] <toastydeath> i had no idea you could use an oscilliscope to check repeatability
[23:20:37] <toastydeath> but apparently you can
[23:21:10] <chr0n1c> i wiped the smoky burnt edges of some clearcoat brushed aluminum sheet that we had laser cut all day with qtips and laquer thinner...
[23:21:35] <chr0n1c> yesterday i got the company taxes ready for the accountant...
[23:21:49] <toastydeath> hahaha
[23:23:02] <chr0n1c> i sorta went from a machinist there to the secratary/shipping department
[23:23:16] <chr0n1c> at least my hands aren't so dirty all the time!
[23:23:46] <toastydeath> if this keeps up will be going from machinist to high precision machinist and machine rebuilder
[23:23:53] <chr0n1c> i did run the thopmson grinder the other day for like 8 hours though
[23:24:09] <toastydeath> hahahah
[23:24:12] <chr0n1c> thompson
[23:25:19] <chr0n1c> those grinders were built in springfiled, ohio... about 20 mins from where it sits in the shop today
[23:25:27] <chr0n1c> springfield....
[23:25:46] <toastydeath> at least shipping was cheap
[23:26:00] <toastydeath> "hey your grinder is ready, stop on by this afternoon"
[23:26:07] <chr0n1c> it's been everywhere.. i think they actually bought it from cincinnatti or something
[23:26:30] <chr0n1c> it was used and shipped to us on a car trailor with all the parts for the head in boxes
[23:27:24] <chr0n1c> (it's puts a crappy finish on the parts, but they are flat
[23:27:50] <chr0n1c> and we aren't selling the dies we use them in house so who cares if the finish is bad?
[23:29:11] <chr0n1c> maybe you should stop by and help us rebuild it toasty!
[23:29:49] <toastydeath> lol
[23:29:53] <toastydeath> not yet =(
[23:30:05] <toastydeath> i don't know enough =(
[23:39:17] <chr0n1c> * chr0n1c claims to know nothing
[23:40:19] <toastydeath> i think i am going to remember that guy's advice/compliment for the rest of my life
[23:40:47] <toastydeath> if anybody else said it though, it would't work: "a question well stated is a question half answered"
[23:40:53] <toastydeath> *wouldn't
[23:41:38] <toastydeath> i never met a guy who would tell you how wrong you were inside of two seconds after a statement
[23:41:52] <toastydeath> snide 70 year old dudes are awesome
[23:42:53] <chr0n1c> i've learned so much from old machinist's and toolmakers... more than i could ever learn from a school...
[23:43:06] <toastydeath> this guy was like every toolmaker i ever met
[23:43:08] <toastydeath> combined into one
[23:43:20] <toastydeath> i'm not sure if he was a ph.d. though
[23:44:45] <chr0n1c> i know an old lady that likes to f**k who has a phd in metalurgy
[23:44:49] <chr0n1c> lol ;)
[23:45:14] <toastydeath> looool
[23:45:19] <toastydeath> sounds similar!
[23:45:27] <toastydeath> i am probably going to make an awesome old dude
[23:45:35] <chr0n1c> * chr0n1c rofl
[23:46:33] <chr0n1c> i hang out at her house... get a bj and go through her books from school once in a while.. :|
[23:46:50] <chr0n1c> don't tell anyone about that.. it's a secret.. :|
[23:47:33] <toastydeath> hint: nothing is a secret on an irc channel with public logs
[23:47:44] <chr0n1c> i know i know... lol
[23:48:56] <toastydeath> also i must be getting better
[23:49:09] <toastydeath> i'm starting to blame myself for a much larger quantity of mistakes than i used to
[23:49:16] <toastydeath> versus blaming tools/equipment
[23:49:39] <chr0n1c> i still curse the machine when an endmill breaks.. it's good to vent sometimes
[23:50:28] <chr0n1c> "stoopid fscking mill!"
[23:50:42] <toastydeath> hahah
[23:50:54] <toastydeath> i prefer "i guess i know not to do that next time."
[23:51:14] <toastydeath> that is, of course, post-vauge-stream-of-obsceneties
[23:52:40] <chr0n1c> say.. the endmill is dull and that's the reason it snaps... would that be the operators fault for not catching it or would it be the endmills fault for being dull?
[23:53:20] <toastydeath> no
[23:53:29] <toastydeath> it's your fault for not noticing the surface finish first
[23:53:30] <toastydeath> brb
{kind=link}
{kind=link}
{kind=link}
{kind=link}