Back
[00:13:14] <robin_sz> hey JymmmEMC , got those drives all fired up yet?
[00:26:12] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[01:08:25] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[01:14:17] <skunkworks> Hi Guest319:
[01:51:42] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[02:33:46] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[02:48:30] <CIA-8> 03jepler 07TRUNK * 10emc2/src/hal/drivers/probe_parport.c:
[02:48:30] <CIA-8> change "no PNP ports detected" into a warning, so that probe_parport
[02:48:30] <CIA-8> can always be loaded whether or not the parport being used requires it
[03:04:11] <[2]a-l-p-h-a> [2]a-l-p-h-a is now known as a-l-p-h-a
[03:07:49] <tomp> dot matrix bicycle printer... row of paint cans on rear of bike print messages on sidewalk
http://www.bikesagainstbush.com/blog/
[03:08:32] <tomp> today i thought that alex's tri-kins could eliminate the wobble in hektor.
[03:16:36] <Jymmm> I've already googled "Trig for dumbasses" and no luck, any suggestions?
[03:16:58] <cradek> Jymmm: do you have a specific question?
[03:17:36] <Jymmm> cradek: Thanks but no. I'd actually like to learn trig so I can understand things much better.
[03:18:23] <cradek> this looks nice:
http://www.clarku.edu/~djoyce/trig/
[03:18:23] <Jymmm> I've dl'ed a few things, abd seen some on the web.. but just didn't hit me too well.
[03:19:08] <Jymmm> Hmmm, maybe I need to step back to geometry
[03:19:12] <cradek> I'm bad at learning from books/websites unless I have a problem I want to solve - only that keeps me interested long enough
[03:20:28] <Jymmm> cradek: Besides the CNC stuff, I'm also doing some GIS things too, both got trig, so I figure I better learn it.
[03:20:53] <SWPadnos> sin^2+cos^2 = 1
[03:21:10] <Jymmm> COS 0 = 1
[03:21:13] <SWPadnos> that and some algebra gives you almost everything you need to know :)
[03:21:22] <cradek> understanding the unit circle is nice
[03:22:00] <cradek> I think you need sin/cos = tan too
[03:22:14] <Jymmm> COS 0 = 1 <---- Not that I actually know what that means
[03:22:27] <SWPadnos> he
[03:22:27] <SWPadnos> h
[03:23:01] <SWPadnos> Jymmm, you'll have to be diligent in reading and understanding some tutorial like the one cradek linked
[03:23:24] <SWPadnos> as cradek said, it isn't easy to get through, especially if you don't have a target in mind
[03:23:26] <Jymmm> SWPadnos: It's already over my head... goin down to geomtry now
[03:24:06] <SWPadnos> personally, I think I find trig easier - geometry in school was all about proofs, and I can't stand doing those
[03:24:21] <Jymmm> I've wanted/needed to learn trig for a long time, so as long as I can get thru the medial stuff, I'll be ok.
[03:24:26] <cradek> SWPadnos: eh just pick out the similar triangles and you're done
[03:24:31] <Jymmm> lol
[03:24:35] <SWPadnos> yeah - prove it! ;)
[03:24:59] <cradek> "corresponding parts of similar triangles are similar"
[03:25:19] <cradek> anyway
[03:25:20] <SWPadnos> circular proof! circular proof!
[03:25:30] <Jymmm> whats a triangle =)
[03:25:40] <cradek> I wonder how much trouble it would be to enroll in just one college or community college course
[03:25:49] <SWPadnos> those funny hats they used to wear
[03:25:51] <cradek> that's a sure way to stick to it
[03:26:10] <SWPadnos> heh - pay $1000 to get interested
[03:26:15] <Jymmm> cradek: But I have much more free time available when I'm at work
[03:26:20] <cradek> ha
[03:26:27] <cradek> SWPadnos:
http://acronyms.thefreedictionary.com/Corresponding+Parts+of+Similar+Triangles+are+Similar+(mathematics)
[03:26:36] <SWPadnos> Jymmm, do you have access to a Linux machine?
[03:26:57] <Jymmm> * Jymmm reaches for knoppix usb stick in pocket... yep!
[03:27:15] <cradek> goodnight guys
[03:27:21] <cradek> good luck Jymmm
[03:27:25] <Jymmm> G'ngiht cradek, thanks =)
[03:27:26] <SWPadnos> ok - there's a program - I'm looking for the name - that lets you make geometric constructions
[03:27:31] <SWPadnos> see you cradek
[03:28:04] <SWPadnos> like click to make a point, then make another and you can construct a line between them
[03:28:15] <SWPadnos> it has stuff like arcs, vectors, lines, half-lines ...
[03:28:39] <SWPadnos> and you can drag a point around to see what happens - all the stiff dependent on the point will update as you drag
[03:28:42] <SWPadnos> stuff
[03:29:02] <Jymmm> cool... remember the name yet? I know it isn't a food name, that's for sure =)
[03:29:09] <SWPadnos> heh
[03:30:08] <Jymmm> IGS ?
[03:30:22] <Jymmm> http://en.wikipedia.org/wiki/Interactive_geometry_software
[03:30:30] <Jymmm> one of those?
[03:30:55] <SWPadnos> kig
[03:31:21] <Jymmm> http://edu.kde.org/kig/screenshots.php
[03:31:30] <SWPadnos> yep
[03:31:41] <Jymmm> Hmmm, lets see if it's already on the kubuntu livecd...
[03:31:51] <Jymmm> doh, let my backpack in the car.
[03:31:55] <SWPadnos> heh
[03:32:11] <SWPadnos> I don't think kig will teach you much - it's not a tutorial program or anything
[03:32:34] <SWPadnos> but if you read through some other tutorial, you can do the constructions with kig and see how they change when you move stuff
[03:32:44] <SWPadnos> I used that to make diagrams for cutter comp
[03:32:56] <SWPadnos> (when trying to figure out how it should work :) )
[03:33:11] <SWPadnos> time for bed. good night (and good luck)
[03:33:26] <Jymmm> Thanks, G'night!
[05:00:33] <ds2> or read the machinery handbook
[05:00:44] <Jymmm> wrong
[05:02:27] <ds2> fine. CRC hand book then :P
[05:10:25] <Skullworks-PGAB> * Skullworks-PGAB might start a war, but...
[05:10:48] <ds2> WAR WAR WAR WAR
[05:11:00] <Skullworks-PGAB> which is better under RT - Nvidia TNT2 M64 or an ATi-9200
[05:11:20] <Jymmm> I could win it easily, but I won't be a jerk.... or will i???
[05:11:37] <Skullworks-PGAB> jerk all you want...
[05:11:46] <Jymmm> perv
[05:12:07] <Skullworks-PGAB> * Skullworks-PGAB feels safely out of range.
[05:13:04] <Skullworks-PGAB> just building up a sim box to start porting Fanuc macros for EMC use
[05:13:11] <toast> pew pew pew
[05:13:36] <Skullworks-PGAB> have a small pile of graphic cards to choose from
[05:13:43] <Skullworks-PGAB> all old
[05:15:34] <Skullworks-PGAB> but then the sys is built on an Athlon (mobile) XP2200+
[05:16:31] <Skullworks-PGAB> again more old stuff
[05:22:45] <Jymmm> Skullworks-PGAB: Wanna Bet?! HAHAHAHAHA
[05:26:50] <alex__> alex__ is now known as TheBall
[05:32:25] <Skullworks-PGAB> ok -recently mfg old designed stuff... :)
[05:57:23] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[06:25:59] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[06:56:55] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[07:40:18] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[07:59:57] <[2]a-l-p-h-a> [2]a-l-p-h-a is now known as a-l-p-h-a
[08:05:51] <toast_> ff
[08:40:44] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[09:31:58] <alex_joni> morning awallin
[09:38:23] <Vq^> g'day mr Joni
[09:38:35] <Jymmm> +s
[09:48:50] <alex_joni> hi
[10:06:18] <toast_> ff
[10:11:54] <alex_joni> ffs
[10:16:09] <anonimasu> hi
[10:25:38] <alex_joni> what's new?
[10:35:12] <awallin> hi all
[10:35:58] <awallin> got one manuscript submitted yesterday - so the boss is a bit relaxed for a while again :)
[10:37:17] <awallin> worked a bit on zooming/rotating/panning the OpenGL/C# thing
[10:37:57] <awallin> these guys have a 30-day trial available
http://www.devdept.com/eyeshot/ so I figured they probably thought about the design and the API a lot
[10:38:16] <awallin> so it makes sense to copy their functionality to some extent
[10:40:52] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[11:10:58] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[11:12:29] <xemet> hi
[11:12:33] <xemet> jepler are you there?
[11:18:46] <alex_joni> hi xemet
[11:18:57] <xemet> hi alex
[11:24:12] <xemet> alex: do you know what is the "TO_PROG_LEN" macro (if it is a macro...)
[11:24:17] <xemet> ?
[11:40:41] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[11:41:59] <alex_joni> xemet: yes
[11:42:09] <alex_joni> it is a conversion macro from internal units to program units
[11:42:24] <alex_joni> if you have G21 programmed, it converts to mm
[11:42:37] <alex_joni> the _LEN part of it tells you that it refers to linear units
[11:42:50] <alex_joni> there are some macros referring to angular units aswell
[11:51:58] <xemet> I ask because I've a problem with my nurbs patch...it works if the home is equal to the workpiece origin...if not, I've problem with it...but I think jepler knows more about it because he guied me when I wrote that patch
[11:55:31] <alex_joni> can you put the patch online?
[11:55:41] <alex_joni> jepler will probably be online in 1-2 hours
[11:56:10] <jepler> xemet: just a guess, but the function "find_ends" applies the relevant offets such as tool offset, g5x offset, and g92 offset to the coordinates found on a particular line of gcode.
[11:56:58] <alex_joni> morning jeff
[11:57:02] <jepler> xemet: if this function is not used, and block->x_number is used instead, you would not get the right behavior when there are offsets in effect
[11:57:05] <jepler> hi alex_joni
[11:57:09] <jepler> I got up early today
[11:57:33] <alex_joni> seems like it
[11:57:44] <jepler> at the office before 7AM -- not too common for me
[11:58:25] <alex_joni> looking at STRAIGHT_TRAVERSE() I see:
[11:58:31] <alex_joni> x = FROM_PROG_LEN(x);
[11:58:38] <alex_joni> x += programOrigin.x;
[11:58:42] <alex_joni> x += currentXToolOffset;
[11:58:47] <alex_joni> linearMoveMsg.end.tran.x = TO_EXT_LEN(x);
[11:59:24] <jepler> oh -- maybe what I said was mistaken, then
[11:59:38] <jepler> I see now that Interp::find_ends is in charge of *removing* all those offsets if the move is in G53
[11:59:54] <alex_joni> this is all happening in emccanon.cc
[12:00:00] <jepler> interesting -- I didn't know g53 "canceled" tool length offset as well. I wonder what the documentation says.
[12:02:31] <jepler> it's unclear from the docs whether a tool length offset should affect the destination of a move under G53
[12:02:57] <alex_joni> jepler: 7am .. hmm, I got here at around 10:15 today :P
[12:03:18] <jepler> alex_joni: yeah but it's well known that you are a lazy good-for-nothing bastard.
[12:03:40] <alex_joni> you're probably right :)
[12:03:52] <alex_joni> might be a reason why I'm still at work at 6-7pm
[12:04:04] <jepler> xemet: so now I think alex_joni is probably right -- you need to add the offsets to the coordinates yourself, inside the canon call
[12:10:55] <xemet> jepler, alex: thanks! I'm going to read the STRAIGHT_TRAVERSE, I hope I will undersand
[12:11:04] <xemet> ah, the problem is with Z
[12:11:29] <xemet> if the Home Z is the same as th workpiece Z origin, everything woeks
[12:11:35] <xemet> works
[12:11:53] <xemet> if not the Z start to go at sideral distances...
[12:20:17] <xemet> where is it defined the find_ends function? How much parameter can I put inside?
[12:21:08] <xemet> sorry, I found it
[12:28:23] <xemet> jepler: I see that I've used the find_ends function...the problem is with the Z. The fact is, the G.2 or G.3 doesn't modify Z, because the nurbs are on plane. It should take the current_z position and pass that to the ARC_FEED right?
[12:29:56] <xemet> Also, the axis preview is in the right place, and the quotes for X, Y and Z dimensions are ok and within the limits
[12:30:09] <xemet> So I think I've a problem with the ARC_FEED function
[12:31:39] <alex_joni> xemet: I really think you need to update/convert the position from your function
[12:32:23] <xemet> yes, but the problem is that in my function Z is not nominated
[12:36:46] <jepler> hm. ARC_FEED is going to add on the offets *again*
[12:39:18] <alex_joni> you either have to subtract the offsets then, or split ARC_FEED into 2 functions
[12:40:21] <Guest618> Guest618 is now known as skunkworks_
[12:40:44] <xemet> jepler: I used your function arc() that is the final passage that calls ARC_FEED after biarc calculations
[12:41:12] <jepler> I guess my function wasn't perfect, then
[12:42:32] <xemet> here is the patch...probably it sucks because I'm NOT a programmer and maybe should not try to do those things...:)
http://www.pastebin.ca/640476 it includes the spline patch from jepler
[12:44:16] <xemet> at the 591 there is the arc() function that lcalls ARC_FEED, it is the only part where a Z is given to make a move
[12:54:27] <xemet> what is "canonEndPoint.z"?
[12:55:38] <alex_joni> I think that's the target Z position
[12:56:22] <alex_joni> canonEndPoint is the last programmed end point, stored in case it's
[12:56:23] <alex_joni> needed for subsequent calculations. It's in absolute frame, mm units.
[12:56:56] <alex_joni> xemet: emccanon.cc has some descriptions of these at the top of the file
[12:57:09] <alex_joni> also the macros for various conversions are described and implemented there
[12:57:25] <xemet> ok
[12:57:57] <alex_joni> that doesn't mean you shouldn't ask in here when there's something unclear ;)
[13:01:25] <xemet> wow, I'm understandind something...
[13:01:28] <xemet> maybe
[13:01:46] <xemet> somthing about the error
[13:01:51] <xemet> X Y moves are correct
[13:01:55] <jepler> I wish I had time to try to help, but my real job is calling me today..
[13:02:07] <xemet> jepler, don't worry
[13:02:28] <xemet> it is like every arc the Z is increased
[13:02:29] <jepler> my best guess is that you need to subtract the offsets from z that ARC_FEED will add again
[13:02:40] <xemet> I'm getting something like the elical moce!
[13:02:52] <xemet> mvoe
[13:02:52] <xemet> move
[13:02:59] <jepler> look at ARC_FEED, find what it does to modify Z, and then do the opposite (subtract instead of add) in the function arc()
[13:03:13] <xemet> I will try!
[13:03:15] <xemet> thank
[13:05:24] <xemet> SOLVED
[13:05:29] <xemet> Thanks!!!
[13:05:55] <alex_joni> cool
[13:06:03] <xemet> I had to subtract programOrigin.z from Z when calling ARC_FEED
[13:06:23] <xemet> you were right
[13:10:16] <xemet> alex do you have access to the linuxcnc.org website ?
[13:10:55] <alex_joni> yes
[13:11:16] <xemet> wpuld you like to add a link to the italian live CD in the italian version
[13:11:24] <xemet> jepler added it in the wiki
[13:11:26] <alex_joni> sure
[13:11:35] <alex_joni> but in 15 minutes.. a bit busy right now
[13:16:10] <xemet> ok, I tell you the page:
http://www.linuxcnc.org/content/view/21/4/lang,it/ at the first point where it says: "Basta scaricare l'immagine ISO (EU mirror) e masterizzarla su un CD. " You could add: "E' anche possibile scaricare una versione in italiano del LiveCD" and link it to:
http://learning.dtpm.unipa.it/emc/emc.html
[14:55:56] <alex_joni> argh, I think my smbd has a memory leak
[14:59:26] <SWPadnos> wow. I think Windows Vista has really had a good effect on memory prices
[14:59:56] <SWPadnos> even laptop memory (SO-DIMMs) is around $40/gig
[15:00:47] <archivist> you mean vista uses less so there is an over supply
[15:00:53] <SWPadnos> err - no :)
[15:01:14] <archivist> hehe I thought not
[15:02:19] <skunkworks_> it is about time for an epoxy plant to blow up..
[15:02:35] <SWPadnos> shhhh - don't tell anyone
[15:03:24] <archivist> trouble is I need new boxes to fit all this cheap ram in
[15:03:46] <SWPadnos> yeah - "legacy" SDRAM isn't as cheap
[15:34:07] <alex_joni> * alex_joni runs away for a while
[15:34:50] <skunkworks_> run alex_joni run. ;)
[15:36:00] <skunkworks_> could be a run lola run reference - or a forest gump
[15:55:03] <CIA-8> 03cradek 07TRUNK * 10emc2/src/emc/task/emccanon.cc: oops!
[15:57:59] <skunkworks_> descriptive ;)
[15:59:17] <cradek> the log message shouldn't describe the change; it should describe why you made the change... This does an OK job of that actually
[16:03:58] <cradek> lerman: "lerman", mailbox "Mail/emc-commit": Can't write to mailbox
[16:04:11] <cradek> deliver: can't create lockfile Mail/emc-commi.lock: No such file or directory
[16:04:29] <cradek> lerman: ^^ you've been unsubscribed from -commit because of these fatal bounces
[16:12:15] <SWPadnos> you know, it's really cool to be able to vnc into your oscilloscope
[16:13:21] <dimas> :)
[16:15:41] <jepler> SWPadnos: you have a scope that lets you do this?
[16:16:00] <SWPadnos> yep - the MSO6104A
[16:16:15] <archivist> usb scope?
[16:16:21] <SWPadnos> no :)
[16:16:26] <jepler> hm that's a little out of my price range
[16:16:32] <jepler> "Manufacturer list price: $16,500"
[16:16:37] <archivist> ah
[16:16:38] <bill2or3> oof
[16:18:00] <archivist> ah well just have to wait for the secondhand price to lower a bit
[16:18:26] <bill2or3> I got my first oscope recently, I'm still learning to use it.
[16:19:04] <skunkworks_> * skunkworks_ is still learning. Don't use it enough
[16:19:53] <jepler> I just recently ebay'd an old digital storage scope, I hope it doesn't suck too badly to use.
[16:20:08] <cradek> ooh which one?
[16:20:28] <bill2or3> me too.
[16:21:23] <jepler> HP/Agilent 54502 (2 channel + 1 trigger, 400mSa/s, 2K memory per channel)
[16:21:42] <bill2or3> jep, I got the 54001D
[16:22:01] <bill2or3> it seems ok so far, but I dont really have anything to compare it to.
[16:22:25] <archivist> HP is generally nice stuff
[16:22:26] <skunkworks_> * skunkworks_ still uses a 2 channel B&K
[16:22:26] <bill2or3> there's a pdf of the manual online somewhere.
[16:22:37] <jepler> yeah I found some PDF manuals for this scope on agilent's site
[16:23:02] <bill2or3> I was reading the manual last night, seems like it's worth the time to read.
[16:23:40] <cradek> jepler: looks cool, hope you like it
[16:23:58] <bill2or3> jepler, did it come with input pods?
[16:24:02] <SWPadnos> the 5000 series is mostly the same as the 6000 series, a little lower bandwidth, smaller size (which is nice), but no option for digital channels (the MSO option)
[16:24:10] <bill2or3> I didn't realize they were seperate, then I had to find pods elsewhere.
[16:24:24] <jepler> bill2or3: this is an "A", so it doesn't have the capability. unfortunately.
[16:24:33] <bill2or3> Ahh
[16:24:39] <jepler> there's only the two analog channels
[16:24:43] <bill2or3> that's a feature, if you dont have to spend another $100 on pods. :-)
[16:24:47] <jepler> hah
[16:24:48] <cradek> darn, I want a logic analyzer once every year or two
[16:24:56] <SWPadnos> or another $2000 on the scope ;)
[16:25:32] <SWPadnos> cradek, I've got an HP 54622D I can sell you
[16:25:32] <archivist> a logic analyser is very usefull
[16:25:58] <SWPadnos> but I'm not at the point where I want to let it go for a song yet :)
[16:26:05] <jepler> bill2or3: if you didn't look at the information on agilent's site for your scope yet, you should do so.
[16:26:33] <cradek> SWPadnos: here's one on ebay for $2200, so I'll preemptively say "no thanks"
[16:26:33] <jepler> bill2or3: not sure where you found the manual you looked at..
[16:26:39] <SWPadnos> heh
[16:26:44] <bill2or3> * bill2or3 goes to look
[16:26:51] <bill2or3> I think it was at hp's site, actually.
[16:27:06] <bill2or3> or aligent, but I think it was an 'official' pdf, not just some scans.
[16:27:23] <SWPadnos> I'd love to replace the 6104A with an 8104A, but those are $23k+
[16:27:30] <jepler> bill2or3:
http://www.home.agilent.com/agilent/techSupport.jspx?pid=54201D%3Aepsg%3Apro
[16:27:44] <cradek> I do ok still with my analog storage scope, I like it and it's rare that I want more than it can do
[16:28:04] <jepler> bill2or3: the stuff on agilent's site is "just scans", but at least it's not some jerk on ebay who wants to charge you for them
[16:28:19] <jepler> in fact for the 54502A, one of the pages had somebody's notes written on it
[16:28:24] <bill2or3> hah
[16:28:27] <skunkworks_> funny
[16:29:35] <archivist> for some older stuff I have manuals
[16:30:45] <jepler> I *think* that if I can scare up a GPIB interface for my PC, it's possible to read the waveform data out of this scope, which would sure be neat
[16:31:17] <bill2or3> I like that you can plug in a plotter.
[16:31:18] <jepler> anybody know anything about GPIB interfaces and linux? can a USB or PCI interface card that works with linux be had for less than an arm and a leg?
[16:31:20] <cradek> go back in time 10 years and say something, and I have one you can have
[16:31:23] <bill2or3> not that I have one, but it amuses me.
[16:31:32] <jepler> where are you going to find a GPIB printer, though?
[16:31:42] <jepler> (cradek, do we have one in the office basement somewhere?)
[16:31:43] <bill2or3> ebay?
[16:31:48] <cradek> jepler: I don't think so anymore
[16:31:49] <bill2or3> in the antique section?
[16:31:51] <archivist> I have my old pet gpib printer
[16:31:56] <cradek> jepler: and my plotter has stopped working...
[16:31:59] <jepler> PET as in Commodore?
[16:32:04] <archivist> yes
[16:32:05] <jepler> cradek: drat and drat
[16:32:09] <bill2or3> * bill2or3 wants a plotter.
[16:32:20] <bill2or3> to label cd's & stuff.
[16:32:26] <archivist> I want a usb to gpib
[16:32:28] <jepler> huh, I didn't know Commodore did anything with GPIB.
[16:32:50] <jepler> looks like there's a pretty long list of interfaces that are said to work:
http://linux-gpib.sourceforge.net/doc_html/x259.html#HARDWARE-MATRIX
[16:32:52] <archivist> it was standard even the disk drives were gpib
[16:32:59] <jepler> with linux
[16:33:11] <bill2or3> http://sine.ni.com/nips/cds/view/p/lang/en/nid/201586
[16:33:14] <bill2or3> there you go.
[16:33:24] <jepler> archivist: strange, I only remember the clocked serial of Commodore 64 / Vic 20 floppy drives.
[16:33:25] <bill2or3> good luck with the drivers. :-)
[16:33:45] <archivist> jepler too recent it was the PET range
[16:33:57] <jepler> eek no way I'm spending $529 for that
[16:34:13] <cradek> jepler: if you're interested we could try again to fix my plotter, it must be a pretty basic problem but I didn't find it in 15 minutes of trying
[16:34:42] <archivist> cradek model?
[16:34:48] <cradek> ummm
[16:34:55] <cradek> the "desktop" 11x17 one
[16:35:12] <bill2or3> here's plans for a DIY usb-gpib converter:
http://lpvo.fe.uni-lj.si/gpib
[16:35:26] <bill2or3> it says ~US $50 in parts
[16:35:56] <bill2or3> cradek, is it an X-Y plotter, where the paper is stationary?
[16:36:45] <cradek> archivist: 7750 I think
[16:36:51] <cradek> bill2or3: nope
[16:36:59] <skunkworks_> why have I not heard of gpib? before my time?
[16:37:03] <jepler> bill2or3: ooh, that's much more interesting to me. looking.
[16:37:33] <archivist> cradek I scrapped an HP one a few bits still lying around
[16:38:13] <bill2or3> jepler, there's some on ebay too, for $50ish
[16:38:31] <bill2or3> skunk, it's certainly before *my* time.
[16:38:36] <skunkworks_> ;)
[16:38:40] <cradek> archivist: do you know if it worked?
[16:38:53] <cradek> http://www.mjs-electronics.se/images/Data_tele/hp7550b.jpg
[16:39:31] <cradek> archivist: I checked all the obvious sensors/switches, so it might be something on the main board (there's just one big board I think)
[16:40:05] <archivist> yes similar to that dunno if the pcb is still at home
[16:40:27] <archivist> was just one pcb
[16:40:40] <cradek> before you bother doing anything, let me try to find what is wrong for sure
[16:41:14] <archivist> ok as its 3000+ miles from you
[16:41:43] <cradek> right :-)
[16:43:01] <archivist> I was in a "I need the space" mood and to see what motors were in it
[16:43:01] <jepler> "All of Commodore's post-PET/CBM 8-bit machines, from the VIC-20 to the C128, utilized a proprietary 'serial IEEE-488' for peripherals" -- wikipedia
[16:44:17] <archivist> I have a few intruments I would love to connect up to a PC
[16:44:26] <cradek> jepler:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=280138683239
[16:44:37] <cradek> $36 shipped
[16:44:41] <cradek> they are apparently not rare
[16:45:05] <archivist> ISA though
[16:45:15] <archivist> PCI are expensive
[16:45:27] <cradek> yeah, no way around the ISA thing I bet
[16:45:59] <cradek> then you need a USB/ISA converter
[16:48:20] <jepler> I still have an ISA machine together
[16:48:43] <cradek> yeah ISA slots are still everywhere
[16:48:50] <cradek> wonder if there's linux support for that exact card
[16:48:57] <archivist> I keep an ISA box just for PCAD a pcb design program
[16:49:27] <jepler> archivist: if it doesn't need special dedicated hardware, have you tried qemu or vmware to run it?
[16:49:42] <cradek> qemu plays "ISA machine" very nicely
[16:49:56] <cradek> (I use freedos with the ms lanman client)
[16:50:03] <archivist> it writes /reads a dongle
[16:50:12] <cradek> ugh
[16:50:15] <archivist> nearly works
[16:50:29] <jepler> cradek: "hp_82341.ko" is one of the modules listed at
http://linux-gpib.sourceforge.net/doc_html/x259.html#HARDWARE-MATRIX
[16:50:33] <archivist> and direct to vga
[16:50:50] <cradek> it's fairly easy to write pretend hardware in qemu, you can hook into the port IO
[16:51:41] <cradek> jepler: I'd sure go that way then, it seems like a fair price
[16:51:41] <jepler> I'm also tempted to find enough information about HPIB to write an interface for 5i20 or pluto-p .. then it's just a matter of wiring the connector
[16:51:47] <archivist> I have the driver info for PCAD but never get the time to really get into it
[16:52:14] <cradek> no, it's a matter of finding the connector
[16:52:31] <archivist> thats the easy bit
[16:52:43] <archivist> for me anyway
[16:53:13] <archivist> I have enough cables to rob a socket off
[16:53:40] <cradek> true I forgot the cables are both genders
[16:54:17] <archivist> and I have a socket on an old Epson printer adapter card
[16:55:05] <archivist> TX80 and RX80 had IEE488 cards available
[17:01:06] <jepler> looks like you can still track down connectors:
http://www.l-com.com/item.aspx?id=4326
[17:01:37] <cradek> I'm pretty sure I have a few of the cables at home ... somewhere
[17:02:32] <archivist> jepler nice find , RS in the uk were describing type 57 as IEE488 for a while
[17:04:26] <fenn> i love how they dont show the actual connector part in the photo
[17:05:13] <fenn> its like a portrait of the back of someone's head
[17:15:15] <skunkworks_> fenn: did you have any sketches of the hexapod your making?
[17:18:04] <skunkworks_> you're
[17:18:08] <archivist> jepler thats not real IEE488 the screws are metric
[17:19:38] <archivist> thats a probably a screw lock type 57
[17:20:04] <archivist> its an amrican thread in the standard
[17:30:39] <toast_> pew pew pew
[18:06:09] <toast_> at work, i am in the diamond turning room
[18:06:22] <toast_> it is very similar in appearance/layout to the assembly rooms
[18:06:32] <toast_> and sometimes assembly guys work in there because there's no space
[18:06:48] <toast_> such was the case yesterday
[18:07:09] <toast_> except the assembly guys are party animals and everyone in our room wants it dead silent at all times
[18:07:16] <toast_> this dude brought in a boom box
[18:07:27] <toast_> i am suprised nobody killed him
[18:07:31] <bill2or3> not his day to make new friends.
[18:07:44] <toast_> it is so hard to work with music going
[18:07:56] <toast_> i just turned it off every time he left the room
[18:07:59] <toast_> he eventually got the message
[18:09:23] <skunkworks_> a bit passive agressive?
[18:09:39] <toast_> i just didn't want to talk to him
[18:10:01] <skunkworks_> what do you think - sell or keep?
http://www.e-engraving.com/machines/new_hermes/New_Hermes_Vanguard_7200.htm
[18:10:09] <toast_> i guess it's just the room, after you are in there for awhile you just start avoiding conversation
[18:10:21] <toast_> like that day we went six hours before someone said something
[18:10:30] <bill2or3> sounds like heaven.
[18:10:40] <toast_> it freaks people out
[18:11:19] <JymmmEMC> s/diamond turning room/Need to get a life room/
[18:11:20] <toast_> it is a very nice place to work, i love it in there
[18:11:32] <toast_> it's cold, quiet
[18:11:34] <toast_> you can read
[18:11:43] <toast_> lots of spare time
[18:11:49] <JymmmEMC> sounds like a cemetary to me
[18:12:02] <ds2> is it at 68F?
[18:12:10] <toast_> they try to make it 68f
[18:12:13] <JymmmEMC> or mausoleum
[18:12:17] <toast_> they pretend it is temperature controlled
[18:12:57] <ds2> are cardboard allowed in there?
[18:12:59] <JymmmEMC> skunkworks does it work?
[18:13:03] <toast_> cardboard is allowed, why?
[18:13:16] <skunkworks_> JymmmEMC: don't know yet - picking it up today.
[18:13:28] <ds2> cardboard fibres are suppose to be bad if there is any precise inspection going on
[18:13:37] <toast_> any fiber is bad
[18:13:44] <toast_> but like, this isn't a real precision area
[18:13:49] <toast_> it's like, a faux precision area
[18:14:11] <toast_> it's way more precise than most places have, but it's still not really "right"
[18:14:20] <ds2> so there are tombstone blanks instead of granite tables?
[18:14:21] <JymmmEMC> skunkworks it's max 25", keep it, you could always make PCB's
[18:14:52] <toast_> hahah actually some of our surface plates are weird shapes
[18:15:14] <toast_> we have two really big plates from boeing, one is 12' x 3' x 3'
[18:15:21] <skunkworks_> JymmmEMC: that was one plan for it.. :)
[18:15:23] <toast_> that got turned into a machine
[18:15:35] <toast_> the other one is like 6' x 4' x 3'
[18:15:41] <toast_> solid granite
[18:15:50] <ds2> how do you move 12' x 3' x 3' of granite?
[18:15:54] <bill2or3> sounds hard to sweep under.
[18:16:05] <toast_> there is no "under," it sits right on the floor
[18:16:19] <toast_> ds2: there's a weird rigging forklift
[18:16:27] <toast_> for very heavy machines/etc
[18:16:28] <ds2> isn't 12' too much overhang for a fork?
[18:16:55] <toast_> it's not a real forklift, it's like, a mining truck with two very large vertical hydraulic rams
[18:17:02] <toast_> and on top of those rams are "forks"
[18:17:08] <toast_> and they run i-beams on top of those forks, 12' long
[18:17:18] <JymmmEMC> skunkworks: optional vinyl sign cutter
[18:17:19] <toast_> and cradle it that way
[18:17:35] <JymmmEMC> skunkworks
http://www.e-engraving.com/machines/new_hermes/img/New_Hermes_Vanguard_7200_Spec.jpg
[18:18:03] <JymmmEMC> skunkworks just be sure to get the original software that it came with.
[18:18:24] <ds2> 108 cubic feet of granite just sounds dangerous
[18:18:25] <skunkworks_> I don't think the one I am getting is 'open archetecture
[18:18:36] <toast_> ds2: it's pretty big, yeah
[18:18:43] <ds2> that's 4 cubic yards!
[18:18:50] <JymmmEMC> skunkworks That's why I said get the original software (on CD)
[18:18:54] <ds2> probally more then what a concrete truck can carry
[18:18:55] <toast_> and it has a dinky little cutting head that rides on it
[18:19:21] <toast_> it came on a lowboy, as i am told
[18:19:28] <toast_> 50 ton lowboys can hold a lot of stuff
[18:19:30] <skunkworks_> JymmmEMC: for the price I paid - I really didn't know what I was getting - I was buying the x/y/z/ table. I really don't know what comes with it. (univeristy surplus) I will find out today. :)
[18:19:55] <ds2> you can probally survive a nuclear attack by staying behind it!
[18:19:56] <JymmmEMC> skunkworks be sure to ask if it came with a security dongle too (just in case)
[18:20:06] <skunkworks_> I will definalty try to get the software if it isn't there
[18:20:09] <toast_> haha.
[18:20:09] <skunkworks_> rigth
[18:20:11] <skunkworks_> right
[18:20:35] <skunkworks_> dad used to work there - so he has some pull :)
[18:20:51] <JymmmEMC> skunkworks what you pay for it?
[18:21:00] <lerneaen_hydra> skunkworks_: wouldn't it be easier to emc retrofit it?
[18:21:54] <skunkworks_> lerneaen_hydra: depends on if I sell it. I am thinking it is worth quite a bit more than I payed... That is the problem
[18:21:57] <JymmmEMC> skunkworks Oh, it accepts HPGL - cool beans
[18:21:58] <skunkworks_> $130
[18:22:15] <lerneaen_hydra> skunkworks_: ah, I see
[18:22:19] <alex_joni> 'lo again
[18:22:41] <skunkworks_> JymmmEMC: I don't know if the software from the site is what comes with mine.. I think it is older.
[18:22:45] <bill2or3> I will totally give you $140.
[18:22:51] <bill2or3> that's $10 pure profit!
[18:22:52] <JymmmEMC> skunkworks If they have two, I'll take the 2nd one for $150
[18:23:03] <skunkworks_> :0 they only had one. sorry
[18:23:26] <JymmmEMC> skunkworks Ok, I'll take the 1st one for $150 =)
[18:23:29] <archivist> * archivist sets up an auction
[18:23:40] <ds2> 150.99!
[18:23:46] <skunkworks_> I bet I would get more than one bidder ;)
[18:24:35] <bill2or3> too rich for me, it's all yours.
[18:24:58] <skunkworks_> looking at it quick yesterday - it seems to have rolled ball screws
[18:25:33] <bill2or3> worth > $140 just for parts.
[18:25:43] <ds2> but then labor disassembly!
[18:26:04] <skunkworks_> JymmmEMC: I have no clue if it works.. yet
[18:26:37] <skunkworks_> JymmmEMC: no - later though
[18:34:45] <lerneaen_hydra> hmm, why would it have ballscrews? the reported accuracy is only 0.15mm, easily acheiveable with acme screws
[18:35:17] <skunkworks_> no clue - as I say - it was just from the short time I looked at it yesterday
[18:35:45] <skunkworks_> I could be wrong - I have found little or no info on the web
[18:36:18] <skunkworks_> * skunkworks_ is hoping there is also manuals with it..
[18:37:58] <skunkworks_> lerneaen_hydra: where did you see that - the specs say repeatablity of .0006"
[18:38:08] <JymmmEMC> skunkworks Take LOTS of pics!
[18:38:34] <lerneaen_hydra> skunkworks_: hmm, must have misread the small text ;)
[18:39:02] <archivist> repeatability and accuracy are so different
[18:39:06] <skunkworks_> JymmmEMC: I plan on it...
[18:39:11] <skunkworks_> archivist: agreed
[18:39:43] <JymmmEMC> skunkworks: If you could, toss a steel rule up againest the cutting tool
[18:39:51] <skunkworks_> may have repeatablility of .0006 but accuracy of .01 ;)
[18:40:15] <skunkworks_> JymmmEMC: say again?
[18:40:29] <lerneaen_hydra> accuracy depends on material and speed too
[18:40:43] <JymmmEMC> skunkworks put a steel rule next to the cutting tool when you take pics.
[18:40:54] <skunkworks_> http://minneapolis.craigslist.org:80/bfs/356902482.html
[18:41:15] <toast_> i think it's safe to assume someone's talking about free tool accuracy when discussing the limits of a machine
[18:42:55] <toast_> unless they specifify otherwise, of course.
[18:43:15] <skunkworks_> hmm 120ipm - cool
[18:44:28] <skunkworks_> I don't think I have the vaccum table option though come to think of it.
[18:45:51] <toast_> vacuum tables a+
[18:45:59] <toast_> now there's repeatability.
[18:50:47] <skunkworks_> bbl
[19:05:54] <awallin> hrm.. drop-cutter is sort of working(-ish)
http://imagebin.org/9632 still some strange bug left...
[19:06:56] <awallin> might be the left vs right handedness of the ordering of triangle vertices
[19:29:09] <fenn> skunkworks: i might have made some sketches but nothing worth looking at really
[19:29:46] <JymmmEMC> awallin: what's a "drop cutter" ?
[19:30:42] <awallin> JymmmEMC: a way of calculating finish or semifinish toolpaths for STL models. you imagine dropping down the cutter along the z-axis until it touches the model
[19:31:57] <cradek> did you do it in the vector realm or did you scan convert the model?
[19:32:10] <cradek> (I wrote the latter and it works but is pretty memory intensive)
[19:32:59] <awallin> it tests against the three vertices, the three edges, and the facet. the cutter representation is 'exact' (forumulas for cylinder/sphere/torus)
[19:33:09] <awallin> formulas
[19:33:27] <cradek> torus?
[19:33:39] <SWPadnos> for people cutting with donuts
[19:33:44] <awallin> a filleted endmill
[19:33:48] <JymmmEMC> awallin: Is this to overcome something specific to STL files?
[19:33:50] <SWPadnos> mmmmmmm - dnonuts
[19:34:06] <awallin> something between a flat endmill and a ball-endmill
[19:34:22] <awallin> JymmmEMC: ? I don't understand the question
[19:34:27] <alex_joni> SWPadnos: -Dnonuts
[19:34:31] <fenn> the reason the engraver has ballscrews is cause backlash is way more important at those scales than raw precision
[19:34:38] <SWPadnos> I thought of that, but didn't want to say anything ;)
[19:34:44] <fenn> if your backlash is twice the size of the engraving bit *snap*
[19:35:39] <JymmmEMC> awallin: I don't under it's purpose (drop cutter that is), compared to just taking an offset for a finishing pass (as example).
[19:36:09] <cradek> JymmmEMC: think about the shape of the tool
[19:36:26] <JymmmEMC> ball, end, or either?
[19:37:14] <cradek> any shape of tool needs a path that's not just an offset
[19:37:21] <fenn> you have to offset in 3d
[19:37:20] <awallin> JymmmEMC: ah. the reason is that it becoms very very hard (some would say just 'non-trivial' :) to calculate an offset surface from a model consisting of many different surfaces (think planes, spheres, nurbs, whatever). So internally most CAM programs convert everything to an STL representation before calculating paths
[19:38:05] <awallin> it's sort of a 'stupid' brute force approach. but that is what most commercial programs use I understand
[19:38:07] <SWPadnos> geez - I hope they're not all that stupid
[19:38:47] <SWPadnos> it's not even the brute-force-ness of it, it results in a loss of precision sonce the STL is a sampled version of the mathematical surfaces of a typical CAD model
[19:39:18] <JymmmEMC> awallin: Ok, gotcha. And you are trying to accomplish what exactly? Or maybe I should ask "in what"
[19:39:22] <cradek> yeah that's the scary part
[19:39:36] <cradek> (most parts don't actually have a bunch of triangular facets)
[19:39:53] <cradek> not that I disagree about that probably being what most programs do
[19:40:07] <fenn> so you make some faceted bumps and then emc rounds them over and you're back where you started :)
[19:40:25] <archivist> was reading a mag about an aircraft part maker and they hand finish because of the errors
[19:40:56] <JymmmEMC> http://rpdrc.ic.polyu.edu.hk/old_files/stl_introduction.htm
[19:41:47] <awallin> well, if the triangulation is good to 20 or 5 microns, what does it matter in the end.
[19:43:04] <JymmmEMC> So basically, everything in a STL file is (basically) all triangles?
[19:43:05] <fenn> i bet its much less of an issue now with 1GB of ram and GHz's
[19:43:14] <fenn> JymmmEMC: basically, yes
[19:43:40] <SWPadnos> technically, the STL fomat can use any polygon, but triangles are the de-facto standard
[19:43:56] <fenn> i thought it had to use triangles
[19:43:57] <SWPadnos> (ie, it seems nobody does quadragons or higher)
[19:44:11] <SWPadnos> nope, the standard allows any number of vertices (>=3, I think)
[19:44:12] <JymmmEMC> SWPadnos: Sounds like too much of a PITA to
[19:44:18] <archivist> yes but the number of passes gets silly with small triangles
[19:45:01] <awallin> the number of passes and sampling rate depends on your cutter size and what scallop height you can tolerate.
[19:45:09] <JymmmEMC> You could make a ball using triangles?
[19:45:10] <SWPadnos> it's more complex to use anything other than triangles - the polygons are supposed to be planar, and you can only guarnatee that with triangles (since rounding can make a 4-gon or higher non-planar)
[19:45:25] <awallin> that's identical wether you calculate the path from a triangulation or from an analytical offset surface
[19:45:49] <JymmmEMC> Could you make a ball using triangles?
[19:45:53] <alex_joni> is Dallur around?
[19:46:03] <Rugludallur> im here
[19:46:12] <awallin> JymmmEMC: even a penguin!
http://www.anderswallin.net/wp-content/2007_07stl/tux.png
[19:46:20] <SWPadnos> JymmmEMC, see: geodesic domes
[19:46:29] <alex_joni> hey Rugludallur
[19:46:32] <alex_joni> nice answer :p
[19:46:32] <Rugludallur> hey
[19:46:55] <alex_joni> awallin: coo
[19:46:58] <Rugludallur> alex_joni: I just get really mad when people start spewing bile like that
[19:47:07] <alex_joni> http://eneas.juve.ro/~juve/weekend%20764.jpg
[19:47:06] <JymmmEMC> SWPadnos: Not very effect though it seems.
[19:47:24] <JymmmEMC> poor horse
[19:47:26] <SWPadnos> computers are good at doing lots of ineffective things to simulate something effective
[19:47:38] <alex_joni> JymmmEMC: it was only twice as big as me :P
[19:47:55] <JymmmEMC> alex_joni: =)
[19:48:46] <JymmmEMC> alex_joni: If it wasn't for that shirt, looks like you're ready to go work on the ranch =)
[19:49:16] <alex_joni> it was my second time on a horse
[19:49:19] <JymmmEMC> (and the watch too)
[19:49:22] <alex_joni> the first time was a day before :P
[19:49:44] <JymmmEMC> alex_joni: Ah, gotcha. saddle sore?
[19:49:50] <alex_joni> not really
[19:50:03] <JymmmEMC> alex_joni: keep you heals down =)
[19:50:06] <alex_joni> way less than I expected
[19:52:09] <JymmmEMC> alex_joni: I like horseback riding... haven't done it in years though.
[19:52:59] <alex_joni> well, I like it too.. decided I'll do it again
[19:53:25] <JymmmEMC> alex_joni: Did you get a chance to "break away" from everyone else?
[19:54:02] <alex_joni> only for a short while
[19:54:06] <alex_joni> we were all beginners
[19:54:31] <alex_joni> http://eneas.juve.ro/~juve/weekend%20485.jpg
[19:55:34] <JymmmEMC> alex_joni: it's all good. There's a place in SoCal that rents, and you can go anywhere in their 30-50 acres of marshland, trails, streams, etc.
[19:56:04] <alex_joni> these guys had some nice offers too
[19:56:14] <alex_joni> you could explore some mountains nearby with a guide
[19:56:35] <alex_joni> about 5-6 hours of riding.. but the guy said it's a bit too much for first timers
[19:56:39] <alex_joni> so maybe next year
[19:56:50] <JymmmEMC> there ya go
[19:57:08] <alex_joni> until then I'll practise around here
[19:57:28] <alex_joni> this was actually about 400 miles away from home..
[19:57:41] <SWPadnos> hmmm. is that epsilon-lambda-lambda-alpha-sigma? I'm not so good with lower case greek letters :)
[19:58:16] <SWPadnos> or that stylized font anyway
[19:58:39] <alex_joni> ellas
[19:58:50] <SWPadnos> ok, I guess I got it right the first time :)
[19:58:51] <alex_joni> SWPadnos: yup
[19:59:01] <alex_joni> that's the greek name for greece
[19:59:00] <alex_joni> :P
[19:59:24] <SWPadnos> I wish I could find my book on greek ancient history and stuff
[19:59:34] <SWPadnos> but I think its ancient history :)
[19:59:35] <alex_joni> there's such a difference
[19:59:50] <alex_joni> between ancient greek history and the present day greece
[20:00:09] <SWPadnos> heh
[20:00:38] <SWPadnos> this was soem book I had when I was maybe 5 or 6, and it had the alphabet and a bunch of interesting information about the ancients
[20:00:38] <SWPadnos> some
[20:00:56] <alex_joni> nice pictures too?
[20:01:25] <SWPadnos> I think so - it's been 30+ years since I've seen it :)
[20:01:34] <alex_joni> might have been a reason to read it :P
[20:01:38] <alex_joni> JymmmEMC:
http://eneas.juve.ro/~juve/weekend%20853.jpg
[20:01:39] <SWPadnos> I could be confusing it with the book on ancient egypt though
[20:02:01] <alex_joni> bet you didn't learn that alphabet
[20:02:11] <JymmmEMC> alex_joni: Mmmmmmmmm LUNCH!
[20:02:18] <alex_joni> they had about 300 horses
[20:02:26] <alex_joni> about 10 very nice stallions
[20:02:35] <alex_joni> (which I didn't get to ride :P)
[20:03:01] <JymmmEMC> alex_joni: next year =)
[20:03:37] <alex_joni> think I'll wait a couple more years for that
[20:05:35] <cradek> mommas, don't let your babies grow up to be cowboys.
[20:05:51] <cradek> alex_joni: you don't pick guitar or drive an old truck do you?
[20:06:00] <alex_joni> not yet
[20:06:10] <JymmmEMC> alex_joni: Got Boots?
[20:06:18] <archivist> chewbakka
[20:06:35] <alex_joni> JymmmEMC: nope, not yet either
[20:06:59] <JymmmEMC> Case mod complete... I REALLY need to find more things to use my angle grinder on
[20:07:13] <fenn> make a cast iron surface plate
[20:07:29] <alex_joni> make a toothpick
[20:07:37] <JymmmEMC> alex_joni: OUCH!
[20:07:56] <archivist> make a spare angleginder
[20:07:58] <JymmmEMC> I try to go for distance
[20:08:06] <fenn> JymmmEMC:
http://fenn.dyndns.org/gingery_machines/index.php?scraping
[20:08:08] <JymmmEMC> so far, 20 ft
[20:08:37] <JymmmEMC> I miss having Les around.
[20:09:45] <fenn> how long does it take to make a factory anyway
[20:09:59] <alex_joni> the workers take the longest imo
[20:12:31] <JymmmEMC> "Sim Grinder - Create a living world using only an angle grinder"
[20:12:52] <bill2or3> Griderbots
[20:13:18] <bill2or3> if you had a 18v cordless one you could use it all over town.
[20:13:48] <JymmmEMC> bill2or3: I think we have a failure to communicate!
[20:14:06] <bill2or3> possibly.
[20:14:23] <JymmmEMC> bill2or3: did you ever see the movie?
[20:14:38] <bill2or3> uhm, I have no idea what you're talking about.
[20:14:49] <bill2or3> but I just got back from lunch, and probablly lack context.
[20:15:04] <bill2or3> "...like a child that wanders into the middle of a movie."
[20:15:08] <JymmmEMC> LOL, I'll take that as a no, and that you've never heard that refernce either.
[20:15:24] <bill2or3> where am I?
[20:15:24] <JymmmEMC> bill2or3: Cool Hand Luke
[20:15:36] <alex_joni> use the force
[20:15:38] <bill2or3> ahh.
[20:15:41] <JymmmEMC> at the VERY beginning actually
[20:15:44] <bill2or3> I'll netflix it.
[20:16:08] <JymmmEMC> Where he takes a pipe cutter and cuts off all the parking meters
[20:16:20] <JymmmEMC> just s/pipe cutter/cordless grinder/
[20:16:50] <bill2or3> oh, I think I vaguely remember that.
[20:16:56] <JymmmEMC> bill2or3: it's a good movie
[20:18:02] <alex_joni> * alex_joni is gone to bed
[20:18:06] <alex_joni> good night all
[20:18:12] <JymmmEMC> alex_joni: See ya in a few!
[20:18:28] <alex_joni> sure
[20:19:04] <JymmmEMC> Gawd I want a laser!
[20:19:18] <alex_joni> and sharks
[20:19:26] <JymmmEMC> No sharks, just a laser
[20:19:48] <JymmmEMC> 200W CO2 would work
[20:20:17] <bill2or3> then you can make your own robo-sharks.
[20:21:07] <JymmmEMC> The 200W one has manual Z, WTH?!
[20:23:32] <JymmmEMC> The china import is only 120W =(
[20:24:57] <bill2or3> how're you supposed to make a passable roboshark with only 120W?
[20:25:11] <JymmmEMC> bill2or3: Not out of wood that's for sure.
[20:25:24] <JymmmEMC> plastic, no problem
[20:25:34] <bill2or3> good, more waterproof.
[20:26:48] <JymmmEMC> I was going to buy a used laser from a place that makes custom wooden urns becasue he needed Ug Ug Ug MORE POWER!
[20:27:25] <JymmmEMC> After seeing the work he does, that made me want more power becasue it was simular I wanted to do.
[20:27:38] <JymmmEMC> Man did he do some AWESOME work too.
[20:30:35] <JymmmEMC> This is the one I've been considering (120W)
http://imagebin.org/9634
[20:32:17] <bill2or3> how much?
[20:32:18] <bill2or3> lots, I bet.
[20:33:09] <JymmmEMC> ~ $7000 with spare parts
[20:33:25] <JymmmEMC> FOB China
[20:35:16] <JymmmEMC> That includes the freight costs, and I found out that we have a a free-trade agreement, so I *think* there isn't any duties involved.
[20:35:57] <JymmmEMC> I'm just chicken/leary of wiring money to China and having to wait 30 days for it to arrive.
[20:41:56] <a-l-p-h-a> http://www.use-enco.com/CGI/INPAGE?DCMP=EMC-1115705&PMPAGE=/specials/890-9841
[20:42:00] <a-l-p-h-a> good deal
[20:58:21] <JymmmEMC> This isn't too shabby...
http://www.logicsupply.com/products/d201gly
[20:59:06] <fenn> you should get that router working
[21:00:28] <JymmmEMC> fenn: I just took apart the X leadscrew... trying to figure out what kind of jig to make so I can shave off and square up the al block
[21:01:09] <fenn> hrm isnt a DTI supposed to read .0001's?
[21:01:46] <fenn> or am i not understanding their usage of 'graduations'
[21:01:46] <archivist> depends
[21:01:57] <archivist> they vary
[21:02:27] <archivist> cheap stuff .001
[21:03:27] <archivist> I have one at .000001 iirc
[21:04:06] <fenn> wow is it electronic or something?
[21:04:12] <archivist> no a mechanical
[21:04:34] <archivist> on a very solid stand
[21:04:40] <fenn> i read about a dti that was based on sensing the capacitance between the probe and the work
[21:04:50] <fenn> it was like.. .001 to .000000001
[21:06:15] <archivist> I like measuring toys
[21:08:48] <SWPadnos> hmmm. a capacitive probw should have a hard time being that accurate, since it would be very affected by things like humidity
[21:08:50] <SWPadnos> probe
[21:09:05] <fenn> well, that was the resolution
[21:09:14] <archivist> as a comparator maybe
[21:09:18] <fenn> it was used for measuring runout anyway
[21:10:28] <archivist> a local company does that sort of stuff for gas turbines
[21:10:43] <fenn> Dynamic resolution 0.0000001 inch p-p
[21:10:55] <fenn> http://www.globalspec.com/FeaturedProducts/Detail/mti/Capacitance_Displacement_Sensor/10
[21:11:12] <fenn> that wasn't it btw
[21:17:30] <fenn> ho hooo
[21:17:32] <fenn> Capacitance systems can make measurements in 100 µsec with resolutions to 10-7 in. (0.001 micron).
[21:18:55] <archivist> as quick as the freq its running at and resolution depends on the counter
[21:25:58] <JymmmEMC> Do most 1-2-3 blocks come with bolts?
[21:26:08] <JymmmEMC> (okey, the cheap imports that is)
[21:26:14] <bill2or3> my cheapies didn't.
[21:26:18] <archivist> mine have no holes
[21:27:13] <JymmmEMC> I just thought a 123 block would be a cheap way of me gauging when I have to file down this al block I need todo
[21:27:30] <JymmmEMC> for squareness
[21:27:36] <SWPadnos> JymmmEMC, are you trying for flat surfaces?
[21:27:44] <SWPadnos> hmmm. squareness is a different matter
[21:27:52] <JymmmEMC> SWPadnos: both
[21:28:02] <SWPadnos> flatness tou can do with any 3 pieces of stock
[21:28:06] <SWPadnos> s/tou/you/
[21:28:16] <SWPadnos> I'm not sure how to do right angles
[21:28:21] <JymmmEMC> SWPadnos: all my stock sucks =)
[21:28:42] <JymmmEMC> But for $15 I thought 123 would be the way to go
[21:28:41] <archivist> machine a cylinder to make a square
[21:28:43] <SWPadnos> any 3 pieces can be gotten flat to within your ability to (a) grind and (b) measure
[21:29:05] <JymmmEMC> SWPadnos: I'm more interested in square, than flat
[21:29:31] <SWPadnos> I think you can't reliably measure squareness without also having flatness, but I could be wrong on that
[21:30:05] <JymmmEMC> SWPadnos: I took my ballscrew/nut to the mfg plant. From what they saw, he thought the wear was caused by side pressure on the nut
[21:30:43] <JymmmEMC> SWPadnos: After looking at the ballnut mounting block, I can see why - totally fscked up.
[21:30:59] <SWPadnos> how big is it?
[21:31:28] <JymmmEMC> SWPadnos: No two sides are even square with each other. 2" x 2" x 0.5"
[21:31:47] <archivist> a cylinder accurately made is by definition square end to side (concave machine the endfaces)
[21:32:14] <JymmmEMC> archivist: no mill.
[21:32:23] <archivist> lathe
[21:32:28] <JymmmEMC> no lathe
[21:32:34] <JymmmEMC> angle grinder!!!! ;)
[21:32:47] <JymmmEMC> (drill press)
[21:32:47] <lerneaen_hydra> JymmmEMC: what have you got? sandpaper and your hands?
[21:32:53] <bill2or3> I hear they're under utilized.
[21:33:02] <JymmmEMC> sandpaper and files
[21:33:10] <JymmmEMC> bill2or3: you got that right!
[21:33:35] <JymmmEMC> The REALLY suck thing, is if my machine was running, I could fix it on it.
[21:35:22] <JymmmEMC> Even if I shaved off too much (but was square), I could always shim it up.
[21:35:40] <bill2or3> or just anglegrind down the other end.
[21:36:31] <JymmmEMC> bill2or3: aluminum == no 20' flying sparks =(
[21:36:48] <bill2or3> no deal!
[21:37:01] <JymmmEMC> http://www.chicagobrand.com/50301.htm
[21:41:59] <skunkworks> well - it worked for a bit.. then one of the transisters on the drive board smoked :)
[21:43:00] <archivist> get fixing then
[21:43:17] <bill2or3> d'oh
[21:43:19] <skunkworks> it is a 486dx board with a hermes drive and powersupply
[21:43:53] <skunkworks> boots off of the hermes board
[21:50:09] <skunkworks> they are l298 drivers
[21:56:18] <skunkworks> http://www.electronicsam.com/images/engraver/rip.JPG
[21:56:27] <skunkworks> http://www.electronicsam.com/images/engraver/engraver.JPG
[21:56:54] <skunkworks> http://www.electronicsam.com/images/engraver/drive.JPG
[21:57:38] <skunkworks> this was made in 92 - I wonder if the caps are shorted out.
[21:58:01] <skunkworks> it power cycled a few times before it smoked - jogged it around and everything
[21:58:38] <fenn> d'eaux
[21:59:00] <fenn> check the caps
[21:59:11] <skunkworks> they look bulged
[21:59:19] <skunkworks> to me anyways
[21:59:21] <fenn> i bet that's what caused it
[22:00:19] <skunkworks> this would be one hell of a emc machine.. It has limits on each end of travel.. spring loaded nuts - the only thing is the steppers are not bipolar.
[22:00:31] <fenn> steppers suck anyway
[22:00:41] <fenn> why worry about how much they suck
[22:01:31] <skunkworks> be a good use for these :)
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[22:05:20] <fenn> jymmm do your calipers not work or something?
[22:06:20] <JymmmEMC> fenn: yeah, they work =)
[22:06:38] <fenn> do you have a file and a vise?
[22:06:52] <JymmmEMC> tiny vise, but yeah
[22:07:16] <fenn> so, bolt the thing to a flat surface, measure the distance between the ballscrew and the surface
[22:07:34] <fenn> measure in two places along the length
[22:07:49] <fenn> file off a bit, shim back up to height
[22:08:32] <JymmmEMC> fenn: cant measure between ballnut and flat
[22:08:38] <fenn> zen and the art of cnc maintenance
[22:08:51] <fenn> why not?
[22:08:54] <archivist> water level
[22:09:09] <fenn> hell you could use a ruler
[22:09:09] <JymmmEMC> fenn: it rotates
[22:09:27] <JymmmEMC> but the length isn't the issue, it's squareness
[22:09:34] <archivist> keep it still while you measure
[22:09:47] <JymmmEMC> archivist: heh, easier said than done
[22:09:59] <fenn> JymmmEMC: squareness of the bearing mount determines the angle of the ballscrew relative to the mounting surface right?
[22:11:26] <JymmmEMC> archivist:
http://farm2.static.flickr.com/1322/863197028_186a285427_b.jpg
[22:13:29] <JymmmEMC> I hope that pic explains things a bit better
[22:13:31] <fenn> if you cant measure to the bottom of the channel, then measure to the top of the channel
[22:14:06] <fenn> which one's out of square? the unbolted one?
[22:14:09] <JymmmEMC> fenn: the channel is just a dust guard
[22:14:14] <fenn> its straight enough i bet
[22:14:50] <fenn> or you could use a separate straightedge
[22:14:51] <JymmmEMC> fenn: "striaght enough" has been the problem
[22:15:11] <archivist> and piece of wire/string from a side to screw at each end for frame to screw squareness
[22:15:18] <JymmmEMC> the ballnut mount attaches to the underside gantry plate (seen left)
[22:15:44] <fenn> what exactly is the problem again?
[22:16:04] <JymmmEMC> misalignment of the ballnut to the gantry plate
[22:16:15] <fenn> yea but.. does it not run or something?
[22:16:33] <JymmmEMC> yeah, it cause wear in the ballnut
[22:16:49] <fenn> and..?
[22:17:03] <JymmmEMC> That's what the guys at the mfg plant said.
[22:17:06] <fenn> what are the symptoms?
[22:17:20] <JymmmEMC> fenn: read the last two years of logs
[22:17:32] <fenn> no.
[22:18:18] <JymmmEMC> fenn: or scroll up.... (14:30:05) JymmmEMC: SWPadnos: I took my ballscrew/nut to the mfg plant. From what they saw, he thought the wear was caused by side pressure on the nut
[22:18:33] <fenn> what i want to know is why you are worrying about this in the first place
[22:19:25] <JymmmEMC> did you see what I just pasted?
[22:19:49] <fenn> i mean i can understand trying to improve a crappy tool, but you keep saying it doesn't work
[22:20:11] <skunkworks> boy - it did a number to the circut board - is it bad I like the smell of burned electronics?
[22:20:21] <JymmmEMC> fenn: stalling for the last two years
[22:20:40] <JymmmEMC> skunkworks: I like it too, as well as the smell from using an angle grinder =)
[22:20:54] <fenn> ugh
[22:21:19] <fenn> the cheap chinese discs smell the worst
[22:22:12] <fenn> jymm what if you were to bed the nut in epoxy?
[22:22:29] <JymmmEMC> fen instead of al ?
[22:22:56] <fenn> well, shim it to the correct angle, then take it apart and bolt it back together with epoxy between the surfaces
[22:23:15] <archivist> ew
[22:23:20] <fenn> ew nothin
[22:23:34] <JymmmEMC> fenn:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-07-21.txt
[22:24:00] <JymmmEMC> fenn: and no, I'm not using epoxy tyvm.
[22:24:41] <fenn> bondo
[22:24:49] <JymmmEMC> fenn: no polymers
[22:24:54] <fenn> bah
[22:25:00] <fenn> just shim it and get it over with then
[22:25:17] <JymmmEMC> fenn: DUH, but I have to shave and square it first.
[22:25:21] <fenn> no you don't
[22:25:33] <fenn> just stick the shim under one side
[22:25:53] <fenn> take 1 beer can
[22:25:58] <fenn> carefuly slice into strips
[22:26:07] <fenn> insert strips under nut until square
[22:26:14] <JymmmEMC> fenn:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2007-07-21.txt taking a look at that should help explain
[22:26:15] <fenn> bolt nut down, check squareness
[22:26:18] <archivist> heh in watches just add a burr to a corner or edge
[22:26:47] <fenn> it will take me a while to read that
[22:26:49] <SWPadnos> JymmmEMC,
http://cgi.ebay.com/3-x-3-x-3-RIGHT-ANGLE-PLATE-IRON-GROUND-FINISH-NEW_W0QQitemZ260007006651QQihZ016QQcategoryZ633QQcmdZViewItem
[22:27:06] <SWPadnos> they have 2x2" ones as well, for $7
[22:27:10] <JymmmEMC> fenn: It'll take me longer to explain it.
[22:27:46] <fenn> the 1-2-3 blocks were a better deal i think
[22:27:46] <JymmmEMC> SWPadnos: you think that's better than a 123 block?
[22:27:59] <SWPadnos> then all you need to do is put the motor mount holes in it, which I'll bet will be easier than grinding something yourself
[22:28:06] <SWPadnos> no, use that as the motor mount
[22:28:22] <JymmmEMC> SWPadnos: Oh, the NEMA34 stuff.
[22:28:37] <SWPadnos> NEMA23, NEMA34 - who casres. it's a square piece of stock :)
[22:28:54] <JymmmEMC> SWPadnos: the motor is on a belt
[22:29:06] <SWPadnos> so 2x2" isn't the dimension I asked for :)
[22:29:25] <JymmmEMC> SWPadnos: I thought you were asking of the ballnut mount dims
[22:29:35] <SWPadnos> nope - the angled piece
[22:30:10] <JymmmEMC> SWPadnos: That is/was the angled piece that isn't square
[22:30:33] <SWPadnos> so the angled piece is 2x2" x 0.5" thick?
[22:30:34] <fenn> i really doubt a belt-drive stepper needs to be mounted on a cast iron angle block
[22:31:30] <JymmmEMC> SWPadnos:
http://farm2.static.flickr.com/1040/863196994_17db5696e6.jpg
[22:31:45] <JymmmEMC> SWPadnos: Yes, you DO need glasses, no the pic isn't fuzzy!
[22:32:21] <SWPadnos> os, is that the piece you want to grind or replace? - the one with the two screw holes facing the camera?
[22:32:25] <SWPadnos> s/os/so/
[22:32:25] <fenn> ah i figured out the problem
[22:32:32] <fenn> all that grease is slowing it down!
[22:32:54] <ds2> is that really grease? looks more like it came out of a bird
[22:33:19] <archivist> the bird was ill at the time
[22:33:52] <JymmmEMC> SWPadnos: Yes. The two outter holes are what the underside gantry plate bolt to. The center hole is a set screw to prevent the ballnut from unscrewing from the ballnut mount.
[22:35:02] <fenn> is the ballnut tightened in the aluminum before you tighten the setscrew?
[22:35:30] <JymmmEMC> fenn: the ballnut is threaded into the al block.
[22:35:46] <JymmmEMC> ~ 7/8" threaded hole
[22:36:01] <fenn> what holds the ballnut parallel relative to the bottom of the mounting block?
[22:36:09] <fenn> the thread surface?
[22:36:10] <SWPadnos> the thread ...
[22:36:12] <SWPadnos> ewww
[22:36:13] <archivist> luck
[22:36:15] <fenn> eww :P
[22:36:21] <skunkworks> that is common
[22:36:23] <ds2> JymmmEMC: how would squaring the block help? it looks like the threads themselves are not prependicular to each other
[22:36:24] <skunkworks> but yecky
[22:36:44] <JymmmEMC> ds2: you can't see the threads in that pic
[22:37:06] <SWPadnos> skunkworks, it's not that common - on a Bridgeport, the ballnut has a flat flange held on by allen bolts, and you can shim it
[22:37:15] <ds2> JymmmEMC: I am assuming the guy threading it made it prependicular to the surfaces
[22:37:20] <SWPadnos> well, it amy be common, but it's not everywhere
[22:37:26] <skunkworks> right - I am talking hobby
[22:37:32] <SWPadnos> oh - nm :)
[22:37:34] <JymmmEMC> ds2: You're assuming the surface was flat too =)
[22:37:39] <ds2> oh
[22:37:58] <fenn> i dont see why "hobby" has to be "stupid bad design"
[22:38:08] <skunkworks> stupid cheap
[22:38:15] <SWPadnos> I don't think it matters if the surface is flat. what you need is for the ballnut mounting thread to be parallel to the direction of travel
[22:38:16] <fenn> 2 bolts hardly sounds expensive
[22:38:30] <SWPadnos> it's the flanged nut that may be more expensive
[22:38:29] <skunkworks> the flange adds money I suppose
[22:38:32] <SWPadnos> with ground surfaces ...
[22:38:57] <JymmmEMC> SWPadnos: the mount is too high for one, putting upward pressure on the ballnut.
[22:39:02] <archivist> if the nut is thread bound it could push it off square
[22:39:31] <fenn> jymmm i recommend grinding that mount down with your angle grinder and then shimming it back up to the correct height/angle
[22:39:45] <fenn> and then bedding it with jb-weld, but you wont listen to me
[22:39:46] <JymmmEMC> SWPadnos: so instead of the ballnut being like --- it's like this \
[22:40:41] <JymmmEMC> (so to speak)
[22:41:13] <JymmmEMC> Would would also explain the wear marks in the ballnut only appearing on one side, but not on the other.
[22:41:22] <archivist> it may not just be squareness
[22:42:10] <archivist> could be basic parallelism beqtween the screw and side rails
[22:42:28] <ds2> JymmmEMC: were all the parts machined or cast?
[22:42:41] <JymmmEMC> archivist: No, I understand that, but 1) I HAVE to reduce the height (that's a gimme) , and 2) I need to make sure that I dont make it worse when I file/sand the mount
[22:42:47] <fenn> it was made on a VMC i believe
[22:43:06] <JymmmEMC> ALL al parts were machined (fucked up mind you), excpet the 80/20
[22:43:14] <JymmmEMC> A haas actually
[22:43:22] <fenn> damn you gene haas!!
[22:43:23] <ds2> oh
[22:43:39] <ds2> so it is not an attempt to compensate for draft then
[22:44:11] <JymmmEMC> But wehnt eh fscking operator doesn't even bother to clear the swarf to place stock on a flat surface, you get shit like that.
[22:44:16] <fenn> heh you dont put draft on bearing surfaces
[22:45:07] <ds2> if it was cast peice...
[22:45:35] <JymmmEMC> You shold see the box of replacement parts I have from them.... there is at least 4 copies of some pieces that they couldn't get right the 1st, 2nd, or 34rd time.
[22:46:09] <JymmmEMC> 3rd
[22:46:58] <JymmmEMC> How do you bolt 123 blocks together?
[22:47:03] <JymmmEMC> I've never used one before
[22:47:22] <SWPadnos> the ones I have are threaded (some holes anyway)
[22:47:33] <ds2> probally takes 3/8-16 bolts
[22:47:35] <JymmmEMC> oh, ok. I wasn't sure of that or not
[22:47:41] <SWPadnos> yep - I think that's it
[22:47:53] <JymmmEMC> counter sunk holes ?
[22:47:55] <ds2> but some of them have the unthreaded holes drilled out to 5/16
[22:47:57] <SWPadnos> I got mine from that eBay seller I linked to
[22:48:16] <JymmmEMC> SWPadnos: I want to head to weatern tool today and pick one up
[22:48:18] <ds2> normal SHCS should work
[22:48:21] <JymmmEMC> western
[22:48:52] <SWPadnos> I'd get an angle block and a flat (maybe a 1-2-3 block)
[22:49:06] <JymmmEMC> SWPadnos: $15 for a 123 blk
[22:49:08] <SWPadnos> then you can see the angle
[22:49:09] <SWPadnos> ouch
[22:50:00] <SWPadnos> each, or for a pair?
[22:50:03] <ds2> I suppose you can figure out if it is square with a ball anvil mic and lots of trig
[22:50:05] <JymmmEMC> pr
[22:50:16] <JymmmEMC> http://www.chicagobrand.com/50301.htm
[22:50:18] <SWPadnos> http://cgi.ebay.com/PAIR-123-BLOCKS-1-2-3-ULTRA-PRECISION-0002-HARDENED_W0QQitemZ330151842782QQihZ014QQcategoryZ41934QQcmdZViewItem
[22:50:30] <JymmmEMC> $17
[22:51:42] <SWPadnos> you can see the pattern of threaded holes in the photo for that auction
[22:51:50] <archivist> a good level
[22:51:51] <SWPadnos> is shipping to you ~$10?
[22:52:00] <JymmmEMC> will call
[22:52:50] <archivist> a good long straight edge as well
[22:52:49] <JymmmEMC> shit, they close at 5pm
[22:52:58] <ds2> you can make it
[22:53:13] <JymmmEMC> archivist: my luck, I'd bump it and not realize it =)
[22:53:37] <archivist> they are easy to check
[22:54:05] <ds2> straight edge or the level?
[22:54:22] <archivist> levels be reversal
[22:54:24] <archivist> by
[22:54:42] <JymmmEMC> SWPadnos: ah, yeah. I see the threads thee.
[22:54:45] <fenn> easier to find a straightedge than a good level
[22:55:17] <fenn> you could do something silly with mirrors and a laser i guess
[22:55:23] <JymmmEMC> fenn: fuccccckk HD most expensive leveel $130 is cheap al
[22:55:48] <JymmmEMC> and not even level!!!
[22:55:57] <archivist> a mirror and a collimator
[22:55:58] <ds2> for $130, get a machinist level
[22:56:07] <archivist> yes
[22:56:06] <fenn> well it's called "home depo" not "machinist depot"
[22:56:07] <JymmmEMC> archivist: piece of dental floss
[22:56:54] <ds2> $93 for 6" starrett level
[22:57:25] <archivist> * archivist would go to a second hand tool shop
[22:57:36] <fenn> jymmm you know people make cnc machines out of cardboard
[22:57:47] <ds2> * ds2 would like to know where to find second hand tool shops
[22:58:01] <JymmmEMC> ds2: last one I knew of closed 3 yrs ago
[22:58:15] <ds2> JymmmEMC: that's why I ask
[22:58:18] <skunkworks> need one that is .0005 per foot
[22:58:26] <JymmmEMC> on Bascom ave. I've even looked in the pawn shops too
[22:58:47] <ds2> triangle seems to be the closest to it around here and well...
[22:58:52] <JymmmEMC> ds2: We need to make an LA run
[22:58:57] <ds2> *nod*
[22:58:59] <archivist> I have seen them in antique shops
[22:59:15] <JymmmEMC> ds2: would make a killing reselling them up here
[22:59:17] <ds2> at least in LA, I know of one place
[22:59:38] <ds2> JymmmEMC: esp. if we do a little restoring before reselling
[22:59:56] <archivist> and army surplus dealers
[23:00:09] <JymmmEMC> archivist: only one in the area
[23:00:21] <JymmmEMC> Mnt Surplus on Bascom ave
[23:00:33] <ds2> 3
[23:00:53] <ds2> Mtn View Surplus in Campbell, and in Mtn View plus stevens creek
[23:00:54] <JymmmEMC> ds2: name another that sells military surplus?
[23:01:24] <JymmmEMC> ds2: Nope, Stevens creek is all new product.
[23:01:53] <JymmmEMC> it's CALLEd surplus, but it don't actually sell surplus
[23:01:58] <ds2> JymmmEMC: last I was there, they had a good supply of used mil stuff
[23:02:14] <JymmmEMC> ds2: Where? the lil room to the left?
[23:02:23] <ds2> it is as you go in on the left side, there are 2 rows of ammo boxes, shovels, belts, etc
[23:02:36] <ds2> yeah, the little room
[23:02:54] <ds2> better selection of ammo boxes then the Mtn view one
[23:03:00] <JymmmEMC> ds2: when was the last time you were there?
[23:03:06] <ds2> last summer
[23:03:31] <JymmmEMC> ds2: Hmmm, maybe they started carrying then. When all I saw was new, I never went back.
[23:03:57] <JymmmEMC> SWPadnos: thanks for the links, I'll look more when I get to work tonight.
[23:03:59] <ds2> they even had old MREs (was there looking for camping gear)
[23:04:40] <JymmmEMC> ds2: there is the one on El Camino IN MV, but I haven't been there in over 5 yrs
[23:04:41] <SWPadnos> there's some article on the web, written by Jon Elson I believe, that tells you what you're in for if you want to scrape a block flat/square
[23:05:03] <SWPadnos> you should plan on spending something like 20-100 hours on it if you want to do it right
[23:05:29] <JymmmEMC> SWPadnos: close enough to shim will (have to) be fine.
[23:05:36] <ds2> JymmmEMC: they are the same as the Bascom one...just 2 branches of the same store
[23:05:38] <SWPadnos> heh
[23:05:59] <JymmmEMC> unless someone has a working mill they want to play on
[23:06:19] <ds2> if you can wait a few months, I can probally run it on a mill for you
[23:06:41] <JymmmEMC> ds2: I've waited 24 months too long as it is.
[23:06:50] <ds2> *nod* that's why I didn't bring it up sooner
[23:07:07] <ds2> too busy to even do my own machine work and I got a long list of projects for them
[23:07:17] <JymmmEMC> I might try to find a local shop bring the block and a case of beer with me =)
[23:07:56] <JymmmEMC> let him drink the the beer AFTEr it's been machined =)
[23:08:21] <archivist> JymmmEMC, isolated from the screw would be a waste of time its the pair that matters, hence a shim job may be quickest
[23:08:42] <ds2> or if you know the instructor at deanza...he has a night class 4 days a week
[23:09:20] <JymmmEMC> archivist: the block as it stands now is about .040" too tall, putting upward pressure on the nut
[23:10:20] <archivist> add distance to the gantry to compensate
[23:10:46] <fenn> good idea
[23:11:04] <ds2> JymmmEMC: couldn't you get someone to sneak you into the TechShop for a quick milling?
[23:11:27] <archivist> or lift the rails 40 thou
[23:11:49] <archivist> lots of ways to correct
[23:12:05] <fenn> nah it would be so easy to put shims under where that big plate bolts to the "trucks"
[23:12:35] <fenn> right next to the white nylon cable holder
[23:12:37] <archivist> 5 mins work done
[23:13:19] <archivist> but check error both ends first
[23:14:00] <archivist> shim screw ends till identical
[23:14:12] <archivist> then shim gantry
[23:14:54] <fenn> wow thats a nice heatsink:
http://jmkasunich.dyndns.org/shoptask/geckos-heatsink.jpg
[23:14:55] <archivist> then shim nut to correct for any squareness error
[23:17:48] <lerneaen_hydra> fenn: isn't that a bit... excessive?
[23:18:03] <fenn> yep
[23:18:47] <skunkworks> I know enclooks like it may have been symetrical at some point :)
[23:19:00] <skunkworks> I mean
[23:19:11] <skunkworks> looks like it may have been symetrical at some point
[23:19:18] <SWPadnos> hey - those can pump 1600W each - that's more than an Intel Core 2 Quadro Mega-HT
[23:19:22] <skunkworks> or something like that
[23:19:55] <fenn> SWPadnos: processors are all dissipation though, hopefully gecko gets better efficiency :)
[23:20:01] <SWPadnos> heh
[23:20:23] <archivist> 70-80% or better
[23:25:10] <skunkworks> 6 wire steppers can be used with bipolar drives - correct?
[23:25:41] <skunkworks> they would be concidered - series?
[23:26:21] <fenn> unless its five phase, it's a delta right?
[23:27:01] <skunkworks> I think (but I have not meassured - 2 pairs center tapped
[23:28:09] <fenn> oh lookie here
http://www.piclist.com/images/member/RB-ezy-Q33/6wire.GIF
[23:29:08] <skunkworks> exactly.. let me measure
[23:30:15] <skunkworks> yes - that is what the steppers are.
[23:33:06] <skunkworks> so I would just hook A- and A+ to the drive and B- and B+ to the drive
[23:34:16] <JymmmEMC> archivist: I already checked the end mounts. they are actually true. So I don't want to mess with them
[23:35:25] <JymmmEMC> You call that a heatsink?!
[23:35:48] <archivist> they may be too high/low at the ends check the 40 thou at each end of travel FIRST
[23:36:13] <JymmmEMC> archivist: I already checked them againest each other... they are true
[23:36:35] <archivist> against the gantry not each other
[23:36:51] <archivist> looking for slope error
[23:36:54] <JymmmEMC> archivist: the fram eyou mean?
[23:38:18] <JymmmEMC> archivist: I took the two end mounts, place a bearing between them to align them, they are even
[23:38:20] <archivist> rail v screw
[23:38:41] <archivist> ignoring frame
[23:38:53] <JymmmEMC> ignoring frame, they are true to each other
[23:39:32] <archivist> nothing is exact in this world
[23:39:53] <JymmmEMC> archivist: I'm nothing going to zero-gravity to confirm
[23:40:47] <archivist> any way off home now
[23:41:07] <skunkworks> or can I only use one of the coils from each pair?
[23:42:33] <archivist> use both
[23:43:01] <fenn> skunkworks: i think the idea is that it's "sorta bipolar" because the coils that share a common wire are wound opposite directions
[23:43:02] <skunkworks> so in effect they would be wired as a series stepper?
[23:43:48] <skunkworks> might have a use for my stockpile of oem650 drives finally ;)
[23:44:19] <skunkworks> just to play... :)
[23:44:25] <jmkasunich> fenn: you like my heatsink, eh?
[23:44:35] <jmkasunich> I know its overkill, but it was free
[23:44:46] <fenn> i'm a fan of oversized heatsinks in general
[23:44:57] <skunkworks> same here :)
[23:45:08] <jmkasunich> it wasn't symmetrical in the first place
[23:45:12] <skunkworks> Hi jmkasunich
[23:45:21] <jmkasunich> there were power devices mounted on the flat where the geckos are now
[23:45:29] <jmkasunich> hi skunkworks
[23:46:15] <skunkworks> jmkasunich: I had a good score this week..
http://www.electronicsam.com/images/engraver/engraver.JPG
[23:46:36] <jmkasunich> ohh, nice
[23:46:47] <skunkworks> the drive smoked thoughhttp://www.electronicsam.com/images/engraver/drive.JPG
[23:46:49] <skunkworks> http://www.electronicsam.com/images/engraver/drive.JPG
[23:47:53] <jmkasunich> ouch
[23:47:56] <skunkworks> simple l298 driver though - but really emc would turn circles around it
[23:48:08] <skunkworks> it is a 486 dedicated controller.
[23:48:14] <skunkworks> 486dx
[23:48:18] <skunkworks> :)
[23:48:43] <mess> http://cgi.ebay.ca/Hardinge-HXL-CNC-GE-550-cabinet-for-electrical-parts_W0QQitemZ110154174861QQihZ001QQcategoryZ25290QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[23:48:46] <skunkworks> http://www.electronicsam.com/images/engraver/rip.JPG
[23:49:01] <jmkasunich> that heatsink came from a dead one of these:
http://www.ab.com/motion/servodrives/images/mainimage_1394digital.jpg
[23:49:00] <mess> some nice old hardware
[23:49:32] <fenn> * fenn squints. looks like a computer case
[23:49:44] <jmkasunich> what does?
[23:49:53] <fenn> the 1394digital
[23:50:01] <jmkasunich> servo drives
[23:50:10] <jmkasunich> the big box contains brains and DC bus supply
[23:50:21] <jmkasunich> the littler ones each have one axis of motor drive
[23:50:40] <jmkasunich> the widest of the littler ones is 5kW, the others are 3, 2 and maybe 1kw
[23:50:50] <jmkasunich> three phase AC servo stuff
[23:51:05] <mess> ge 550 is classic old school g-code box
[23:51:26] <jmkasunich> another pic shows how they go together:
http://www.ab.com/motion/servodrives/images/mainimage_1394overview.jpg
[23:51:41] <jmkasunich> the DC bus and control sigs pass down that black stripe in the middle
[23:51:51] <JymmmEMC> skunkworks: got pics of the cutter?
[23:52:13] <skunkworks> the head?
[23:52:18] <skunkworks> or the bits?
[23:52:40] <JymmmEMC> skunkworks: the cutting tip and the full view of the cutter
[23:53:32] <JymmmEMC> skunkworks: I'm interested in the tooling specifically
[23:55:11] <JymmmEMC> skunkworks: I got the RPM's and the HP, just might consider doing soft metals if I can find the tooling
[23:56:39] <mess> soft isnt always easier..
[23:56:58] <skunkworks> JymmmEMC: looks like this (camera is dead atm
[23:57:00] <skunkworks> )
[23:57:04] <skunkworks> http://cgi.ebay.com/Hermes-diamond-tip-engraving-cutter_W0QQitemZ140142583279QQihZ004QQcategoryZ26245QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[23:57:17] <JymmmEMC> mess: But I won't do steel/iron period here. Want too easy to get cuaght on shoe and tracked in house
[23:57:31] <skunkworks> and I have some of these also
http://cgi.ebay.com/2-Cutting-Tools-For-New-Hermes-Power-Engraving-Machine_W0QQitemZ250147497675QQihZ015QQcategoryZ46744QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[23:58:38] <skunkworks> the head is adjustable - I might remove the head and make something that holds normal 1/8 inch shank tooling..
[23:58:59] <JymmmEMC> skunkworks: I'm interested in THIS tip...
http://www.e-engraving.com/machines/new_hermes/img/New_Hermes_Vanguard_7200_Spec.jpg
[23:59:26] <JymmmEMC> mess: we have cockatiels, and dont want them to eat metals
[23:59:31] <skunkworks> pretty sure that is this
http://cgi.ebay.com/2-Cutting-Tools-For-New-Hermes-Power-Engraving-Machine_W0QQitemZ250147497675QQihZ015QQcategoryZ46744QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[23:59:52] <JymmmEMC> skunkworks: can't tell, no close up of tip
{kind=link}
{kind=link}
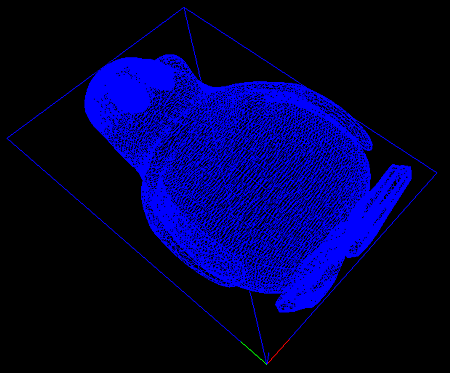{kind=link}
{kind=link}
{kind=link}
{kind=link}
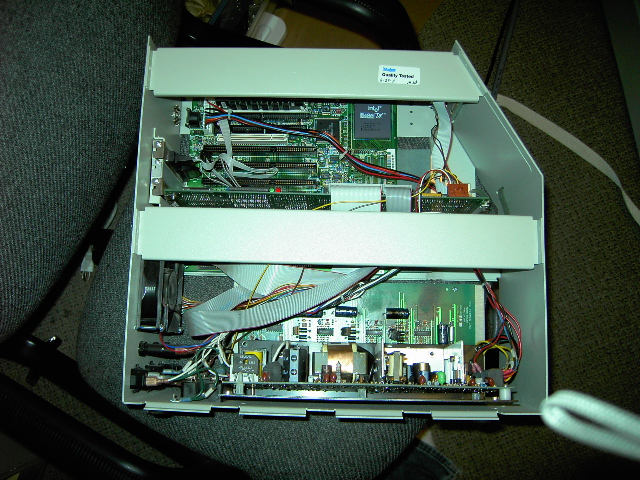{kind=link}
{kind=link}
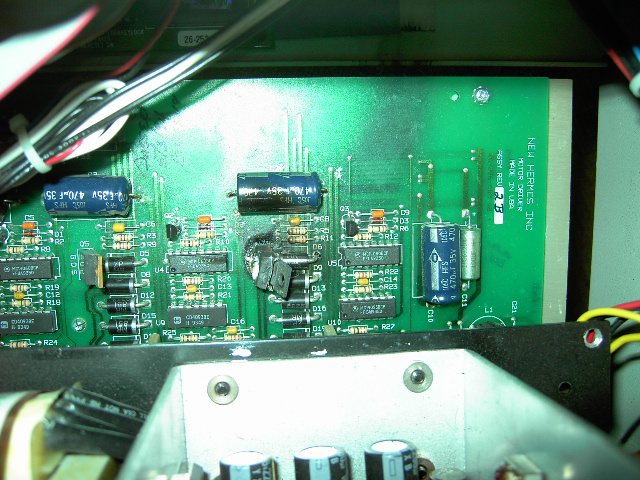{kind=link}
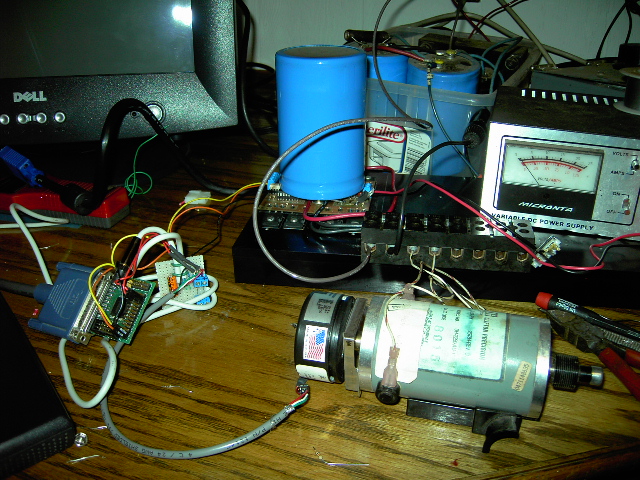{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}