Back
[00:11:08] <cradek> http://xkcd.com/
[01:49:02] <jmkasunich_> jmkasunich_ is now known as jmkasunich
[02:07:49] <JymmmEMC> cradek: LOL
http://www.leapsecond.com/hp5071a/
[02:10:31] <SWPadnos> http://www.leapsecond.com/pages/atomic-bill/
[02:37:57] <tomp> help! i got a mobo with socket 478. with a big rect plactic ring around the cpu socket to hold a cooler. Every one of the clip anchors broke. Can it be replaced? ( i wondered why it would hang so quickly.... the fans not on the cpu )
[02:38:31] <SWPadnos> the ring is separate from the socket and the CPU/fan?
[02:38:39] <tomp> yes
[02:39:07] <Ziegler> superglue ?
[02:39:10] <tomp> i've seen them on mobos before, wonder if there's someplace to get new ones
[02:39:27] <Ziegler> >:)
[02:39:28] <tomp> glue... .040 cross section and very strong clips
[02:40:02] <tomp> looks like tie wraps till i get a new mobo :(
[02:40:06] <SWPadnos> I thought I might have a spare thing with that socket on it, but I was wrong
[02:40:28] <tomp> thanks for looking, i'm off to the boneyard myseff
[02:40:52] <SWPadnos> sure. sorry, but I don't have much Intel stuff around :)
[02:46:36] <toast> does anyone here like skinny puppy
[02:46:58] <SWPadnos> dose anyone here know what skinny puppy is?
[02:46:59] <SWPadnos> does
[02:48:06] <toast> http://www.youtube.com/watch?v=SmE5NeX7Ooc
[02:48:12] <toast> skinny puppy!
[02:48:29] <toast> if you don't know who they are, you probably hate them
[02:49:15] <SWPadnos> well, it doesn't look like I like them much at the moment :)
[02:50:39] <toast> haha
[03:11:45] <cradek> SWPadnos: I like that atomic wristwatch photo
[03:11:53] <SWPadnos> heh - yeah, that's a funny one
[03:18:09] <cradek> more my speed:
http://www.youtube.com/watch?v=iZaZqx9v3dU
[03:18:34] <SWPadnos> hmmm. I think he's gonna be in town next week
[03:18:51] <JymmmEMC> cradek: Sorry, I don't do nose singing tyvm
[03:18:52] <cradek> I still haven't seen him. I better hurry if I want to I guess.
[03:19:01] <SWPadnos> I'll probably be able to hear it from here, if he's as loud as Bob Dylan
[03:19:34] <cradek> heh Jymmm wouldn't like Bob either I bet.
[03:19:43] <JymmmEMC> =)
[03:19:50] <SWPadnos> I might have liked him if I could have understood even one word he said
[03:20:18] <SWPadnos> (to be fair, we didn't go to the concert, just took a walk and heard it)
[03:20:19] <cradek> Bob was pretty good 30 years ago.
[03:20:46] <cradek> Willie has aged a little better I think...
[03:21:08] <SWPadnos> (dylan) he's an amazing writer, but I'm not sure his voice was ever to my taste
[03:21:46] <cradek> I think it was interesting/unique when he was young
[03:23:43] <cradek> 1965:
http://www.youtube.com/watch?v=z8rD1GpIgpo
[03:23:57] <cradek> he could sing then ... not really anymore.
[03:24:11] <cradek> (youtube is sure cool.)
[03:24:42] <SWPadnos> wow - I can understand many of the words
[03:24:48] <cradek> haha
[03:26:06] <cradek> I saw a modernish video of him trying to sing "don't think twice" - he couldn't remember the words.
[03:26:16] <cradek> time to quite performing then...
[03:26:30] <SWPadnos> heh - maybe he should have throught thrice
[03:27:59] <cradek> yeah here it is:
http://www.youtube.com/watch?v=zyc0YEV_1Y8
[03:29:21] <JymmmEMC> BC547
[03:29:44] <JymmmEMC> doh, wrong window
[03:30:05] <SWPadnos> bad diode :)
[03:30:21] <JymmmEMC> I hope so, since it's a transistor
[03:30:22] <JymmmEMC> =)
[03:30:27] <SWPadnos> damn!
[03:30:31] <SWPadnos> two diodes :)
[03:30:44] <JymmmEMC> less a junction =)
[03:30:46] <cradek> very close together
[03:31:03] <SWPadnos> siamese not-quite-twin diodes
[03:31:17] <JymmmEMC> SWPadnos: from taiwan
[03:31:38] <JymmmEMC> ;)
[03:36:03] <cradek> http://www.youtube.com/watch?v=lIOWWEZZxvY
[03:36:22] <cradek> my friend's mirror-covered "disco limo" that he's putting together for burning man
[03:36:50] <cradek> (I've been helping him design the rotating disco ball for the trunk)
[03:36:59] <cradek> it's not quite working yet I guess
[03:41:54] <SWPadnos> heh - that's relatively cool
[03:42:15] <SWPadnos> not that I'd be caught dead riding in it (anywhere but near Burning Man :) )
[03:42:21] <cradek> haha
[03:42:25] <cradek> they're driving it there from CA
[03:43:39] <SWPadnos> ok - I wasn't sure it looked like it would make it from Nebraska ;)
[03:43:44] <cradek> I asked him if drilling holes in the trunk for the disco ball mount would hurt or help the resale value. He honestly doesn't know.
[04:06:56] <tomp> ah, its a 'heat sink retention ring' and i found 2 on ebay for 10$ sweet
[07:34:43] <JymmmEMC> Anyone know the cable length limit for serial RS-232?
[08:38:35] <archivist> something silly like 1000 metres
[08:39:03] <archivist> assuming real 12v rs232
[08:42:02] <JymmmEMC> ok cool
[08:44:21] <archivist> iirc
[08:46:09] <archivist> must be 20 years since I read a RS232 spec
[08:47:34] <archivist> at that time 115K did NOT exist so....
[08:48:03] <archivist> maybe 4800
[08:48:09] <archivist> or 9600
[08:49:28] <JymmmEMC> heh
[08:56:33] <JymmmEMC> RS-232 == TTL ???
[08:58:57] <archivist> rs232 <>5v
[08:59:18] <JymmmEMC> TTL == 0to12V ?
[08:59:28] <archivist> there are some crap implementations -12 +12
[08:59:43] <JymmmEMC> ok, what voltage is RS-232?
[09:00:04] <JymmmEMC> for HI
[09:00:12] <archivist> HI+
[09:00:21] <archivist> HI????
[09:00:23] <JymmmEMC> 5 or 12?
[09:03:43] <archivist> http://en.wikipedia.org/wiki/RS-232
[09:04:25] <JymmmEMC> ok 12V
[09:04:49] <JymmmEMC> and TTL voltages?
[09:05:33] <JymmmEMC> Basically, I want to hook a device with bare leads that outputs TTL and shove it in the serial port.
[09:05:52] <JymmmEMC> do I need something like a MAX232?
[09:06:28] <JymmmEMC> I do NOT neede bi-directional comms, just read from the signal
[09:06:44] <archivist> heh that article claims it was designed for 15 meters cable length
[09:07:16] <archivist> MAX232 is a nice chip
[09:07:41] <JymmmEMC> 15m would (should) be fine.
[12:13:18] <Guest517> Guest517 is now known as skunkworks_
[12:22:13] <skunkworks_> Hey ray? did you get your cloke off? ;)
[12:22:35] <skunkworks_> on a lighter note - did you get your high speed internet?
[12:24:02] <rayh> Not yet for either.
[12:24:08] <skunkworks_> sarn
[12:24:10] <skunkworks_> darn
[12:24:21] <rayh> The microwave folk found some interference.
[12:24:27] <skunkworks_> yeck
[12:24:33] <rayh> They are changing channel on some of their stuff.
[12:24:41] <rayh> But I do get a sig at the house.
[12:25:12] <rayh> How you doing today?
[12:25:41] <skunkworks_> Good - no major issues yet - and it is friday..
[12:26:03] <skunkworks_> Did you get much rain up there? Here we had a 'bit' of flooding.
[12:27:38] <skunkworks_> last weekend we got 5+ inches some areas got a foot.
[12:28:02] <skunkworks_> lots of mud slides and washed out roads.
[12:28:41] <rayh> Not hardly a drop.
[12:42:55] <skunkworks_> Did art do any developing on emc before mach?
[12:43:11] <skunkworks_> http://groups.yahoo.com/group/CAD_CAM_EDM_DRO/message/93580
[12:43:36] <skunkworks_> He is always talking the praises of emc :)
[13:03:40] <fenn> rayh: do you know much about how the manpages are built?
[13:09:39] <jepler> fenn: the autogenerated pages in setion 9 are generated by invoking "comp --document"
[13:09:53] <jepler> emc.1 is generated from emc.1.in by configure
[13:10:00] <jepler> I think the rest are handwritten
[13:10:15] <jepler> 3hal/3rtai re handwritten
[13:11:33] <jepler> some of the .9 are handwritten -- for instance stepgen.9
[13:12:11] <fenn> the rest come from the comp source right?
[13:12:41] <jepler> yes most of the .9 are autogenerated from .comp files with --document
[13:13:31] <fenn> oops you just said that
[13:14:08] <jepler> I don't mind repeating myself
[13:25:28] <jepler> stupid dodgy hotel wireless
[13:25:43] <jepler> if you sit in the wrong place you seem to ping-pong between the free "conference" wireless and the pay "room" wireless
[13:26:09] <fenn> just put a metal shield between you and the room
[13:28:26] <fenn> i wonder if the manpages should be included in the .pdf's
[13:28:39] <fenn> for people that are addicted to dead trees
[13:28:38] <jepler> I can't believe this works:
http://www.riccibitti.com/pcb/pcb.htm
[13:28:52] <jepler> fenn:
http://linuxcnc.org/docs/devel/EMC2_Manual_Pages.pdf
[13:29:10] <jepler> some rule in docs/src/Makefile makes a pdf from all the manpages
[13:29:12] <fenn> dammit every time i come up with a great idea someone's already thought of it :)
[13:29:48] <jepler> odd, it looks like the top line of each page is cut off
[13:30:01] <jepler> the line that should say e.g., EMC(1) The Enhanced Machine Controller EMC(1)
[13:31:33] <rayh> hey fenn -- I've done that before. The worst is thinking up something but doing nothing about it and then someone else comes along and makes a billion.
[13:33:18] <rayh> jepler, I need to give my "@emc/board-of-directors" away. Got any clues how to do that?
[13:33:44] <fenn> there's a staff member around, "seanw"
[13:34:25] <jepler> rayh: I think you have to ask a staff member
[13:36:46] <jepler> rayh: if you ask, you should probably have the board-of-directors cloak to me and SWPadnos even though the election results aren't final yet
[13:37:45] <jepler> aha -- fixed
[13:37:56] <jepler> looks like grops assumes A4 paper but ps2pdf assumed letter paper
[13:38:01] <jepler> now it's letter all the way through, since we're all americans
[13:39:05] <fenn> A4 paper, isnt that like, transcendental numbers for dimensions?
[13:39:08] <jepler> darn, the stepgen diagram is completely fubar'd
[13:40:27] <rayh> jepler, talking with seanw now. Thanks fenn.
[13:41:26] <rayh> Some sort of issue with unknown group contact -- me I think.
[13:43:06] <jepler> bbl
[15:04:03] <jepler> huh, I just noticed that the xylotex requires 2.9V as minimum input high voltage
[15:04:17] <jepler> I don't think pluto will deliver that
[15:05:34] <jlmjvm> jepler:is pluto step gonna be included in 2.2?
[15:07:17] <jepler> jlmjvm: it is in the TRUNK, the plan is that it will be in 2.2.
[15:07:43] <jepler> jlmjvm: until it's been used in a few machines I would still consider it experimental
[15:09:38] <jlmjvm> i would like to experiment,i have a stepper mill,perfect setup for it
[15:10:18] <jlmjvm> could give my feedback also
[15:11:23] <jepler> if you want to do that now, you can -- but you have to build emc2 from source
[15:12:23] <jlmjvm> never done that before
[15:12:53] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#On_Ubuntu_5_10_and_6_06_from_source
[15:14:10] <jlmjvm> how many inputs does the pluto have
[15:14:48] <jepler> "The driver has 4 step+direction channels, 14 dedicated digital outputs, and 16 dedicated digital inputs." --
http://linuxcnc.org/docs/devel/html/man/man9/pluto_step.9.html
[15:15:41] <jlmjvm> that would be perfect,need 9 inputs just for the encoders
[15:16:06] <jepler> that may not work well with the pluto
[15:16:14] <cradek> you can't read encoders on general purpose IO that's read at the servo cycle
[15:16:15] <jepler> the pluto is intended for use where there is no "fast thread"
[15:16:30] <jepler> so you can read at 1ms or 500us, not 50us or 20us
[15:16:33] <jlmjvm> gonna try to home to index and have ferror
[15:17:41] <skunkworks_> It is really easy to build head.. just remember to activate the universe and multiverse.
[15:17:46] <skunkworks_> (trunk)
[15:17:47] <fenn> the pluto cant read fast encoders?
[15:18:09] <jepler> pluto-step is for steppers -- it has step generators and general-purpose I/O pins
[15:18:21] <jepler> pluto-servo is for servos -- it has pwm generators, encoder counters, and general-purpose I/O pins
[15:18:27] <skunkworks_> The servo firmware can.. just using the pluto inputs won't work - they would only get looked at once per servo cycle.
[15:18:48] <jepler> there aren't enough chip resources for step generators plus encoder counters plus general-purpose I/O
[15:19:11] <jlmjvm> i thought if this could be done with 2 paraports that it could be done with a pluto also
[15:19:55] <jlmjvm> was getting ready to do this with 2 paraports
[15:23:20] <jlmjvm> thanks for the info,prolly saved me a lot of time
[15:24:37] <jepler> the idea behind pluto is to offload specific work to an FPGA. the downsides are that the "specific work" is chosen by the developer when he writes the VHDL code that will be on the pluto, and that the remaining general purpose I/O pins cannot be read or written by fast HAL threads, only by slow ones (because *all* chip registers are read or written at one time, a process which takes more like 50uS than 1uS)
[15:24:42] <fenn> what if you had 2 plutos, one to run the stepping and one to watch the encoders
[15:25:15] <SWPadnos> then you might as well get a Mesa
[15:25:19] <jepler> bbl, my laptop battery is dead
[15:25:20] <jlmjvm> or a pluto and a paraport
[15:25:41] <fenn> swp does the mesa card do step generation (with emc)
[15:26:02] <SWPadnos> software won't be able to read the encoders anywhere near as fast as the pluto can generate steps
[15:26:23] <jlmjvm> but this will be a slow machine
[15:26:30] <SWPadnos> fenn, jmkasunich is working on it, it's largely done, but the user tools to set up figurations are causing a block
[15:26:41] <jlmjvm> prolly 100 to 150 ipm
[15:26:43] <SWPadnos> s/figurations/configurations/
[15:26:55] <fenn> * fenn figurates wildly
[15:27:18] <SWPadnos> jlmjvm, can EMC generate enough steps/second to run the machine that fast?
[15:27:29] <SWPadnos> through software
[15:27:42] <jlmjvm> i can generate enough for over 300 ipm
[15:28:38] <jlmjvm> dont wanna run machine that fast
[15:29:09] <SWPadnos> ok, then the best bet will be either to use two parallel ports (cheap now, works, simple) or get a Mesa card (more expensive now, can still do step generation in software, has encoder counters, more expandable)
[15:30:03] <jlmjvm> gonna go the paraport route first,already have them here
[15:30:12] <SWPadnos> then it's really inexpensive ;)
[15:30:45] <jlmjvm> ordering encoders today,finally have the money
[15:31:34] <jlmjvm> my pacsi steppers already have holes tapped for encoders
[15:32:40] <jlmjvm> the us digital should just bolt on
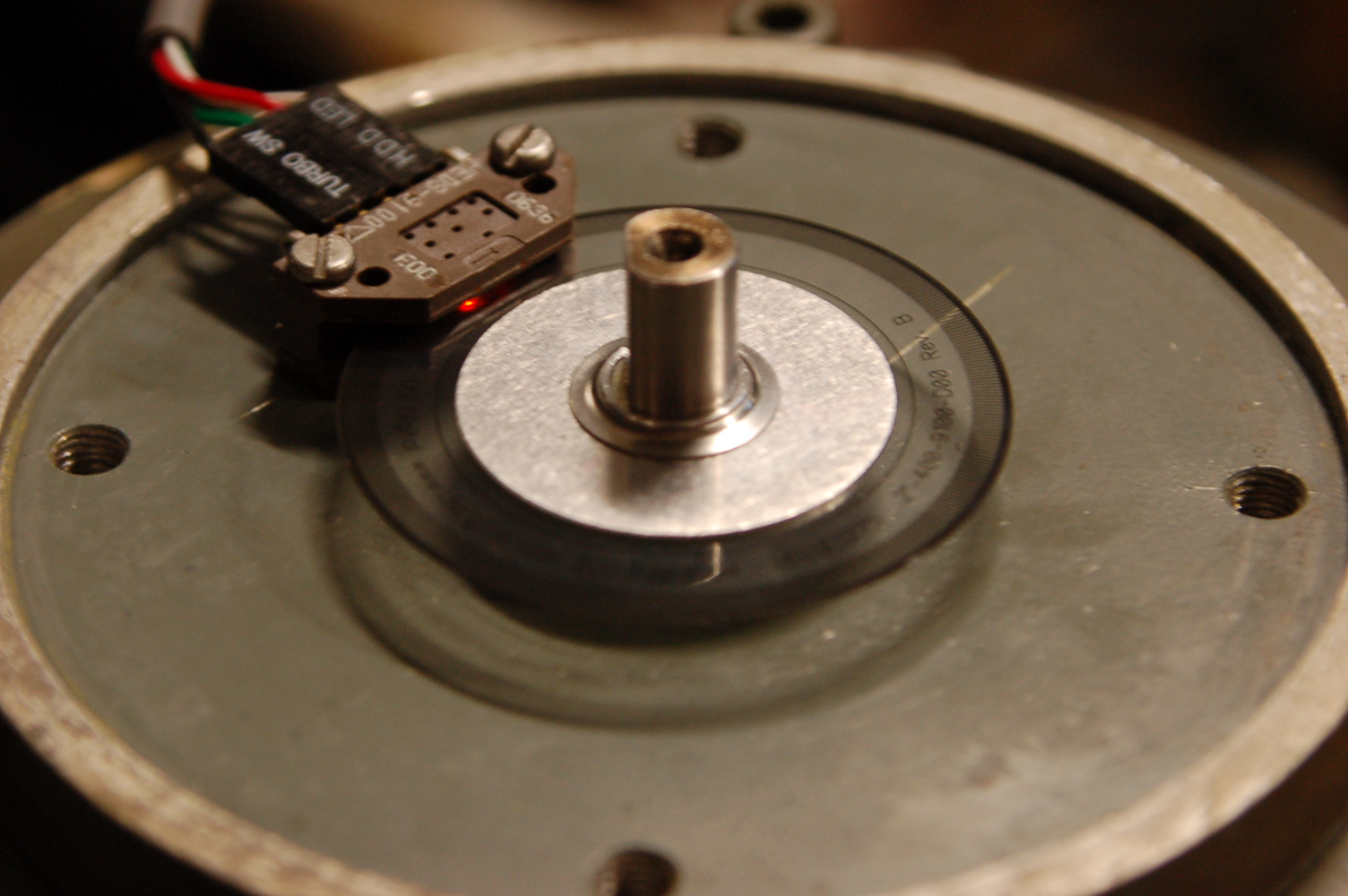
[15:38:23] <skunkworks_> jlmjvm:
http://www.electronicsam.com/images/KandT/servostart/Encoder.JPG
[15:41:18] <cnc_engineer> how can we restart a part program in tkEMC from the same line no. after power failure
[15:49:22] <cnc_engineer> :-S
[15:50:40] <skunkworks_> in axis there is a run from next line menu item.. I don't know what it is in tkemc
[15:51:11] <SWPadnos> heh -sorry about that. I know there's a restart from line mechanism in tkemc, I just don't know specifically what it is
[15:51:55] <SWPadnos> it's something like open file / click on line / click "set run from line", then run, but I'm not positive
[15:54:05] <cnc_engineer> SWPadnos: i tried this to set run mark on a line but failed to start the execution
[15:54:44] <SWPadnos> ah
[15:54:57] <SWPadnos> I hope it works, if you have a part in the machine :)
[15:55:05] <Adam-alt> skunkworks where can I get an encoder like that? it would be easier than me trying to tap the shaft on my induction motor...
[15:55:57] <skunkworks_> Adam-alt:
http://www.usdigital.com/products/modules-disks-linear-strips.shtml
[15:59:24] <cnc_engineer> SWPadnos: Whenever theres any intruption in the running part program due to any reason (like following error) I failed to resume job even after rest the controller.
[16:00:16] <Adam-alt> So i get that encoder and order some of that strip. That is smart, how close does the encoder have to be to the strip?
[16:00:17] <SWPadnos> does that mean that you pressed "run" and it didn't work, or that you didn't remember to do it?
[16:01:11] <skunkworks_> Adam-alt: I think the pdf files they have give mounting dims
[16:02:31] <cnc_engineer> Yess I clicked the run button but the state stey idle. and the only way to reload the file and start from bigning
[16:02:49] <skunkworks_> Adam-alt:
http://www.usdigital.com/products/em1-heds/graphics/em1-mechanical-alignment-disk-hires.gif
[16:03:32] <SWPadnos> cnc_engineer, hmmm. unfortunately, I don't have enough practical experience with running EMC to be able to help you at the moment. (I also don't have an EMC computer running at the moment)
[16:06:02] <cnc_engineer> OKey, can we see a preview in tkEMC befor ruuning the machine, Just like off line simulation ?
[16:06:32] <SWPadnos> not in TkEMC - I think you can only get backplot as the program runs
[16:06:50] <SWPadnos> If you want a preview, you can use AXIS instead
[16:10:01] <jepler> in tkemc, it looks like you perform these steps: Select File > Edit, scroll to the line you want and click it, click "Set Run Mark", click "OK", close the edit window, click "run"
[16:16:06] <cnc_engineer> Jepler: Sir I did the same many time but failed to start the program
[16:17:34] <fenn> make sure you're positioned above where that line starts or it will go directly there (possibly gouging your part)
[16:17:45] <SWPadnos> cnc_engineer, were you able to get the machine to come out of ESTOP, and set into auto mode?
[16:20:31] <cnc_engineer> Yes, machine become out off E Stop And in auto mode. Cliking at run button status steys Idle
[16:21:18] <SWPadnos> hmmm. I wonder if it helps (or hurts) to hit abort before trying to restart
[16:22:04] <fenn> worked for me (after pressing abort)
[16:24:32] <SWPadnos> fenn, does that represent a change (did it not work without abort being pressed)?
[16:24:59] <fenn> i dont know, i keep messing up and pressing abort first :)
[16:25:07] <SWPadnos> heh
[16:25:09] <fenn> its very picky
[16:26:33] <fenn> yes it worked without pressing abort first
[16:26:54] <fenn> now the line in the backplot is red - wonder what that means
[16:30:10] <jepler> I doubt that run-from-line actually does what most people want
[16:30:44] <jepler> for instance I think you start cutting without the spindle turning if you skip over the M3 line
[16:30:45] <skunkworks_> I think people forget about all the prep-codes that are at the begining of the program
[16:31:03] <fenn> better to just edit the file by hand
[16:31:23] <jepler> yes, but I understand many shop environments don't permit that
[16:31:25] <fenn> or put a UPS on the mill :D
[16:31:56] <fenn> not sure there's a universally good solution
[16:32:07] <fenn> for example what if you base an offset on some tool probing
[16:32:57] <fenn> but "what most people want" is probably better than nothing
[16:34:13] <jepler> there may be just a few things (like "start the spindle turning") that make it better
[16:34:38] <jepler> but it beats me, and since I'll use the "edit and run new file" approach (or toss the part and start over again) I'm not likely to write it
[16:37:02] <skunkworks_> run from a line seems like a neet idea until you actually think about it or try to use it ;)
[16:37:29] <fenn> skunkworks_: as are most things :)
[16:38:09] <SWPadnos> when you want to use it under operator control, it makes more sense. as a failure recovery mechanism, it leaves much to be desired
[16:38:16] <jlmjvm> you mean you cant do a restart in a program from a tool change?
[16:38:31] <SWPadnos> you don't need to stop the program to do a tool change
[16:39:23] <jlmjvm> shouldnt run from line actually read the whole program and wait for cycle start to start from the line
[16:40:57] <jlmjvm> no,im saying if you have a 10 tool program,can this program be restarted from say tool 5?
[16:40:58] <jepler> the GUIs generally separate choosing the line from starting to mill
[16:41:11] <fenn> jlmjvm: while a tool change might seem like a convenient starting point, it leaves out offsets, movement modes, unit selection, and tons of things we havent even thought about
[16:42:02] <jlmjvm> not if it read the program from the begining
[16:42:16] <fenn> you'd have to actually run the code to get those things into memory
[16:42:22] <jlmjvm> you dont actually start from the line
[16:42:35] <jlmjvm> thats what i said
[16:42:49] <fenn> but if you're running the code, you arent starting from that line
[16:42:52] <jepler> I urge any of you who care about this to experiment a bit to understand what emc2 currently does with "run from line".
[16:43:26] <jepler> I think that the implementation is a little bit like running 'verify' until you get to the chosen line, and then actually running the code on the lines after that
[16:43:27] <fenn> does anyone know what motion.spindle-speed-in is used for?
[16:43:46] <jepler> if that's true, then things that are largely internal -- like G20/G21 units selection -- will take effect
[16:43:54] <jepler> but things that are external (lilke M3 start spindle)3$ aren't.
[16:44:12] <jepler> fenn: it's used for feed-per-revolution
[16:44:46] <jlmjvm> if it reads it it should it should turn on the spindle
[16:45:01] <jlmjvm> every cnc mill i have ever run does this
[16:45:04] <jepler> jlmjvm: I am not arguing about what is ideal
[16:45:35] <jepler> I am telling you that emc has some particular implementation that leads to a particular behavior
[16:45:43] <jlmjvm> dont mean to argue,just giving input,thought it already does this
[16:46:56] <jepler> I could be mistaken about what emc does, since I seldom use the feature we're discussing
[16:47:26] <jlmjvm> have a big horizontal boring mill to retrofit with a 66 tool changer coming up
[16:47:52] <jlmjvm> ive never used it yet,wouldnt suprise if it does work already
[16:48:41] <fenn> thats a lot of tools
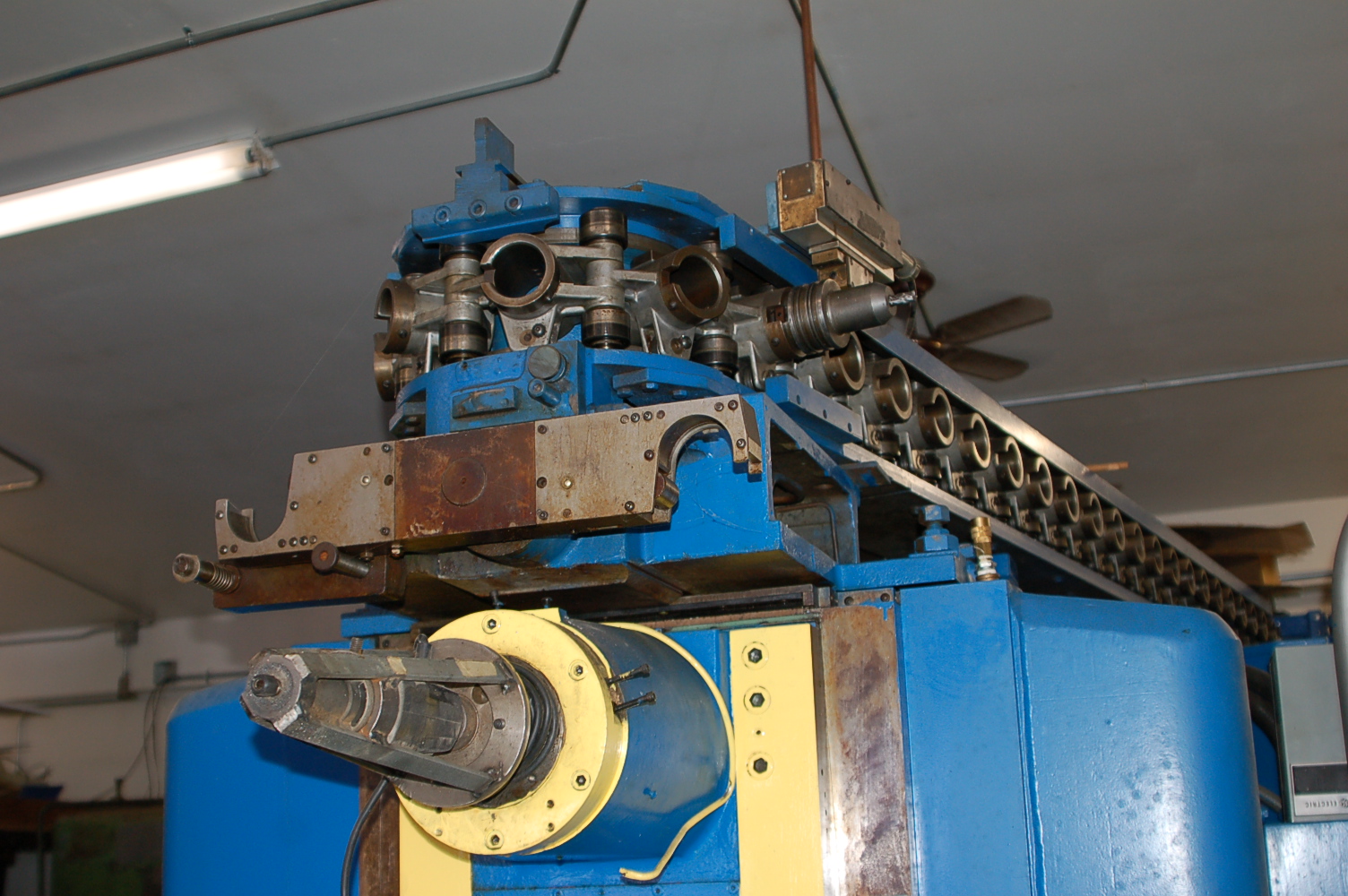
[16:49:09] <skunkworks_> jlmjvm:
http://www.electronicsam.com/images/KandT/conversion/toolchangerspindle.JPG
[16:49:13] <jlmjvm> need to find out if i can restart from a tool change,dont wanna find out i cant after ive got the mill going
[16:49:44] <jlmjvm> cool pic
[16:49:46] <fenn> so skunkworks_ you gonna put a hexapod on the end of that spindle? :P
[16:50:16] <skunkworks_> heh
[16:50:33] <SWPadnos> "restart from tool change" is a subset of "restart from line". whatever facility EMC has for restarting will work from a toolchange, though there won't be a nice menu with a list of tool changes to pick from
[16:50:39] <fenn> did you guys build the room around the mill?
[16:51:25] <skunkworks_> fenn: we built the building for the mill... The concrete is the connection between the spindle and the table. 2ft thick of it.
[16:53:01] <skunkworks_> fenn: at some point I want to build a bigger verion of this for it
http://www.youtube.com/watch?v=w0-tXDEvAqg
[16:53:11] <skunkworks_> to get the 4th and 5th axis
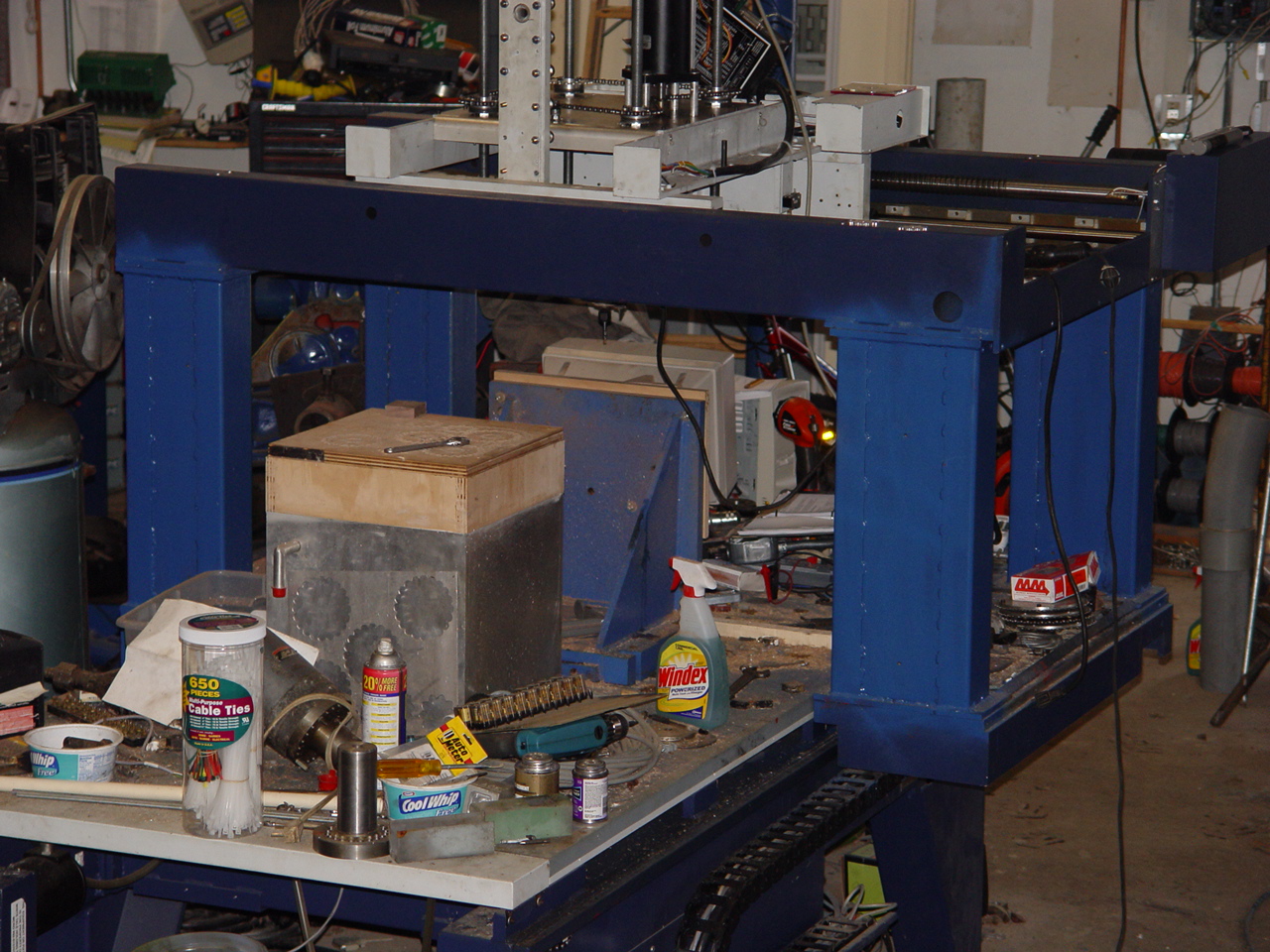
[16:53:55] <fenn> when you were cutting circuit boards, how did you move the table around? or was that on a different mill?
[16:54:10] <skunkworks_> yah - that was on the gantry
[16:54:19] <fenn> oh.. so what's the router for?
[16:54:42] <skunkworks_> http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[16:54:49] <jlmjvm> i need to make 1 of those for my boss mill
[16:55:12] <fenn> the.. small black thing inside what looks sorta like a hexapod
[16:55:24] <skunkworks_> the last thing that was used for was cutting out clutch plates for a crawler.
[16:56:15] <fenn> man save me some stuff from your next trip to the scrapyard..
[16:56:42] <skunkworks_> heh - they have been trying to organize the place.
[16:58:07] <archivist> space heals up
[16:58:28] <fenn> the autonomous mess monster
[16:58:32] <skunkworks_> that is a die-grinder. we where cutting out clutch plates for a crawler. The inside of them where splined. an 1/8 carbide cutter did all of it.
[16:58:38] <fenn> once it starts growing, it keeps growing
[16:58:47] <skunkworks_> around 20 inches in diameter
[17:02:33] <fenn> arrg 20 days later and still no tracking info
[17:02:48] <skunkworks_> yeck - what did you get? if I may ask
[17:02:58] <fenn> i'd be much more excited about futurlec if they would just ship the stuff when you order it
[17:03:15] <fenn> microcontrollers, stuff..
[17:03:41] <skunkworks_> ah - I had ordered stuff from futrlec before. Don't remember any issues.
[17:04:02] <skunkworks_> there 64i/o card or whatever it is.
[17:04:08] <fenn> i got some attiny261's from digikey on accident instead of attiny26. apparently gcc-avr doesnt work so well with them
[17:04:37] <fenn> although it's supposed to
[17:10:42] <skunkworks_> 72 i/o
[17:16:42] <SWPadnos> fenn, it should be relatively easy to add the extra registers to the definition file for the ATTiny26
[17:17:12] <SWPadnos> there aren't many software-visible differences between the parts other than the SFR map
[17:18:03] <SWPadnos> you'd need to enable the compiler to generate the SPM instruction if you want to make self-programming code, but that's probably unnecessary at first
[17:45:14] <fenn> SWPadnos: the reason i was getting the attiny26's is because i didnt want to mess with anything - all new development is going to be for atmega48 anyway
[17:45:37] <fenn> maybe
[17:46:16] <SWPadnos> it's certainly easier to not mess with stuff, but changing a header file doesn't seem too heinous
[17:46:43] <fenn> basically i saw it as "this is supposed to work, according to the release notes, but it doesnt - oh well"
[17:47:48] <fenn> actually my programs run if i compile them for attiny26
[17:48:44] <SWPadnos> yeah - I'd think the port map would just be extended, not rearranged much
[17:49:10] <SWPadnos> since the memory map is the same between the parts (amount of SRAM, etc), the initialization is mostly the same
[17:53:15] <Noobie1000> Hi cradek, I promised to mail you my ini file (Sherline mill mm xyza). It works fine, where should I send it to?
[17:54:57] <skunkworks_> chris (at) timeguy.com should work
[17:55:04] <Noobie1000> Thank you
[18:00:56] <skunkworks_> Noobie1000: how is it running?
[18:25:18] <fenn> a-l-p-h-a2: i hate your photo gallery
[18:27:23] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[19:26:16] <a-l-p-h-a> fenn, hehehe
[19:26:24] <a-l-p-h-a> too bad. :) I wrote it.
[19:26:36] <a-l-p-h-a> I haven't had time to write anything new
[19:26:40] <a-l-p-h-a> work's taking up a lot of time
[19:30:09] <archivist> has anybody tested
http://www.usdigital.com/ stuff for accuracy pprice seems right but....
[19:30:43] <archivist> a bit light on specs in their data
[19:32:21] <maddash> whooooooooooooooooooooooooooooooooooo touchscreen!
[19:36:09] <fenn> maybe i'm crazy but $50 for an encoder doesnt seem all that cheap
[19:38:23] <archivist> accuracy is a bitch, I would like to measure or know what the errors are
[19:39:23] <JymmmEMC> fenn: It's home to the $10 encoder though
[19:39:33] <fenn> jymmm which one?
[19:39:45] <fenn> * fenn wants a url
[19:39:44] <JymmmEMC> that url, top right corner
[19:40:06] <a-l-p-h-a> when you order 10K of them!
[19:40:20] <archivist> bleh
[19:40:28] <fenn> well $20 is better than $50
[19:41:42] <archivist> a gear miller needs good accuracy and high resolution for high count gears
[19:41:51] <JymmmEMC> fenn: well, I guess you could always take apart a pot instead =)
[19:42:06] <JymmmEMC> or a mouse
[19:42:10] <fenn> yep
[19:42:19] <fenn> you can make huge encoders with a laser printer and a mouse
[19:42:26] <archivist> shitzu encoders
[19:42:56] <anonimasu> fenn: well, it looks really nice with a 20" disk at the end of your motors.
[19:43:05] <fenn> 8.5"
[19:43:09] <JymmmEMC> fenn: time ! money
[19:43:11] <fenn> well a bit less than that
[19:43:37] <anonimasu> that's huge :)
[19:43:45] <fenn> all those lines just make the electronics complicated anyway :P
[19:43:51] <JymmmEMC> heh
[19:44:37] <fenn> an 8.5" encoder would have 8000 lines on a 600 dpi laser printer
[19:44:46] <fenn> theoretically
[19:45:04] <archivist> resolution nice but accuracy??
[19:45:15] <JymmmEMC> fenn: Someone made a 4000 line disc using PS
[19:45:18] <fenn> pff just fix it in software
[19:45:21] <JymmmEMC> iirc
[19:45:58] <JymmmEMC> can TTL output be shoved directly into the serial port?
[19:46:13] <fenn> yes
[19:46:31] <archivist> but will it work
[19:46:51] <JymmmEMC> what he said
[19:47:04] <archivist> as the switching point is out of the TTL spec
[19:47:08] <ds2> depends on the serial port imeplementation
[19:47:18] <fenn> oh hrm. maybe you need +-5V
[19:47:24] <ds2> there a some ports that will accept it
[19:47:58] <JymmmEMC> or is that what MAX232 is for?
[19:48:09] <ds2> *nod* that would put it in spec
[19:48:30] <fenn> max232 converts TTL to +-12V
[19:48:45] <ds2> +/- 10
[19:48:46] <JymmmEMC> and serial (rs-232) is +- 12V ???
[19:48:49] <ds2> they are doublers and inverters
[19:49:08] <archivist> JymmmEMC, I already told you all this
[19:49:28] <ds2> rs-232 +/-3Vish up to +/-15V (not sure about the low number)
[19:49:40] <JymmmEMC> archivist: No, I asked you a question and then no response.
[19:50:02] <JymmmEMC> or seriously delayed if any.
[19:50:04] <archivist> wtf look it the logs
[19:50:10] <archivist> in
[19:50:29] <ds2> http://gpsinformation.net/main/rs232c.htm
[19:50:54] <archivist> http://en.wikipedia.org/wiki/RS-232
[19:51:51] <fenn> whats all this serial port stuff about anywya
[19:52:02] <lerman> A conforming RS-232 transmitter outputs at least +/- 6 volts. A conforming receiver accepts +/- 3 volts (as mark/space).
[19:52:29] <lerman> The maximum voltage is around 20 (I forget).
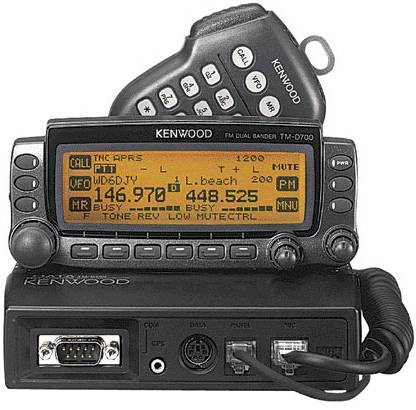
[19:53:10] <JymmmEMC> fenn: reading raw output from my radio via serial port
[19:55:33] <JymmmEMC> fenn: There's a 3rd port that was originally intended for two way video communications, but the video device is/was a POS option, I still want to utilize the port though.
[19:57:16] <JymmmEMC> fenn: the radio
http://aprs.qrz.ru/hard/tm-d700/kenwood-tm-d700.jpg (trying to hack the roound DIN connector)
[20:06:24] <fenn> video on a CB eh
[20:06:28] <fenn> that's crazy talk
[20:07:30] <fenn> jymmm why dont you hook it to a ps2 port
[20:09:01] <JymmmEMC> IT's not CB (27MHz)
[20:10:41] <JymmmEMC> fenn:
http://home.hot.rr.com/bci/VC-H1.htm
[20:12:44] <fenn> ah, so you're compensating for crappy software from the manufacturer
[20:12:58] <JymmmEMC> No, crappy video HW
[20:13:51] <skunkworks_> JymmmEMC: you have your ham licence?
[20:14:07] <JymmmEMC> skunkworks yep
[20:15:41] <archivist> er slowscan is analog serial
[20:16:50] <fenn> he can still do b&w pictures :)
[20:17:17] <archivist> needs a modem note rs232
[20:17:21] <archivist> not
[20:17:24] <JymmmEMC> No, no, I don't want to do video at all, I just want to use the port
[20:17:42] <JymmmEMC> Well, maybe video now that I think about it =)
[20:17:55] <JymmmEMC> but down the road =)
[20:19:09] <archivist> use the port to do what
[20:20:17] <JymmmEMC> Input WX to the internal TNC
[20:20:41] <Noobie1000> Hi, I am having trouble getting "image-to-gcode" to work (hole-circle works fine). Are there external packages to install?
[20:21:42] <skunkworks_> you have to add to the [filter] section of the ini file (or add the filter section). It is in the manual.. hold on
[20:21:57] <Noobie1000> This is done.
[20:22:24] <Noobie1000> When I open Torus.png, nothing happens
[20:22:30] <skunkworks_> http://www.linuxcnc.org/docs/2.1/html/gui/image-to-gcode/index.html
[20:22:42] <skunkworks_> oh - then I don't know. :)
[20:23:02] <skunkworks_> nothing happens as the open dialog box disapears and you go back to axis?
[20:24:36] <Noobie1000> Exactly...
[20:24:37] <jepler> start emc from a terminal window and see whether any messages appear when you try to open the .png file
[20:25:12] <Noobie1000> Exception in Tkinter callback
[20:25:12] <Noobie1000> Traceback (most recent call last):
[20:25:12] <Noobie1000> File "/usr/lib/python2.4/lib-tk/Tkinter.py", line 1345, in __call__
[20:25:12] <Noobie1000> return self.func(*args)
[20:25:12] <Noobie1000> File "/home/hugo/emc2.1.7/bin/axis", line 2210, in open_file
[20:25:13] <Noobie1000> commands.open_file_name(f)
[20:25:15] <Noobie1000> File "/home/hugo/emc2.1.7/bin/axis", line 2213, in open_file_name
[20:25:16] <Noobie1000> open_file_guts(f)
[20:25:19] <Noobie1000> File "/home/hugo/emc2.1.7/bin/axis", line 1600, in open_file_guts
[20:25:20] <Noobie1000> result = filter_program(program_filter, f, tempfile)
[20:25:22] <Noobie1000> File "/home/hugo/emc2.1.7/bin/axis", line 1572, in filter_program
[20:25:24] <Noobie1000> stdout=outfile)
[20:25:26] <Noobie1000> File "/usr/lib/python2.4/subprocess.py", line 542, in __init__
[20:25:28] <Noobie1000> errread, errwrite)
[20:25:30] <Noobie1000> File "/usr/lib/python2.4/subprocess.py", line 975, in _execute_child
[20:25:32] <Noobie1000> raise child_exception
[20:25:35] <Noobie1000> OSError: [Errno 2] No such file or directory
[20:25:37] <Noobie1000> Sorry about the multiple posts
[20:25:50] <skunkworks_> heh - next time use pastebin.ca
[20:26:00] <JymmmEMC> fenn archivist
http://www.findu.com/cgi-bin/near.cgi?call=KD4BBM-6 as example
[20:26:03] <Noobie1000> http://pastebin.ca/669547
[20:27:45] <jepler> Noobie1000: that means that the image-to-gcode script is not on your PATH. That could be because it wasn't installed or because your PATH is set incorrectly.
[20:28:05] <jepler> Noobie1000: first, look in your emc2.1.7/bin directory for the image-to-gcode executable file.
[20:28:13] <Noobie1000> ok
[20:29:38] <Noobie1000> It is in /src/emc/usr_intf/axis/scripts/ should I move it to bin?
[20:29:50] <JymmmEMC> fenn archivist The whole USA
http://mm.aprs.net/map.cgi?zoom=-1&click.x=516&click.y=241&lat=39.371852601301&lon=-106.741598665416&map=usa.mp&geo=&black=0&range=58.2909749263652&last=1&maplist=master.txt&width=640&call=*&height=480
[20:30:01] <jepler> Noobie1000: there should be a copy placed in 'bin' when you 'make'
[20:31:53] <Noobie1000> Interesting, it is there, but without the .py extension
[20:32:14] <jepler> yes that is how it should be
[20:32:56] <jepler> what happens in the shell when you try to invoke it? Just type: image-to-gcode at the terminal
[20:33:10] <Noobie1000> If I put the .py extension, the program works for a while and I get another error
[20:34:08] <Noobie1000> It works from the console
[20:35:25] <jepler> you should not put the .py
[20:35:34] <jepler> the installed program is called "image-to-gcode", not "image-to-gcode.py"
[20:35:47] <jepler> if you put "image-to-gcode.py" in your .ini file, then it will not work
[20:35:59] <jepler> let's look carefully at the lines you put in the [FILTERS] section of the inifile
[20:36:40] <Noobie1000> http://pastebin.ca/669558
[20:37:33] <jepler> OK -- I see now that the documentation incorrectly shows a ".py" extension on image-to-gcode
[20:37:52] <jepler> you should change your inifile to read: png = image-to-gcode
[20:37:53] <Noobie1000> I should have spotted that
[20:37:58] <jepler> and the same for the gif line
[20:38:06] <jepler> I will correct the documentation for the next release
[20:38:58] <CIA-24> 03jepler 07v2_1_branch * 10emc2/docs/src/gui/axis.lyx: show the correct name for image-to-gcode in the documentation (thanks to Noobie1000 for alerting me to this)
[20:39:01] <Noobie1000> I still get a Exit 0 when I try to load the image
[20:39:29] <Noobie1000> http://pastebin.ca/669559
[20:41:17] <skunkworks_> which documentation says tnat?
[20:41:19] <jepler> do you have another image file to try?
[20:41:44] <jepler> skunkworks_:
http://linuxcnc.org/docs/2.1/html/gui/axis/ and the corresponding PDF documentation
[20:42:46] <skunkworks_> heh - funny. never used that.
http://www.linuxcnc.org/docs/2.1/html/gui/image-to-gcode/index.html and corisponding pdf is correct
[20:43:02] <Noobie1000> Jepler, it works with emc.gif... so my Torus is bad. THanks
[20:43:16] <jepler> Noobie1000: weird -- how did you download emc 2.1.7?
[20:43:43] <Noobie1000> ./scripts/emc from my 2.1.7 build directory
[20:44:36] <skunkworks_> does the torus open in the default viewer?
[20:44:39] <jepler> Noobie1000: how did you download the source code for emc ?
[20:45:00] <Noobie1000> More info the Torus in my 2.1.7 directory works. I was opening a file in the /usr directory without noticing
[20:45:29] <jepler> I am still curious where the damaged torus.png came from ..
[20:46:01] <jepler> but in any case .. I am glad if I was able to help you
[20:47:07] <jepler> bbl
[20:48:44] <Noobie1000> The file in my /usr/share/emc is screwed up, probably my fault. Thanks for everything, now my axis works great.
[20:49:53] <Noobie1000> In Axis, is there a way to cut and paste from the console window in the bottom?
[21:59:34] <anonimasu> toast toast!
[22:15:29] <maddash> arghhhhhhhhhhhhhhhhhH!
[22:16:11] <toast> hai
[22:21:42] <maddash> fucccckkkkkkkkkkkkkkkkkkkk!
[22:22:37] <toast> did you crash an expensive machine
[22:24:16] <maddash> i can't `modprobe -r ieee80211_crypt_wep`
[22:24:25] <maddash> and my touchscreen is pissing me off
[22:25:10] <toast> =/
[22:25:14] <anonimasu> maddash: then you dont really have any problems :p
[22:27:09] <maddash> and i just fucking `rm -r trout *` when I meant to `rm -r trout*
[22:29:31] <maddash> fuck. fuck. fuck. I just accidentally deleted all my g02.4 work
[22:59:25] <ds2> are there standards for lathe spindle nose tapers?
[23:00:18] <lerman> Yes. I believe Machinerys Handbook has something.
[23:01:56] <lerman> See:
http://www.lathes.co.uk/latheparts/page8.html
[23:02:23] <ds2> looks big, but I'll dig
[23:02:47] <archivist> and all morse sizes are different tapers
[23:03:39] <ds2> I know i have a morse 3, it looks a lot like one of the european originals that the 9x20 imports came from but the 9x20 have a threaded spindle and I have a taper + flange
[23:03:57] <archivist> have data by me if needed
[23:04:27] <ds2> i'll go through the site first
[23:53:56] <toast> ds2:
[23:54:14] <toast> i'm kind of confused as to the kind of spindle nose you are describing
[23:56:54] <toast> but if there are no threads involved, it's almost assuredly a D1-x spindle nose
[23:57:00] <toast> for a home lathe
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}