Back
[00:00:02] <A2Sheds> 4096 x 2160 res
http://www.neobits.com/sony_vplvw1000es_sony_3d_ready_sxrd_projector_1080p_hdtv_16_9_4096_x_2160_ultra_hd_p1980454.html?atc=gbs $120 off list price!!
[00:02:17] <A2Sheds> so sorry wrong channel
[00:02:28] <Ekkeri> damn, I ordered pcb from itead today, of course they have new year now :)
[00:03:25] -!-
theorb [
[email protected]] has joined #emc
[00:04:54] -!-
theorbtwo has quit [Ping timeout: 268 seconds]
[00:05:02] <A2Sheds> new year is later
[00:05:04] <mshaver> Hey thanks for this pcb info! I normally end up at about $150 at GP because I buy a whole panel.
[00:05:09] theorb is now known as
theorbtwo
[00:06:18] <Ekkeri> http://ekke.kapsi.fi/temp/.hall_v01.jpg quick proto for hall sensor testing.. :)
[00:06:19] <mshaver> Sparkfun has a similar service, but sometimes the wait times are high before they can aggregate enough orders to do a run.
[00:15:45] <Tom_itx> mshaver GP is good for a decent size order
[00:16:14] <Tom_itx> i found itead cheaper for what i got but i think the wait time will be longer
[00:17:10] <Ekkeri> what you mean by GP?
[00:17:15] <Tom_itx> Gold Phoenix
[00:17:18] <mshaver> I compared using LadyAda's web based comparator and GP was always the cheapest, but these new services are cool for trying out ideas!
[00:17:19] <Ekkeri> ok
[00:17:29] <Tom_itx> yea
[00:17:30] <Tom_itx> h
[00:17:43] <Ekkeri> mshaver, yup, waiting time just sucks :/
[00:18:08] <Tom_itx> especially now with their New Year approaching
[00:18:41] <Tom_itx> thing about GP is their canadian office closes before that then you run into the new year thing at the factory
[00:19:03] <alex4nder-> what's the turnaround time on GP?
[00:19:06] <Tom_itx> and no matter who, HK post is a part of it too
[00:19:24] <Tom_itx> i think about 6 to 10 days for me
[00:19:29] <alex4nder-> that's pretty good
[00:19:31] <Tom_itx> closer to 10
[00:19:41] <Tom_itx> they ship FedEx here
[00:19:45] <alex4nder-> I've only ever used advanced circuits.. and they're fast/quality, but expensive.
[00:19:52] <alex4nder-> (relative to the chinese guys)
[00:19:54] <Tom_itx> yeah
[00:20:24] <Tom_itx> are they the ones in Colorado?
[00:20:28] <alex4nder-> yah
[00:27:00] <andypugh> Never seen this before:
http://en.wikipedia.org/wiki/File:Cordwoodcircuit.agr.jpg
[00:29:13] <mshaver> I've worked with this type of circuitry before in old tape drives.
[00:30:12] <andypugh> Looks like a whole lot of no-fun to repair?
[00:33:28] <andypugh> This is interesting too, like a CNC and encapsulated version of wire-wrap.
http://www.hitachi-chemical.com/products_pwb_05.htm
[00:33:49] -!-
mikegg has quit [Ping timeout: 240 seconds]
[00:33:51] <andypugh> No need to worry about routing, just run straight lines
[00:35:05] -!-
Nick001-Shop has quit [Ping timeout: 252 seconds]
[00:38:04] -!-
The_Ball [
[email protected]] has joined #emc
[00:41:49] <danimal_laptop> andypugh: did your motor work/
[00:41:52] <danimal_laptop> ?
[00:42:36] <mshaver> andypugh:This is the computer I worked on at my fist job in 1981:
http://users.monash.edu.au/~ralphk/burroughs.html
[00:42:49] <andypugh> danimal_laptop: Yes, though there is now an unexpected delay due to me messing up my PCB design
[00:43:34] <danimal_laptop> andypugh: nice (about the motor)! how much torque? More or less than expected?
[00:44:00] <danimal_laptop> pcb is probably easier to make/redesign than the motor
[00:44:20] <andypugh> danimal_laptop: Enough torque for the job, I think.
[00:44:31] <danimal_laptop> cool
[00:44:55] <andypugh> I probably ought to consider embedding a thermistor though :-)
[00:45:11] <danimal_laptop> it gets hot?
[00:45:20] <andypugh> Yeah
[00:45:47] <andypugh> Possibly PWM frequency, I need to experiment.
[00:46:09] <danimal_laptop> ah. is it a servo?
[00:46:19] <danimal_laptop> i forgot
[00:47:21] <andypugh> It's just a motor now, it will be a servo when I add the encoder PCB..
[00:47:34] -!-
mikegg [
[email protected]] has joined #emc
[00:48:37] <danimal_laptop> ah
[00:49:21] <danimal_laptop> but you're using a servo drive to test the holding torque or something?
[00:49:48] <andypugh> 7i39 + HAL
[00:50:27] <andypugh> But I have tested it in-situ and it worked.
[00:50:33] <danimal_laptop> nice
[00:50:54] <danimal_laptop> how long before you can tell us what it's for?
[00:52:12] <andypugh> I don't know, I am running out of time, in a couple of weeks I go to FInland, then I get back from there, go to China, then I will be 6 weeks away from home with no internets. Looks like the job won't be done till the summer.
[00:53:06] <Ekkeri> wow, what you do here in Finland? :)
[00:53:45] <danimal_laptop> bummer
[00:53:54] <andypugh> I am testing cars
[00:54:04] <andypugh> I will be in Rovaniemi
[00:54:58] <Ekkeri> ok, it's ~120km from my place :)
[00:55:36] <danimal_laptop> new fords?
[00:55:39] <Ekkeri> almost in the neighbor with our distances :)
[00:55:47] -!-
sumpfralle has quit [Ping timeout: 260 seconds]
[00:56:10] -!-
Aero-Tec has quit [Ping timeout: 276 seconds]
[00:56:13] <danimal_laptop> they need to come out with a small diesel car for the states
[00:56:57] <danimal_laptop> i test cars too.
http://www.youtube.com/watch?v=ZHyXBFMLbVY
[00:56:59] <Ekkeri> diesel is almost 2$/l here :)
[00:57:15] <Ekkeri> bensin is a little more
[00:57:24] <danimal_laptop> mine i the one without bumper lights
[00:57:29] <danimal_laptop> is*
[00:57:57] <Ekkeri> http://www.youtube.com/watch?v=GzXVLbs41Ew&feature=share take notes
[00:58:09] <danimal_laptop> gas is about $3.50/gal here
[00:58:10] <Ekkeri> *make
[00:58:16] Jim_ is now known as
Guest52864
[00:59:47] <Ekkeri> so about 0.93$/l, I'm surprised
[01:00:06] <andypugh> danimal_laptop: Aye, new Fords.
[01:00:57] <andypugh> and I can't help thinking that the mountain bike would be a lot better through there.
[01:01:42] <andypugh> (and my GasGas would be through in one bounce...)
[01:03:40] <andypugh> (And, yes, I know I am missing the point :-)
[01:03:44] <andypugh> Right, night all.
[01:03:53] -!-
andypugh has quit [Quit: andypugh]
[01:08:15] -!-
sumpfralle [
[email protected]] has joined #emc
[01:08:46] <danimal_laptop> lol
[01:09:13] <danimal_laptop> that buggy is cheating
[01:09:33] -!-
mshaver [mshaver!~mshaver@173-167-237-41-ip-static.hfc.comcastbusiness.net] has parted #emc
[01:09:47] <danimal_laptop> half the fun is making it through a techy section that a vehicle isnt supposed to do
[01:11:32] <FinboySlick> On the topic of fords, I regret not waiting for the new Fusion... It's beautiful.
[01:13:27] <FinboySlick> I won't be doing hillclimbs with mine though.
[01:14:30] <FinboySlick> danimal_laptop:
http://www.youtube.com/watch?v=n6I1oAPG0Ss <-- This your lathe?
[01:14:56] <danimal_laptop> FinboySlick: yes
[01:15:05] <FinboySlick> It's awesome.
[01:15:29] <danimal_laptop> thanks!
[01:15:52] <danimal_laptop> it's a little hardinge HNC, same as a few guys have on here
[01:16:23] <FinboySlick> The little gantry mill is interesting too.
[01:16:41] <danimal_laptop> just sold that one
[01:16:49] <danimal_laptop> never really used it
[01:17:01] <FinboySlick> Was it servo-driven?
[01:17:06] <danimal_laptop> used to be a part marking inkjet printer
[01:17:07] <danimal_laptop> yes
[01:17:38] <FinboySlick> It's pretty fast.
[01:17:45] <danimal_laptop> yea, 600ipm
[01:17:48] <danimal_laptop> not too bad
[01:17:59] -!-
micges has quit [Quit: Ex-Chat]
[01:18:15] <Valen> that fusion thing is kinda odd, they go on about its efficency but something like a fiesta is more than double its efficency?
[01:18:16] <danimal_laptop> sold it to a buddy who is probably going to turn it into something cool
[01:18:16] <FinboySlick> If I push my mill to 600ipm, it'll go straight through the floor.
[01:18:33] <danimal_laptop> FinboySlick: hahha
[01:18:50] <toastyde1th> i always hate cutting thin, square sheet type stuff in lathes
[01:18:53] <danimal_laptop> yea, my big mills have never seen faster than 450ipm
[01:18:57] <toastyde1th> for some reason i always think i am going to saw my fingers off
[01:19:11] <danimal_laptop> toastyde1th: yea, thats why i usually close the door
[01:19:20] <danimal_laptop> never had a problem though
[01:19:33] <FinboySlick> Mine is relatively small, but it's way too heavy for those kinds of speeds, especially on steppers.
[01:19:49] <danimal_laptop> FinboySlick: what kind of mill?
[01:20:02] <danimal_laptop> my mill was capped at 100ipm with steppers
[01:20:28] <danimal_laptop> but its a 3+ton machine too.
[01:20:43] <FinboySlick> danimal_laptop:
http://www.syilamerica.com/machine_x5speed.php
[01:20:45] <toastyde1th> even for a machine that is several tons you should be able to get a few hundred ipm out of it
[01:21:06] <danimal_laptop> with the servos i was able to hit 450ipm, but the drives heated up so i keep it around 300
[01:21:07] <toastyde1th> we had an old OKK that was from like the early 70s and it did 400 ipm
[01:21:11] <toastyde1th> ah
[01:21:13] <toastyde1th> that is reasonable
[01:21:22] <toastyde1th> the servos on this machine are mammoth
[01:21:33] <FinboySlick> I pumped it to 200ipm, but I'm not sure if I'm going to microstep more (and loose the torque needed) or make it faster.
[01:21:56] <danimal_laptop> FinboySlick: mine had 1300oz/in steppers, VERY slow
[01:22:00] <danimal_laptop> nema 43
[01:22:09] <danimal_laptop> from the early 80's
[01:22:25] <danimal_laptop> thats a nice looking machine. too rich for my blood though lol
[01:22:42] <FinboySlick> I'm nema 34, 490 oz-in
[01:23:02] <danimal_laptop> those are probably a tad faster
[01:24:03] <danimal_laptop> i got 640oz-in servos on it now
[01:24:07] <danimal_laptop> much faster
[01:24:14] <danimal_laptop> and those are too small
[01:24:16] <FinboySlick> danimal_laptop: Were you refering to my machine with that 'too rich for my blood' comment?
[01:25:00] <danimal_laptop> mine just wouldnt do it
[01:25:11] <danimal_laptop> FinboySlick: yes
[01:25:23] <FinboySlick> I was sort of under the impression that I got cheap chinese crap.
[01:25:42] <FinboySlick> Then again, it's my first real mill... compared to my little sherline, it's awesome.
[01:25:54] <danimal_laptop> well the price tag is a bit painful
[01:26:18] <danimal_laptop> i'm used to big machines with crap controlers sold for the price of scrap iron lol
[01:26:22] <FinboySlick> I got it from the canadian distributor, it was an okay deal.
[01:26:49] -!-
ries has quit [Ping timeout: 240 seconds]
[01:27:30] <danimal_laptop> nice
[01:27:58] <FinboySlick> They decided to stop selling shortly after I bought it though, it's kind of worrysome.
[01:29:35] <danimal_laptop> ehh if it works good, i wouldnt worry about it. most of the parts are probably bolt on stuff that you can get online
[01:29:52] <danimal_laptop> if something went wrong
[01:30:09] <FinboySlick> If it dies, I'll probably just convert it to servo... Though the Y and Z axis are going to be a pain to get to.
[01:30:43] <danimal_laptop> yea
[01:32:54] <FinboySlick> brb
[01:33:03] -!-
FinboySlick has quit [Quit: Leaving.]
[01:36:33] -!-
FinboySlick [
[email protected]] has joined #emc
[01:36:42] <Valen> FinboySlick: got a pic of yer mill?
[01:36:56] <FinboySlick> Valen: The yellow one, yeah.
[01:37:05] <Valen> the "new" one?
[01:37:17] <FinboySlick> I also have video of me using it like an idiot ;)
[01:37:25] <Valen> link LINK!
[01:38:44] <FinboySlick> Valen:
http://www.youtube.com/watch?v=SQWaDXjdtCI
[01:39:17] -!-
afix [
[email protected]] has joined #emc
[01:39:28] <Valen> ahh this one i think i saw
[01:39:34] <Valen> where you chickened out ;->
[01:39:50] <FinboySlick> It's my only cutter long enough for that job, I didn't want to break it.
[01:39:57] <Valen> ;-P
[01:40:25] <danimal_laptop> haha
[01:40:40] <FinboySlick> But yeah... I edited out the parts of me sounding scared, lost and confused afterward.
[01:41:02] <Valen> you will break cutters
[01:41:12] <FinboySlick> Oh I broke one already.
[01:41:13] <Valen> get the data sheets for them
[01:41:17] <Valen> follow the guidelines
[01:41:30] <Valen> and don't be too conservative
[01:41:40] <Valen> if you take it too easy you wind up rubbing not cutting
[01:41:49] <FinboySlick> Guidelines assume that I have coolant and/or chip clearing. These cuts are aimed at giving me those features.
[01:42:53] <Valen> get a source for cheap cutters ;->
[01:43:37] <FinboySlick> Heh, I still have revenu to spend this year if I don't want it all to evaporate in taxes so I don't mind buying good cutters.
[01:45:05] <FinboySlick> brb again
[01:45:11] -!-
FinboySlick has quit [Read error: Connection reset by peer]
[01:46:00] <Ekkeri> damn I want to get my mill up and running :)
[01:46:21] -!-
FinboySlick [
[email protected]] has joined #emc
[01:53:52] -!-
tlab has quit [Quit: Leaving]
[01:55:17] -!-
CIA-10 has quit [Ping timeout: 268 seconds]
[02:00:04] -!-
tlab [
[email protected]] has joined #emc
[02:06:02] -!-
Aero-Tec [
[email protected]] has joined #emc
[02:07:40] -!-
rob_h has quit [Ping timeout: 252 seconds]
[02:20:38] <danimal_laptop> you and me both
[02:20:51] <danimal_laptop> havent worked on mine in a while
[02:21:39] <Tom_itx> ass magnet get you?
[02:22:55] <danimal_laptop> been tinkering with the jeep lately
[02:23:15] <Ekkeri> danimal_laptop, I had +8 month break :)
[02:23:21] <danimal_laptop> ha
[02:23:31] <danimal_laptop> im only maybe 3 or 4 weeks
[02:24:04] * FinboySlick remembers 'ass magnet' for later. It's a good one.
[02:25:01] -!-
Guest52864 has quit [Remote host closed the connection]
[02:49:38] <clytle374> I'm getting my data in order to take to the rtai people for help. Are there major differences between 2.4 and 2.5 regarding rtai?
[02:49:40] <clytle374> Also what version of rtai was 10.04 built with?
[02:52:49] -!-
mikegg has quit [Ping timeout: 240 seconds]
[02:57:06] -!-
afix has quit [Remote host closed the connection]
[02:59:58] -!-
BobGreen [
[email protected]] has joined #emc
[03:05:03] -!-
mikegg [
[email protected]] has joined #emc
[03:12:52] -!-
stormlight has quit [Quit: stormlight]
[03:41:20] -!-
SWPLinux has quit [Ping timeout: 255 seconds]
[03:51:18] -!-
LawrenceSeattle has quit [Remote host closed the connection]
[03:51:31] -!-
LawrenceSeattle [
[email protected]] has joined #emc
[04:01:26] -!-
SWPLinux [
[email protected]] has joined #emc
[04:01:53] -!-
SWPLinux has quit [Changing host]
[04:01:53] -!-
SWPLinux [SWPLinux!~ChattyOne@emc/developer/SWPadnos] has joined #emc
[04:10:27] -!-
sumpfralle has quit [Ping timeout: 252 seconds]
[04:13:11] -!-
BobGreen [
[email protected]] has parted #emc
[04:16:14] -!-
stormlight [
[email protected]] has joined #emc
[04:45:58] -!-
mikegg has quit [Remote host closed the connection]
[05:03:57] -!-
automata [
[email protected]] has joined #emc
[05:04:27] -!-
automata [
[email protected]] has parted #emc
[05:04:37] -!-
automata [
[email protected]] has joined #emc
[05:05:29] <automata> hello
[05:08:35] -!-
Tom_L has quit [Read error: Connection reset by peer]
[05:27:25] -!-
Aero-Tec has quit [Ping timeout: 268 seconds]
[05:27:54] <Ekkeri> automata, hi
[05:28:11] <Ekkeri> automata, what kind of vfd do you have? modbus working ok?
[05:28:39] <automata> I have a Fuji Frenic Mini and a control Techniques SKCD200220
[05:29:05] <automata> I have nearly finished writing the modbus driver for the FUJI
[05:29:43] <Ekkeri> just Fuji-commands, or did you have to do something else too?
[05:29:44] <automata> but I think I am favouring the Control techniques as it can take a frequency input
[05:29:55] <automata> just fuji commands...
[05:30:01] <Ekkeri> ok
[05:30:36] <Ekkeri> I have Hitachi, just wondering why there isn't modbus interface for it, seems to be quite popular
[05:30:37] <automata> the FUJI modbus implementation is stupid... they have this one semantic layer called code types
[05:31:07] <Ekkeri> not sure if SJ200 even has modbus thou..
[05:31:27] <Ekkeri> yes it has
[05:32:28] <Ekkeri> http://www.wallacecompany.com/machine_shop/EMC2/modbus/ almost there.. :)
[05:33:42] <Ekkeri> maybe I will ask if he ever finished that..
[05:37:30] -!-
FinboySlick has quit [Quit: Miranda IM! Smaller, Faster, Easier.
http://miranda-im.org]
[05:41:56] <automata> Just got of the phone with the Control techniques guy!!!
[05:42:22] <Ekkeri> :o
[05:42:34] <automata> He said that the CT drive can do frequency input and prvide frequency outpt
[05:42:51] <automata> So the whole modbus line can be cut out!!
[05:43:01] <Ekkeri> why would you need freq output?
[05:43:15] <automata> in any case I plan on finishing the modbus drivers for both the Fuji and CT
[05:43:49] <automata> to monitor the actual spindle speed... so I can show a pretty actual spindle speed widget!!!
[05:43:52] <Ekkeri> I will use pwm input but still use modbus for status reading etc.
[05:44:12] <automata> the Hitachi VFD has a PWM input?
[05:44:41] <Ekkeri> yup, and analog 0-10VDC too
[05:44:50] <Ekkeri> and 4-20mA current
[05:44:57] <Ekkeri> sadly that PWM needs to be 10V
[05:46:13] <clytle374> A circuit to convert to 10v is pretty easy
[05:46:29] <Ekkeri> show me one :)
[05:46:37] <automata> Even the CT drive needs 10 V frequency input
[05:47:05] <automata> I was planning to use a 4n35 opto-isolator to push it to 12V
[05:47:21] <automata> is there a better way?
[05:48:30] <clytle374> Not famialr with 4n35, but yeah sounds good.
[05:48:45] <automata> Clytle374: what would you use?
[05:49:34] <clytle374> Anything you're familiar with ;)
[05:49:45] <Ekkeri> automata, why 12V then?
[05:49:57] <automata> 10V is the threshold
[05:50:43] <automata> But 4N35 works only till 200 kHz (that has to be kept in mind.)...
[05:50:50] <Ekkeri> ok, that PWM input can take up to 24V in different mode, but it says "PWM need to be 10V"
[05:51:02] <Ekkeri> well, my max. freq. is 32kHz
[05:51:12] <Ekkeri> was thinking to use something like 30kHz
[05:51:20] <Ekkeri> should be enough for the servos too
[05:51:24] <automata> I am thinking goig 10 kHz
[05:52:06] <automata> converting the existing gs2_vfd to monitor CT or FUJI seems to be an easy task...
[05:52:43] <Ekkeri> ok, nice to know
[05:53:20] <Ekkeri> can those optos be used with differential pwm?
[05:53:52] <automata> I am not sure...
[05:54:05] <automata> maybe someone more knowledgable can advise
[05:56:31] <clytle374> If the outputs can handle the input requirements, I can't think of why not. But if you have the isolator next to the output board, I'm not thinking isn't needed
[06:01:10] <Ekkeri> not needed, but mese board outputs differential pwm
[06:06:39] -!-
Aero-Tec [
[email protected]] has joined #emc
[06:08:08] -!-
clytle374 has quit [Quit: Leaving]
[06:17:23] <automata> Does anyone know what happens when the encoder count of a MESA encoder module overruns a 32bit boundary?
[06:17:47] <automata> I mean what if I left my spindle on overnight?? will that cause a glitch?
[06:44:16] -!-
Tectu_ [
[email protected]] has joined #emc
[06:46:16] -!-
Tectu has quit [Ping timeout: 240 seconds]
[06:46:16] -!-
tlab has quit [*.net *.split]
[06:46:17] -!-
Tom_itx has quit [*.net *.split]
[06:46:17] -!-
emc2-buildmaster has quit [*.net *.split]
[06:46:17] -!-
robin_sz has quit [*.net *.split]
[06:46:17] -!-
MattyMatt has quit [*.net *.split]
[06:46:17] -!-
cjdavis has quit [*.net *.split]
[06:46:18] -!-
scanf has quit [*.net *.split]
[06:46:18] -!-
jthornton has quit [*.net *.split]
[06:46:18] -!-
saschi has quit [*.net *.split]
[06:46:18] -!-
SWPadnos has quit [*.net *.split]
[06:46:18] -!-
the_wench has quit [*.net *.split]
[06:49:42] -!-
tlab [
[email protected]] has joined #emc
[06:49:42] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #emc
[06:49:42] -!-
robin_sz [
[email protected]] has joined #emc
[06:49:42] -!-
MattyMatt [
[email protected]] has joined #emc
[06:49:42] -!-
cjdavis [
[email protected]] has joined #emc
[06:49:42] -!-
jthornton [
[email protected]] has joined #emc
[06:49:42] -!-
SWPadnos [
[email protected]] has joined #emc
[07:04:30] -!-
factor has quit [Read error: Connection reset by peer]
[07:05:19] Tectu_ is now known as
Tectu
[07:15:07] -!-
psha [
[email protected]] has joined #emc
[07:22:36] -!-
factor [
[email protected]] has joined #emc
[07:36:22] -!-
the_wench [
[email protected]] has joined #emc
[07:52:26] -!-
theorb [
[email protected]] has joined #emc
[07:52:53] -!-
theorbtwo has quit [Ping timeout: 248 seconds]
[07:53:12] theorb is now known as
theorbtwo
[08:01:38] -!-
e-ndy [e-ndy!jkastner@nat/redhat/x-wtbajrodxcqddajb] has joined #emc
[08:09:19] -!-
Mjolinor [Mjolinor!~Mjolinor@cpc1-burn3-0-0-cust572.10-1.cable.virginmedia.com] has joined #emc
[08:15:33] -!-
chester88 has quit [Ping timeout: 252 seconds]
[08:32:10] -!-
capricorn_one has quit [Remote host closed the connection]
[08:43:32] -!-
ve7it has quit [Remote host closed the connection]
[08:45:34] -!-
psha has quit [Quit: Lost terminal]
[08:51:05] -!-
rooks [
[email protected]] has joined #emc
[08:52:17] -!-
mhaberler [mhaberler!~mhaberler@host25-14-static.23-87-b.business.telecomitalia.it] has joined #emc
[08:55:21] -!-
scanf [scanf!~x32@unaffiliated/scanf] has joined #emc
[08:55:37] -!-
mhaberler has quit [Client Quit]
[09:06:08] -!-
mhaberler [mhaberler!~mhaberler@host25-14-static.23-87-b.business.telecomitalia.it] has joined #emc
[09:19:53] -!-
robin_sz has quit [Quit: Leaving]
[10:01:32] -!-
mhaberler has quit [Read error: Connection reset by peer]
[10:01:36] -!-
mhaberler [mhaberler!~mhaberler@host25-14-static.23-87-b.business.telecomitalia.it] has joined #emc
[10:04:14] -!-
rob_h [
[email protected]] has joined #emc
[10:28:03] -!-
LawrenceSeattle has quit [Quit: LawrenceSeattle]
[10:40:59] <automata> I did leave my spindle on for 4 hours at a simulated speed of 6000000 rpm!! and the position counter on the mesa card has still not rolled over!
[10:48:42] -!-
theorb [
[email protected]] has joined #emc
[10:49:27] -!-
theorbtwo has quit [Ping timeout: 252 seconds]
[10:49:36] theorb is now known as
theorbtwo
[10:51:34] <mrsun> thats only 6000000 * 60 * 4 rounds ... 1 444 000 000
[10:52:28] <mrsun> 32 bit integer goes to 2 147 483 648 or something like that :P
[10:52:37] <mrsun> so you can spinn it some more time :P
[10:52:49] <mrsun> if its 64 bit you can spinn it for a very long time :P
[10:53:12] <mrsun> 4,294,967,295 <-- unsigned int32
[10:53:39] <mrsun> 18,446,744,073,709,551,615 <-- unsigned int64 :P
[10:54:10] -!-
theorb [
[email protected]] has joined #emc
[10:54:19] -!-
theorbtwo has quit [Ping timeout: 252 seconds]
[10:54:31] theorb is now known as
theorbtwo
[10:55:05] <Valen> mrsun: its probably signed
[10:55:17] <Valen> as you can spin in a -ve direction
[10:55:18] <mrsun> even if its signed its pretty huge numbers =)
[10:55:34] <Valen> yeah thats true enough
[10:59:50] <mrsun> about 6 hours at 6 million rpm for a signed int32
[11:00:05] <mrsun> 1491 hours at 24k rpm :P
[11:00:38] <Valen> in other words, not likley to be a problem
[11:00:40] <mrsun> its sickly how big numbers get with the bits =)
[11:00:44] <mrsun> nop dont think it will :P
[11:00:50] <Valen> though I spose in an industrial setting it could
[11:01:35] <mrsun> 6.40511947 � 1012 hours at 24k rpm for a signed int64
[11:01:46] <mrsun> so if its int64 it will definently not be a problem :P
[11:01:55] <mrsun> 10^12
[11:01:58] <mrsun> is the 1012
[11:08:32] -!-
automata has quit [Ping timeout: 240 seconds]
[11:08:50] -!-
automata [
[email protected]] has joined #emc
[11:19:38] -!-
theorbtwo has quit [Remote host closed the connection]
[11:22:27] <awallin> automata, mrsun: you probably want a spindle to run in velocity mode. you can have the encoder index pulse reset the encoder count, so you never have to count up to more than one rev. if you also want spindle positioning (C-axis) you need some HAL-magic to switch between velocity/position modes of control.
[11:23:27] <automata> I am trying to make the HAL-magic for the switching.
[11:23:47] <archivist> or we need an improvement to the wrapped mode
[11:23:54] <automata> My problem is complicated by the fact that I have a total of 4 spindle modes...
[11:24:31] <automata> I need to operate an ac servo as the C axis for synchronized motion as well as a spindle axis.
[11:25:01] <awallin> normal rigid-tapping should not need a servo-spindle (c-axis)
[11:25:02] <automata> Further I also have 2 other spindles (run from the same inverter but with different speeds)
[11:25:23] <automata> I am not doing rigid taping...
[11:32:14] <archivist> other spindles from the same inverter?
[11:32:26] <automata> Two spindles from one inverter
[11:32:48] <archivist> switched or at the same time
[11:32:51] <automata> I am hoping to use interlocked contactors to do that...
[11:32:58] <automata> Switched
[11:33:15] * alex_joni smells smoky problems
[11:35:04] <archivist> sounds like turn/drill/mill all in one
[11:35:27] -!-
theorbtwo [
[email protected]] has joined #emc
[11:35:50] <archivist> add an inverter then spindles can work at the same time
[11:36:51] <automata> awallin: I am not doing rigid taping.. The C axis is a spindle but I need very high accuracy synchronized moves.
[11:37:12] <automata> Also I donot want to rely on G33 for doing that.
[11:37:28] <automata> We are using an AC servo for the C Axis.
[11:37:42] <awallin> double-chuck lathe?
[11:38:03] <archivist> with live tooling
[11:38:04] <automata> archivist: This is a 3 station machine. So, two spindles can never operate simultaneously...
[11:38:59] <archivist> er, why not :)
[11:41:14] <automata> I am also writing the CAM for the machine... so I want the CAM writing part to be simple...
[11:42:02] <automata> I donot mind doing some juggling in HAL once if it saves the hassle of not worrying about G33 later..
[11:42:25] <automata> Again I could be wrong... but this is the path I have currently chosen...
[11:43:51] <automata> I have never worked with G33 before so, I am not sure about its accuracy.
[11:44:19] <automata> Also I am not sure of it's behaviour with multiple queued moves
[11:44:39] <automata> i.e. G2 followed by a G1 followed by a G3
[11:45:34] <automata> Further in the Cam I may have circular interpolation between the Y and the C axis...
[11:46:00] <automata> so that may be hard with G33 (That is my assumption)....
[11:46:36] <automata> which is why I choose the path of buckling down and writing the HAL-magic for servo spindle...
[11:46:46] <automata> I am still open to suggestions though...
[11:46:48] <awallin> g33 is similar to a g1 move I think. and g33.1 has the return-move also
[11:47:49] <awallin> g2/3 can only be done in the xy, xz, or yz, planes afaik.. that g2/3 can be synchronized to your c-axis or some other spindle/encoder you have
[11:49:04] <automata> I see..
[11:50:40] <archivist> automata, I have done coordinated rotary moves with g1 z1 a720
[11:51:13] -!-
Loetmichel_ [
[email protected]] has joined #emc
[11:51:24] <archivist> but I hand code no cam involved
[11:51:27] <awallin> hm, I guess with the current emc2 you can't sync a g2/3 with a spindle encoder. you need to have a C-axis spindle.
[11:51:46] <automata> how? g1z1a720 is a linear interpolation...
[11:52:01] <archivist> A is rotary
[11:53:58] -!-
Loetmichel has quit [Ping timeout: 276 seconds]
[11:54:38] <archivist> the surface speed is harder to calculate though so you can use the inverse time mode
http://www.linuxcnc.org/docs/2.4/html/gcode_main.html#sub:G93,-G94:-Set
[11:55:54] <archivist> it is how I cut worm/helical gear form
[11:59:10] <automata> I see
[12:09:57] <archivist> actual 3 lines
[12:09:59] <archivist> G1 F.1 X-.063 Y0 Z0 A0 (move cutter to depth)
[12:09:59] <archivist> G1 F.05 x-.063 Y[0-#20] Z[0-#5] A[0-#<rotation_angle>] (rotate blank 7 turns)
[12:09:59] <archivist> G1 F1 X0 Y[0-#20] Z[0-#5] A[0-#<rotation_angle>] (move cutter out)
[12:11:15] -!-
mhaberler has quit [Quit: mhaberler]
[12:12:26] <archivist> the y move is the lean of the A axis to the helix angle, keeping the cutting point on work axis
[12:16:44] -!-
ries [
[email protected]] has joined #emc
[12:30:28] -!-
sumpfralle [
[email protected]] has joined #emc
[12:35:58] -!-
Valen has quit [Quit: Leaving.]
[12:39:54] -!-
theorbtwo has quit [Ping timeout: 260 seconds]
[13:10:14] -!-
Poincare has quit [Ping timeout: 260 seconds]
[13:24:50] -!-
Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #emc
[13:38:01] -!-
servos4ever [
[email protected]] has joined #emc
[13:43:36] -!-
sumpfralle has quit [Ping timeout: 240 seconds]
[13:44:51] <Mjolinor> can someone tell me if the encoder rev count is based on time between rising edges, pulse width or what?
[13:46:47] <jdhNC> I would guess index pulse counts
[13:46:59] <Mjolinor> ok
[13:47:02] <Mjolinor> :)
[13:47:10] <Mjolinor> not sure a guess will cut it but I will assume so I htink
[13:47:13] <jdhNC> emphasis should be placed on the 'guess' part.
[13:47:38] <Mjolinor> my IR opto switch si too slow so I was going to put a pulse stretsher on it but taht will make the pulses fixed width
[13:47:53] <Mjolinor> if it is edge triggered that is OK but if it uses pulse length then it won't work
[13:48:03] <Mjolinor> and the answer does not seem to be availabel to my googling
[13:48:47] <Mjolinor> http://comments.gmane.org/gmane.linux.distributions.emc.user/21629
[13:48:52] <Mjolinor> seems to suggest edge
[13:48:58] <archivist> what are you trying to do
[13:49:06] <Mjolinor> count revs :)
[13:49:52] <Mjolinor> trying to spend £1 on an opto switch instead of £10
[13:49:57] <Mjolinor> :) tight me
[13:50:03] <archivist> rpm or actual revolutions , just use one of the encoder types
[13:50:17] <Mjolinor> both
[13:50:24] <Mjolinor> but my opto switch is not fast enough
[13:50:40] <Mjolinor> it has a 30us rise time adn that is too slow for the slot width
[13:50:42] <awallin> for estimating velocity you probably want two modes: at low speed you measure the time between two edges. at high speed you count the number of edges in a fixed time.
[13:51:13] <Mjolinor> as long as it is edges it will be fine but if it counts time between rising and falling edges then what I am doing will not work
[13:51:40] <archivist> use a simple slot type opto
[13:51:45] <Mjolinor> i am doing
[13:51:53] <Mjolinor> but it si not fast enough to produce a pulse
[13:52:22] <Mjolinor> the opto takes about 40us minimum for a pulse, I need 10
[13:52:23] <archivist> I have a couple on the lathe (original fitment)
[13:53:02] <Mjolinor> so I will stick it through an op amp and make the pulse but I can only make it fixed width, I cant ge the opamp to trigger both way son the small change in opto output voltage that it makes at 2000 rpm
[13:53:18] <Mjolinor> the one that was original on my lathe is fast enough
[13:53:30] <Mjolinor> but it only had two so I needed to add third to get direction
[13:53:51] <Mjolinor> so I just made a enw board with 3 on and need to make it faster
[13:54:48] <archivist> direction! on a lathe... why bother
[13:55:11] <jdhNC> threading?
[13:55:20] <Mjolinor> good question
[13:55:37] <Mjolinor> one could also say why bother doign it in the first place :)
[13:56:46] <Mjolinor> because it is an interesting series of problems that are within my capabilities :)
[13:56:46] <archivist> my lathe threads with index pulse and a 48 slot encoder wheel, one never reverses the spindle
[13:59:27] -!-
izua [
[email protected]] has joined #emc
[13:59:28] -!-
izua has quit [Changing host]
[13:59:28] -!-
izua [izua!~izua@unaffiliated/izua] has joined #emc
[13:59:55] <archivist> during the threading operation the spindle runs at a constant speed, mine is not even controlled by emc it just reads the encoder and index pulse
[14:00:09] <Mjolinor> ok
[14:01:36] <archivist> the front panel speed does still work and slowing it down just slows the travels to match what the spindle is doing
[14:04:50] -!-
FinboySlick [
[email protected]] has joined #emc
[14:23:33] -!-
theorbtwo [
[email protected]] has joined #emc
[14:31:24] -!-
mhaberler [mhaberler!~mhaberler@host25-14-static.23-87-b.business.telecomitalia.it] has joined #emc
[14:36:17] -!-
bilboquet [
[email protected]] has joined #emc
[14:46:40] -!-
bilboquet has quit [Quit: Leaving.]
[14:48:41] -!-
bilboquet [
[email protected]] has joined #emc
[14:53:36] -!-
theorb [
[email protected]] has joined #emc
[14:54:35] -!-
theorbtwo has quit [Ping timeout: 255 seconds]
[14:54:47] theorb is now known as
theorbtwo
[15:02:07] <pcw_home> You would need quadrature for tapping
[15:03:02] <Mjolinor> I dont think there is any chance of me trusint gmy ability to actually machine tap wiht a rigid tap
[15:14:39] -!-
ries has quit [Read error: Connection reset by peer]
[15:14:53] <pcw_home> Well its mainly EMCs ability but you would need to get the spindle encoder working and scaled correctly
[15:15:10] -!-
ries [
[email protected]] has joined #emc
[15:15:34] <archivist> and you have the automatic toolpost so could be worth it
[15:15:48] -!-
mhaberler has quit [Quit: mhaberler]
[15:21:23] <pcw_home> awallin: velocity estimation already works almost that way (though the time is never fixed its EncoderCounts/TimePerCounts)
[15:21:25] <pcw_home> this is true of EMCs software encoder and at least Mesa a Pico hardware (that copy the software method)
[15:33:04] <pcw_home> so a pretty low res spindle encoder should work pretty well as long as you use position interpolation and you have enough resolution
[15:33:05] <pcw_home> to track the maximum acceleration (both from drive and cutting force changes)
[15:35:54] <skunkworks> http://electronicsam.com/images/KandT/testing/shavings.JPG
[15:36:37] <skunkworks> 1/2 a days work :)
[15:36:59] <skunkworks> The parts where quite a bit lighter
[15:37:32] <archivist> that could be only 1" deep
[15:37:35] <archivist> :)
[15:38:07] <skunkworks> only about 4 or so
[15:38:13] <skunkworks> maybe 3
[15:38:30] <skunkworks> doing some operations like this
http://electronicsam.com/images/KandT/testing/DSC_1826.JPG
[15:41:18] -!-
mshaver [mshaver!~mshaver@173-167-237-41-ip-static.hfc.comcastbusiness.net] has joined #emc
[15:45:44] <skunkworks> matt!
[15:48:47] -!-
syyl [
[email protected]] has joined #emc
[15:49:09] <Nick001> will EMC directly read an encoder throuh a parport?
[15:50:48] <archivist> it can if you go slow enough
[15:51:40] <Nick001> what do you call slow enough
[15:52:03] <skunkworks> if you have a base period of 50000 you can reliably count at 10khz
[15:52:57] <skunkworks> if you have a base period of 20000 you can reliably count at 25khz
[15:53:10] <skunkworks> Nick001: I thought you had pico hardware
[15:54:01] <Nick001> I do - getting multiple indexes per rev and want to see if its the card or not
[15:54:26] <cradek> use a scope
[15:54:49] <cradek> a parport isn't going to read noise that the pico board will, due to the pico board being much faster
[15:55:02] <Nick001> seems to be interferance of some kind all of a sudden
[15:55:47] <Nick001> guess I better start moving power supplies into the rear cabnet
[15:56:07] <Nick001> and use my scope
[15:56:08] -!-
syyl has quit [Quit: Leaving]
[15:56:16] <cradek> troubleshoot first, then fix
[15:56:21] -!-
syyl [
[email protected]] has joined #emc
[15:56:27] <cradek> the other order is wrong :-)
[15:57:02] -!-
theorbtwo has quit [Ping timeout: 268 seconds]
[15:57:03] <Nick001> making me nuts so out of order for a while -)
[15:57:16] -!-
kbarry [
[email protected]] has joined #emc
[15:59:39] <Nick001> spindle resolver was working with 1 index per rev and now its multiple indexes and I haven't moved anthing around. The x & z axes are doing the same thing.
[15:59:57] <archivist> lost a ground?
[16:00:47] -!-
theorbtwo [
[email protected]] has joined #emc
[16:00:49] <Nick001> things are grounded all over the place - but I'll recheck them when I get to the shop
[16:02:00] <bilboquet> Hello, I just connect my cnc for the first time, and i've my first problem when i want to try if my cnc work. i 've an error "EMC_TASK_RUN" (can't be executed while the machine is not out of the emergency stop machine".
[16:02:17] <bilboquet> i'think i've uncomented estop in my standard_pinout.hal =>
http://paste.ubuntu.com/798316/ but it gives the same result
[16:06:54] <skunkworks> bilboquet: do you have an external estop?
[16:07:09] <bilboquet> yes
[16:08:01] <bilboquet> sorry i've commented and not uncomented estop
[16:14:32] <bilboquet> I just got my cnc and I was not yet of experience with this kind of machine. it's a CNC3020 (cnc-shop) in the documentation they explain how to connect to mach3
[16:20:03] <cpresser> bilboquet: there is a kind of setup-wizard you can use
[16:20:08] <cpresser> its alled stepconf
[16:20:19] <cpresser> ~called
[16:21:55] <bilboquet> cool
[16:22:30] <bilboquet> thanks i'm going to try it
[16:24:50] -!-
e-ndy has quit [Quit: Ex-Chat]
[16:25:15] -!-
automata has quit [Ping timeout: 240 seconds]
[16:34:58] -!-
clytle374 [
[email protected]] has joined #emc
[16:55:12] -!-
clytle374 has quit [Read error: Connection reset by peer]
[17:09:46] -!-
clytle374 [
[email protected]] has joined #emc
[17:19:35] -!-
theorb [
[email protected]] has joined #emc
[17:20:08] -!-
theorbtwo has quit [Ping timeout: 240 seconds]
[17:20:16] theorb is now known as
theorbtwo
[17:24:06] -!-
psha [
[email protected]] has joined #emc
[17:35:39] -!-
theorb [
[email protected]] has joined #emc
[17:36:28] -!-
theorbtwo has quit [Ping timeout: 244 seconds]
[17:36:39] theorb is now known as
theorbtwo
[17:44:59] -!-
tom3p [
[email protected]] has joined #emc
[17:45:15] -!-
MattyMatt has quit [Ping timeout: 240 seconds]
[17:47:10] <Loetmichel_> re @ home
[17:57:06] -!-
IchGucksLive [
[email protected]] has joined #emc
[17:57:14] <IchGucksLive> hi all around the world
[17:57:46] <alex4nder-> hey
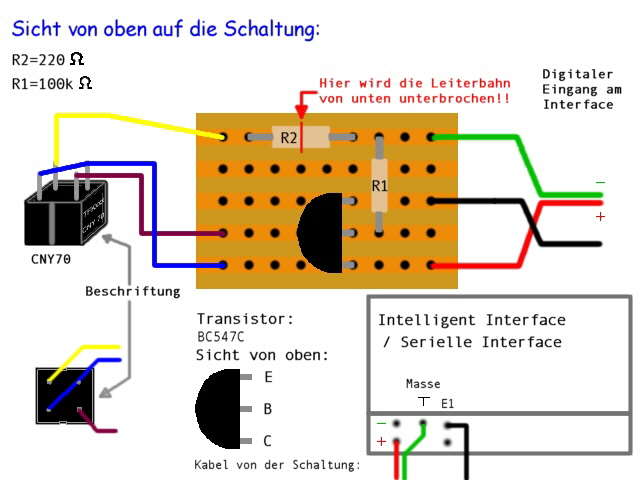
[17:57:57] <IchGucksLive> someone has a boardlayout for eagle to detect the rotation of a spindle ?
[18:00:39] <Tom_itx> quadrature?
[18:01:21] <IchGucksLive> no i gone use a cny70
[18:02:55] <tom3p> ? like this ?
http://www.jojos-homepage.de/ft/cny70/SchaltplanCNY70.jpg there is no direction
[18:04:25] <IchGucksLive> yes i gone use a lm358 for amplifiere
[18:09:41] -!-
e-ndy [
[email protected]] has joined #emc
[18:10:16] <IchGucksLive> http://www.roehrenkramladen.de/Drehzahlmesser_V3/Drehzahlmesser_V3.htm found one
[18:14:11] -!-
theorb [
[email protected]] has joined #emc
[18:14:16] -!-
theorbtwo has quit [Ping timeout: 240 seconds]
[18:14:20] theorb is now known as
theorbtwo
[18:26:41] <IchGucksLive> it works perfect quick setup with a LED and a handdrill
[18:28:08] <tom3p> it tells you velocity but can it tell you direction?
[18:28:28] <tom3p> thge led brightness is analog of velocity
[18:29:00] <IchGucksLive> why do i need direction
[18:29:12] <tom3p> someone has a boardlayout for eagle to detect the rotation of a spindle
[18:29:14] <IchGucksLive> Turns/min
[18:29:47] <tom3p> sorry it sounded like you asked for direction what are you asking? you already have velocity,
[18:30:20] <IchGucksLive> the speed in turns per nin i got a "stufenlos"
[18:30:42] <IchGucksLive> infinitely variable
[18:31:16] <IchGucksLive> ther is a pull lever on the side
[18:31:45] <IchGucksLive> i think i gone build this on the last link for myown
[18:31:52] <Tom_itx> if you read the rising and falling edge on both you can get direction
[18:31:53] <tom3p> i misunderstood, you have a signal that you can connect to hal? a clean sqr wave or is it analog dc?
[18:32:02] -!-
zlog has quit [Remote host closed the connection]
[18:32:05] -!-
Tom_itx has quit []
[18:32:36] <tom3p> a sqr wave can be counted per minute, but an analog dc value would need an adc conversion
[18:32:38] <IchGucksLive> its a Drill standaslone no hal or whatever electronic involved
[18:32:54] <IchGucksLive> i go for 9V battery
[18:33:06] <tom3p> ok you just want a pcb for this chip?
[18:33:16] <IchGucksLive> yeh
[18:33:33] -!-
zlog [
[email protected]] has joined #emc
[18:33:34] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #emc
[18:33:56] <IchGucksLive> the 4x7 segment is a good idee
[18:34:19] <IchGucksLive> lees power more workable in the shop
[18:34:28] <IchGucksLive> as a LCD
[18:34:39] <Tom_itx> i was gonna use a 7seg for mine eventually
[18:34:56] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/temp/led/7segtop.jpg
[18:35:03] <Tom_itx> got a couple of those surplus
[18:35:24] -!-
e-ndy has quit [Quit: Ex-Chat]
[18:35:37] <tom3p> http://www.rn-wissen.de/index.php/CNY70 i find no pcb, only schaltplan
[18:36:06] <Tom_itx> it shouldn't be that hard to make one
[18:36:20] <IchGucksLive> got it in real now running on a PCB education board easy to build
[18:36:24] <syyl> no miracle to paint a pcb in eagle with the shematic allready there
[18:36:25] -!-
psha has quit [Quit: Lost terminal]
[18:37:04] * Tom_itx has a well used paintbrush
[18:37:12] <tom3p> here
http://picmania.garcia-cuervo.net/proyectos_aux_3cny70.php
[18:37:27] <syyl> interesting Oo
[18:37:42] <Tom_itx> i wonder why the first one felt they needed to invert the signal
[18:37:46] <syyl> a well used paintbrush is still a good chip-brush
[18:37:48] <syyl> ;)
[18:37:58] -!-
MattyMatt [
[email protected]] has joined #emc
[18:38:23] <syyl> oh
[18:38:26] <syyl> now i got it
[18:38:50] <Tom_itx> i'd be more inclined to use a schmitt trigger on the output
[18:40:10] <tom3p> and the eagle lib in iowa
http://www.engineering.uiowa.edu/~eshop/Eagle/lbr/ look for cny70.lbr
[18:40:25] <tom3p> Tom_itx, yeh clean it up
[18:40:38] <IchGucksLive> lib inside board is open
[18:42:39] <Tom_itx> what's the focal length of the cny70?
[18:44:39] <Tom_itx> qrb1114 and or520-nd are a couple others
[18:44:59] <Tom_itx> qrd1114 as well
[18:46:26] <Tom_itx> iirc the omron one is pretty tiny
[18:46:27] <IchGucksLive> i testet with 5mm to the drill wheel with black rubber to get the falling edge
[18:47:43] <tom3p> the data sheets show the tests at 0.3mm
http://www.vishay.com/docs/83751/cny70.pdf damn close
[18:48:03] <Tom_itx> yeah they all have a short focal length
[18:48:35] <Tom_itx> http://search.digikey.com/scripts/DkSearch/dksus.dll?lang=en&site=us&KeyWords=qrd1114
[18:49:10] <Tom_itx> 1.27mm on that one
[18:49:17] <IchGucksLive> tom3p: look at the curve below up to 8mm
[18:49:58] <tom3p> yeah, the curve shows the current falling off after 0.3mm and useless after 10
[18:50:21] <tom3p> it works but gets weak fast
[18:50:31] <IchGucksLive> i see
[18:50:58] <IchGucksLive> so i gone test this tomorrow at 1mm and 200rpm
[18:51:03] <IchGucksLive> 2000
[18:51:24] <tom3p> its very popular chip, it must be reliable
[18:51:52] -!-
micges has quit [Quit: Ex-Chat]
[18:53:04] <IchGucksLive> whats the price in the us here its 0,78E
[18:53:25] <Tom_itx> 1.18 quan 1
[18:53:34] <Tom_itx> .82 quan 100
[18:53:54] <IchGucksLive> Dollar
[18:54:29] <IchGucksLive> thats 0,92euro
[19:01:06] <tom3p> if anyones interested in gui hal tools, this is open src and fills a lot of the requirements so far
http://videobin.org/+5gp/5wb.html
[19:01:45] <tom3p> theres a lot prettier tools (openalea) but dont fill the overall need as well
[19:02:14] -!-
sumpfralle [
[email protected]] has joined #emc
[19:05:12] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[19:05:21] -!-
Tom_L has quit [Client Quit]
[19:16:03] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #emc
[19:16:54] <clytle374> looks nice
[19:20:08] -!-
izua has quit [Ping timeout: 240 seconds]
[19:20:49] -!-
ries_ [
[email protected]] has joined #emc
[19:21:00] -!-
ries has quit [Read error: Connection reset by peer]
[19:21:00] ries_ is now known as
ries
[19:23:15] -!-
IchGucksLive has quit [Quit: ChatZilla 0.9.87 [Firefox 9.0.1/20111221214946]]
[19:24:19] <tom3p> bbl
[19:24:23] -!-
tom3p [
[email protected]] has parted #emc
[19:29:05] -!-
LawrenceSeattle [
[email protected]] has joined #emc
[19:29:58] -!-
factor has quit [Read error: Connection reset by peer]
[19:32:56] -!-
factor [
[email protected]] has joined #emc
[20:07:19] -!-
micges has quit [Ping timeout: 276 seconds]
[20:08:42] -!-
e-ndy [
[email protected]] has joined #emc
[20:31:52] <JT-Shop> gladevcp in the python file I can set the label text with self.label.set_label("REVERSE") is there a way to set the background color?
[20:40:33] <JT-Shop> ouch that looks complicated to do
[20:42:44] <skunkworks> whatcha working on?
[20:42:55] -!-
ries has quit [Ping timeout: 240 seconds]
[20:46:04] -!-
mhaberler [mhaberler!~mhaberler@host25-14-static.23-87-b.business.telecomitalia.it] has joined #emc
[20:46:46] -!-
ries [
[email protected]] has joined #emc
[20:53:07] <JT-Shop> the Glade VCP panel for my BP knee mill with the GS2 VFD
[20:53:33] <mhaberler> working?
[20:53:46] <JT-Shop> I have a label that reads OFF, FWD, REV depending on the spindle state
[20:53:58] <JT-Shop> :) yes works real well
[20:54:00] <mhaberler> aja;)
[20:54:00] <JT-Shop> thanks
[20:54:06] <mhaberler> sure
[20:54:27] <JT-Shop> I was thinking it might catch my eye better if the background color was red when running in reverse
[20:54:48] <mhaberler> let me know if you find anything odd or unclear in the gladevcp manual
[20:55:02] <JT-Shop> I've been googling but don't come up with a simple solution to it
[20:55:09] <JT-Shop> Ok, will do
[20:55:12] <mhaberler> hm, let me see
[20:55:28] <JT-Shop> I'm trying to do everything by referencing the manual
[20:57:33] <mhaberler> the research part is always figuring which widget supports which methods, so I usually google for 'pygtk label set foreground' or so
[20:58:07] <JT-Shop> ah, I wasn't using pygtk in my search
[20:58:36] <mhaberler> hm, seems hard:
http://faq.pygtk.org/index.py?file=faq07.005.htp&req=show
[20:58:52] <mhaberler> one option is to use several images
[20:59:03] <JT-Shop> yea, found my way to that page
[20:59:14] <mhaberler> fwd/green, fwd/red; rev/green;rev/red
[20:59:15] <JT-Shop> display an image instead of the text?
[20:59:27] <mhaberler> yes; kinda cludgy
[21:00:01] <mhaberler> let me see, maybe there's a way - you want level-dependent colors?
[21:00:24] <JT-Shop> yes FWD green REV red Off nothing
[21:00:32] <mhaberler> ok
[21:04:55] -!-
ries has quit [Ping timeout: 240 seconds]
[21:28:29] <mhaberler> JT-Shop: here is your colored label - color depending on value:
http://git.mah.priv.at/gitweb/emc2-dev.git/shortlog/refs/heads/custom-label
[21:29:57] <JT-Shop> mhaberler: cool, thanks
[21:31:05] <mhaberler> onlx X windows can be colored; gtklabel doesnt have an own X window; but wrapping it in an gtkeventbox gives it an x window which can be colored. I have no idea what eventbox does beyond that ;)
[21:32:24] -!-
mhaberler has quit [Quit: mhaberler]
[21:32:34] -!-
JT-BP [
[email protected]] has joined #emc
[21:38:03] -!-
LawrenceSeattle has quit [Read error: No route to host]
[21:38:29] <JT-Shop> I have even less of an idea, but that is kind of what I gathered when reading it :)
[21:38:42] -!-
LawrenceSeattle [
[email protected]] has joined #emc
[21:45:26] -!-
isssy has quit [Ping timeout: 255 seconds]
[21:54:29] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust492.basl.cable.virginmedia.com] has joined #emc
[21:55:25] -!-
Valen [
[email protected]] has joined #emc
[21:56:55] <andypugh> What's this about a problem in mesa_8i20?
[21:59:35] <andypugh> clytle374: "implicit declaration of kmalloc" was fixed in this commit:
http://git.linuxcnc.org/gitweb?p=emc2.git;a=blobdiff;f=src/hal/drivers/mesa-hostmot2/mesa_8i20.c;h=a41093b3ddcc631df2ea31f70efe3cb2f23348e3;hp=51008a48a0a152a151c6a5773b4d58ea3a738fc0;hb=271269ac2edf3187100a78d49c31ebb3cb6dbf7f;hpb=88909a6cdeec5179c68d8852bbed6eaa7e3fff8a
[21:59:52] <andypugh> But that was some time ago, may last year.
[22:03:57] -!-
ries [
[email protected]] has joined #emc
[22:14:09] -!-
gene76 [
[email protected]] has joined #emc
[22:14:52] <gene76> Hey guys, I'm on the new D525box!
[22:15:24] <gene76> Two Q's ATM
[22:15:57] <gene76> It has one 2Gb ddr3 in it, will it be faster with a pair of 1Gb's?
[22:16:01] -!-
e-ndy has quit [Quit: Ex-Chat]
[22:18:58] <gene76> Hello??
[22:19:16] <Valen> a pair of sticks will generally be faster than a sinlge stick
[22:19:36] <Valen> unless the single stick is bigger
[22:20:06] <gene76> I'll have to see if maybe I cantrade back then, or maybe just put in another 2g stick
[22:20:34] <gene76> this is laptop style ddr3, slamm stuffs
[22:20:43] <gene76> this is laptop style ddr3, small stuffs
[22:21:06] <andypugh> why bother, if it is fast enough?
[22:21:18] <andypugh> It's a CNC controller, not a hotrod
[22:21:49] <gene76> I was going toask, the bios says thesata cNEMULATE EITHER Ide OR ahi, WELL THAT MAY BE THE BOTTOM LINE, IS IT FAST ENOUGH.
[22:22:49] <gene76> I haven't moved the machine with it yet, and despite this rubber keyboard being dirt proof, it sucks to type on.
[22:23:38] <andypugh> OK, who is it, trying to start another war on the 'zone?
http://www.cnczone.com/forums/mach_mill/144558-pulse_frequency_help.html
[22:23:54] -!-
emcPT [
[email protected]] has joined #emc
[22:24:10] <andypugh> My stainless one has lost the "s" key. M31500 doesn't work. I guess it could be worse, though.
[22:24:32] <gene76> Latency, while it was hammering the drive doing the initial updates, was just a hair over 10 usecs, lotsbetter that the previous box
[22:25:21] <andypugh> Aye, for the price they are very hard to beat.
[22:25:28] <gene76> let me run emc for grins
[22:27:37] <gene76> Taint gonna run, it looks like a config is wrong, Ini variable '[EMCMOT]SHMEM_KEY' not found. Where is that puppy?
[22:28:01] <andypugh> I don't think we use that any more.
[22:28:11] <andypugh> Which config?
[22:28:16] <andypugh> Which EMC2 version?
[22:28:20] -!-
saberman_3 [
[email protected]] has joined #emc
[22:28:41] -!-
saberman_3 has quit [Remote host closed the connection]
[22:29:59] -!-
micges has quit [Ping timeout: 255 seconds]
[22:31:13] -!-
FinboySlick has quit [Quit: Leaving.]
[22:31:16] -!-
The_Ball has quit [Ping timeout: 240 seconds]
[22:31:22] -!-
gene76 has quit [Read error: Connection reset by peer]
[22:32:24] -!-
gene76 [
[email protected]] has joined #emc
[22:33:59] <gene76> Humm, I found a config thatran, but its2.4.6, not 2.4.7-something, andsynapitic says i am up to date ?? It also took the box down wheenI quit it.
[22:37:13] <gene76> screw that keyboard , maybe this one will send what my fingers type
[22:37:16] -!-
emcPT_ [
[email protected]] has joined #emc
[22:37:18] <andypugh> I think SHMEM_KEY went some time in 2009.
[22:37:35] -!-
emcPT has quit [Ping timeout: 240 seconds]
[22:37:53] <gene76> I sure don't recall it recently
[22:38:28] <andypugh> I guess the problem is that it appears in the HAL file, but not the INI file. Is this one of the sample configs?
[22:38:37] <gene76> What do I do to get back in the bleeduing edge releases?
[22:38:55] <andypugh> buildbot.linucnc.org
[22:39:46] <gene76> No, it was a config I'd saved off the other drive this morning to a 40G One Touch, and just copied back half an hour ago.
[22:39:47] -!-
emcPT_ has quit [Remote host closed the connection]
[22:41:27] <gene76> These updates were coming in thru synaptic? Is there a line to enable that in synaptic?
[22:43:55] <gene76> lucid base 2.4 and 2.4 srcs are enabled
[22:45:31] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[22:45:39] <gene76> I expect I had better go see what Dee wants to do for dinner, might be back later, or on the list maybe, thanks Andy
[22:47:16] -!-
emcPT [
[email protected]] has joined #emc
[22:55:09] <andypugh> gene76: If you make the changes suggested on the buildbot page, you then start to get the branch of your choice through the package manager
[22:56:13] -!-
Mjolinor has quit [Quit: Leaving]
[22:57:02] <Valen> if you have 2gb of ram it will be enough, don't bother
[22:57:15] <JT-Shop> YEA! my GladeVCP label with text and background color depending on input works neat :)
[22:57:33] <Valen> you do know you don't need to reinstall linux if you swap motherboard right gene76?
[23:00:43] -!-
factor has quit [Read error: Connection reset by peer]
[23:09:14] -!-
syyl has quit [Quit: Leaving]
[23:10:14] -!-
Nick001-Shop [
[email protected]] has joined #emc
[23:13:33] -!-
emcPT has quit [Remote host closed the connection]
[23:13:38] -!-
motioncontrol [motioncontrol!~io@host249-72-dynamic.17-87-r.retail.telecomitalia.it] has joined #emc
[23:17:41] -!-
toastyde1th has quit [Ping timeout: 255 seconds]
[23:17:56] -!-
FinboySlick [
[email protected]] has joined #emc
[23:27:48] -!-
uwe_ has quit [Ping timeout: 244 seconds]
[23:31:32] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:36:38] -!-
mshaver [mshaver!~mshaver@173-167-237-41-ip-static.hfc.comcastbusiness.net] has parted #emc
[23:36:44] -!-
kbarry has quit [Remote host closed the connection]
[23:46:24] -!-
uwe_ [
[email protected]] has joined #emc
[23:50:44] -!-
toastydeath [
[email protected]] has joined #emc
[23:58:05] -!-
mikegg [
[email protected]] has joined #emc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}