Back
[00:04:10] -!-
theorb [
[email protected]] has joined #linuxcnc
[00:04:19] -!-
theorbtwo has quit [Ping timeout: 244 seconds]
[00:04:31] theorb is now known as
theorbtwo
[00:17:09] <Jymmm> OH MY GOSH! This is gonna be SO wonderful!!!
[00:22:32] <pfred1> Jymmm what is that?
[00:24:18] <gene__> skunkworks: sorry, off carving the bottom of a pcb, looking great
[00:25:00] -!-
The_Ball has quit [Max SendQ exceeded]
[00:25:20] <gene__> Just one problem: Axis's backplot is about 4" up in the air on the screen!
[00:25:50] <Jymmm> pfred1: I have one of these that use 1LB propane tanks. Just received the hose I ordered that lets me connect the heater to a 20LB propane tank
http://www.mrheater.com/product.aspx?catid=41&id=24
[00:26:41] <Jymmm> pfred1: WE HAVE HEATAGE!!! and not at $4/lb anymore =)
[00:26:48] -!-
The_Ball [
[email protected]] has joined #linuxcnc
[00:29:50] <pfred1> Jymmm what does a 20# tank cost to fill these days?
[00:30:52] <Jymmm> pfred1: If I EXCHANGE the tank at Lowes (which only fills to 15LBS) is $19.23 out-the-door (including sales tax).
[00:32:30] <pfred1> so far this year it hasn't gotten very cold right now in my garage no heat 59F
[00:32:57] <Jymmm> It's actually colder in the garage right now than outside
[00:33:55] <Jymmm> It can get cold enough in here that my fingers start to hurt even with fingerless gloves on.
[00:33:56] <pfred1> that can happen here to me too I have an indoor outdoor thermometer so i can take advantage of warmer temps outside now it is 43F outside
[00:34:08] <pfred1> yeah if i get cold I call it
[00:34:24] <pfred1> go inside and watch movies or something read a book
[00:34:46] <Jymmm> Yeah, I'm trying NOT to call it. I have things I need to do out here and this will help big time!
[00:35:03] <Jymmm> I wen thru about 6 1LB tanks last month.
[00:35:22] <pfred1> I don't need to do anything I'd like to do a few things now and again though
[00:35:24] <Jymmm> At least now that I have a 20# tank, I can get an adapter to refill the 1# tanks too.
[00:36:17] <Jymmm> It's a great lil heater, There's the Big Buddy too which I would consider next time.
[00:36:32] <pfred1> right now well right now I'm on IRC but right before I was making some bearing supports
[00:36:48] <pfred1> you don't want to see the propane heaters I have
[00:36:58] <pfred1> they freeze 20# tanks
[00:37:04] <Jymmm> the turbo jet kind?
[00:37:11] <pfred1> nah block heaters
[00:37:13] <Jymmm> 100,000 BTU
[00:37:15] <Jymmm> oh
[00:37:17] <pfred1> 250,000
[00:37:20] <Jymmm> heh
[00:37:40] <pfred1> warm you up in a jiffy :)
[00:37:55] <Jymmm> I was freezing 1# tank once in a while.
[00:38:16] <pfred1> yeah I have 4 propane tanks I'd swap around thaw one run on another
[00:38:37] <pfred1> but i haven't used them in years now last i bought gas it cost me $10 a fill
[00:39:17] <pfred1> in the dead of winter 20F I could get it to 100F inside a tent
[00:39:29] -!-
rob_h has quit [Ping timeout: 252 seconds]
[00:39:46] <pfred1> I have a pic someplace of that setup let me see if I can find it
[00:40:23] <pfred1> http://i.imgur.com/9v3PD.jpg
[00:41:05] <Jymmm> pfred1: you should exchange the tanks if you can so they dont get of of certification
[00:41:19] <pfred1> bit too late for that now
[00:41:28] <pfred1> they're the old style valves
[00:41:47] <pfred1> they did what i needed them to do
[00:41:48] <Jymmm> I got lucky enough to buy a 8yo tank off of CL for $5
[00:42:14] <Jymmm> exchanged it at Lowes and now have a 1yo tank =)
[00:42:43] -!-
Lasivian [
[email protected]] has joined #linuxcnc
[00:44:07] <pfred1> I found when I heated my garage as it cooled I'd get mousture condensation and all of my tools would rust
[00:44:18] <pfred1> I wasn't too big for that
[00:44:35] <Jymmm> I bet
[00:44:57] <pfred1> so now i just take the season off if it gets cold this year it hasn't
[00:45:24] <Jymmm> you could insulate the place
[00:45:29] <pfred1> oh it is
[00:45:37] <Jymmm> oh, ew
[00:45:45] <pfred1> still gets cold eventually if it is cold outside
[00:46:07] <Jymmm> bet the condensation I would think wouldn't be so bad.
[00:46:14] <Jymmm> s//be/but/
[00:47:07] <pfred1> warm air just holds a lot more water than cold does and cold metal likes to condense
[00:47:27] <Jymmm> yeah, I understand.
[00:47:38] <pfred1> plus it is damp here
[00:47:47] -!-
Loetmichel_ [
[email protected]] has joined #linuxcnc
[00:47:57] <Jymmm> pfred1: Where's here?
[00:48:15] <pfred1> I'veo ne of the largest bays in the world to the west of me and one of the largest oceans to the east
[00:48:23] <cstop> It's damp here too... ;-)
[00:48:48] -!-
Loetmichel has quit [Ping timeout: 272 seconds]
[00:48:48] <pfred1> so no matter which way the wind is blowing it is blowing over water to get to me
[00:48:59] <Jymmm> pfred1: Where's here?
[00:49:03] <pfred1> Delaware
[00:49:09] <Jymmm> ah
[00:49:13] <pfred1> place is a penninsula
[00:49:35] <pfred1> we're basically sticking halfway out into the Atlantic Ocean
[00:50:59] <Jymmm> pfred1: Go underground! lol
[00:52:09] <pfred1> pfft if it is rainy I can hit water if I dig down 3 feet
[00:52:42] <pfred1> no one here has basements
[00:53:05] <Jymmm> go figure, basements are not really a Calif thing either too much.
[00:55:13] <pfred1> I had one at my old place I miss it
[00:56:22] <pfred1> I need to figure out a way to align these two pieces in order to drill them well 4 pieces really
[00:56:46] <Jymmm> C clamp ?
[00:57:30] <pfred1> once they're aligned that would be a good way to go
[00:57:43] -!-
MarkusBec has quit [Ping timeout: 276 seconds]
[00:57:49] <Jymmm> odd shape?
[00:58:19] <pfred1> they already have other holes in them that need to be lined up but they're not the same size holes
[00:58:59] <Jymmm> fill the holes with flat washer that all have the same ID
[01:01:02] <pfred1> I may have to do something like that in order to get it to work out
[01:05:01] <pfred1> I might have to make a stepped mandril on my lathe or something
[01:12:04] <Jymmm> pfred1: what about polymer clay?
[01:12:16] <pfred1> what about it?
[01:12:40] <Jymmm> pfred1: Fille th holes with it, bake em, then aligh em up
[01:12:58] <pfred1> I don't see how the clay helps
[01:13:16] <pfred1> the holes have to be in the pieces
[01:13:17] <Jymmm> makes the hole sizes consistant
[01:13:29] <Jymmm> the clya will pop out after
[01:13:49] <pfred1> but how do I guarantee I put holes in the clay in the middle?
[01:14:15] <pfred1> best i ever get eyeballing a hole is a few thous
[01:14:27] <pfred1> though if I'm off by that much with this it'd be OK
[01:16:10] <Jymmm> Well, unless you has some precision diamtere metal tubing that will nest instead each other, I have no clue.
[01:16:27] -!-
A3Sheds has quit [Quit: gone]
[01:16:28] <pfred1> I could just turn two steps on a lathe
[01:16:44] <pfred1> they'd be concentric to each other
[01:18:08] <Jymmm> there ya go
[01:18:53] <pfred1> then i wing it with the other two pieces use center punches on them
[01:20:18] <pfred1> really somehow i need to get another piece in there but I'll cross that bridge when I come to it
[01:20:39] <pfred1> I want to make up the outside framework first then put that piece in
[01:20:55] -!-
FinboySlick has quit [Quit: Leaving.]
[01:21:54] <pfred1> I need to get all of this screwed together
http://i.imgur.com/mRqmd.jpg
[01:22:09] <pfred1> then I need another bearing on the other side of the rod
[01:22:47] <Jymmm> whats the brown things?
[01:22:55] <pfred1> pillars?
[01:23:03] <Jymmm> made from what?
[01:23:07] <pfred1> phenolic
[01:23:50] <pfred1> stuff taps good I'm just going to tap it
[01:24:08] <Jymmm> I'd have used angled alumuinum and a couple of blocks
[01:24:09] -!-
maximilian_h has quit [Ping timeout: 240 seconds]
[01:24:13] -!-
GoSebGo has quit [Ping timeout: 252 seconds]
[01:24:17] <jdhNC> yeah, tap that.
[01:24:37] <Jymmm> jdhNC: you would tap any hole with hair around it!
[01:25:35] <jdhNC> I ran across a piece of phenolic at work about 8" thick, 2ft x 2ft, weighed a ton
[01:25:48] <pfred1> I didn't have a big enough piece of 1/2" thick sheet so I glued 2 1/4" pieces together
[01:26:08] <jdhNC> had a small rectangle badly cut out of one corner
[01:27:02] <pfred1> stuff is pretty nice to work with shame it is so expensive
[01:27:58] <pfred1> I priced out the piece i cut that off of and it is $156
[01:28:49] <pfred1> I ran across the stuff i have got it all for free
[01:29:06] <jdhNC> this was being thrown out
[01:29:46] <pfred1> jdhNC a couple folks had to die but essentially yes
[01:29:53] -!-
Valen has quit [Quit: Leaving.]
[01:30:12] <jdhNC> heh, I meant the big chunk I could have had
[01:30:28] <jdhNC> except, I can't have it... it has to be thrown away
[01:30:30] <pfred1> oh man don't pass it up it is great stock
[01:31:06] <jdhNC> tons of ancient servos and drives too
[01:31:08] <pfred1> throw it away into your trunk
[01:31:11] <jdhNC> all in a dumpster
[01:31:28] <pfred1> do a double time Sunday :)
[01:32:40] <pfred1> a buddy of mine gave me a bunch of steppers he cleaned out of a stock room at a place where he worked
[01:33:11] <pfred1> the one on the bottom in my picture is one of them
[01:33:32] <pfred1> nice little motor
[01:34:34] <pfred1> he gave me some bigger ones too but I don't have drivers for anything their size
[01:38:51] <jdhNC> what happens if you a big motor on a small drive?
[01:39:07] <pfred1> it runs junky and maybe your driver burns out
[01:39:13] <jdhNC> will it burn it up or just be slow/weak?
[01:39:23] <pfred1> the motor won't but the driver might
[01:39:48] <pfred1> but yeah you can expect diminished performance
[01:40:44] <pfred1> someday when I've nothing better to do I'll make drivers for bigger motors
[01:42:28] <pfred1> jdhNC right now i kind of like the use more little motors theory though
[01:43:00] <pfred1> as designed my 3 axis machine uses 5 motors 2 on X 2 on Y and one Z
[01:43:16] <jdhNC> that's a lot of increased failure points
[01:43:27] <pfred1> that way I get big motor performance with little motor pricetag
[01:43:37] <jdhNC> should be speedier also?
[01:43:50] <skunkworks> mach rigid tapping
http://youtu.be/19aSV9JeU10
[01:43:55] <pfred1> well with gantry routers you have to worry about racking
[01:44:28] <pfred1> so people put in these stupid chain drives or belt drives or what have you
[01:44:48] <skunkworks> G01C7200Z-.9 (20 turns 1" down)
[01:44:49] <skunkworks> G01C0Z.1 (Back the other way)
[01:45:46] * skunkworks hugs linuxcnc again
[01:46:14] <jdhNC> looks pretty good to me.
[01:46:48] <jdhNC> teh power drawbar too
[01:47:56] -!-
tlab [
[email protected]] has joined #linuxcnc
[01:53:57] * JT-Shop says Bloody Well Right!
[01:55:43] * JT-Shop gets back to making a couple of cannon stocks
[02:09:07] -!-
tlab has quit [Quit: Leaving]
[02:11:58] -!-
hmm [hmm!43bf9431@gateway/web/freenode/ip.67.191.148.49] has joined #linuxcnc
[02:12:15] -!-
The_Ball has quit [Ping timeout: 245 seconds]
[02:12:36] <hmm> Hi, got a question about feeds and speeds. Can anyone help me?
[02:12:55] <pfred1> hmm?
[02:13:43] <Tom_itx> not unless you ask
[02:13:58] <hmm> ok, so I'm a novice
[02:14:09] <hmm> and I need to cut some 0.25" thick delrin
[02:14:30] <pfred1> I've machined HDPE
[02:14:44] <hmm> with a 0.125" end mill. I tried calculating feeds and speeds using a SFPM of 400
[02:14:51] <Tom_itx> you need sharp cutters for plastic
[02:14:52] <pfred1> pretty much if it ain't melting you can go faster ;)
[02:15:02] <MattyMatt> you shoulda said the magic delrin word in #reprap hmm :) I'v done a lot of that
[02:15:06] <hmm> but that's given me insanely high spindle speeds (like in the 12000s"
[02:15:13] -!-
ravix [
[email protected]] has joined #linuxcnc
[02:15:20] <jdhNC> 12000 sounds good to me
[02:15:25] <jdhNC> or 15k
[02:15:28] <Tom_itx> pick your spindle speed first if the machine won't do it
[02:15:30] <MattyMatt> I use 20k
[02:15:32] <pfred1> hmm yup plastic is as fast as you can run until it starts to burn on you
[02:15:45] <hmm> Oh, well i can't go higher than 8000
[02:15:51] <Tom_itx> then figure your chip load to get your fpm
[02:15:53] <pfred1> then there's your answer
[02:16:07] <jdhNC> how many flutes?
[02:16:09] <MattyMatt> use coolant even if it means standing there with a tube in your mouth blowing air
[02:16:33] <pfred1> MattyMatt you don't need to cool plastic unless you're running too fast
[02:16:40] <hmm> two flutes
[02:16:40] <MattyMatt> that's what I have to do on my plywood mill
[02:17:29] <pfred1> machining plastic is like playing lets pretend to machine
[02:17:31] <hmm> how do I find the chip load?
[02:17:32] <MattyMatt> or too slow, and the dust isn't getting blown out. that melts
[02:17:40] <hmm> Is it in a data tabl?
[02:18:23] <MattyMatt> I've got some 1 flutes for the next time I have to do it. 4 flutes was horrible
[02:18:35] <pfred1> yeah you want open for chips
[02:19:07] <pfred1> and like someone already said super sharp
[02:19:28] <pfred1> then plastic machines like a dream
[02:19:45] <MattyMatt> if you can arrange a jet of anything to blow the chips out, even better
[02:19:45] <jdhNC> delrin cuts great anyway
[02:19:48] <pfred1> even better than aluminum
[02:19:55] -!-
mhaberler has quit [Quit: mhaberler]
[02:20:32] <pfred1> MattyMatt you should be running fast enough the chips clear due to spindle speed
[02:20:40] <pfred1> they should be flying out
[02:20:50] <MattyMatt> real delrin is nicer than copolymer POM too, that's slightly greasy/stringy like PE
[02:21:22] <pfred1> I usually end up with a birds nest on my endmill that acts like a fan anyways
[02:21:27] <MattyMatt> I run about 20krpm
[02:21:42] <MattyMatt> yeah that happens :)
[02:21:45] <pfred1> but being plastic it is fairly harmless
[02:22:13] <MattyMatt> chipping delrin out of my 4 flute became tedious
[02:22:25] <pfred1> yeah no you want a bit you'd never run in metal
[02:22:44] <pfred1> really thin webbed
[02:22:59] <pfred1> I mean come on you're beating the stuffing out of plastic
[02:23:07] <MattyMatt> like a drill bit? :)
[02:23:52] <MattyMatt> I can't help comparing the price of a designed-for-plastic endmill and a broken drill bit
[02:24:13] <MattyMatt> afaics, they are very similar form
[02:24:15] <pfred1> drill bits have all sorts of different webs and twists so it is hard to say
[02:24:50] <MattyMatt> I don't have any sort of toolgrinder, so I haven't been able to test
[02:25:03] -!-
clytle374 [
[email protected]] has joined #linuxcnc
[02:25:13] <MattyMatt> not even a plain wheel to sharpen tools normally
[02:25:13] <hmm> So I'm using the formula: Feedrate= RPM * # teeth * chipload
[02:26:14] <hmm> And I'm going to use my fastest RPM, which is ~7600, with a 2 flute endmill (0.125" diameter") and a 0.002 chipload at a 0.05 depth of cut
[02:26:31] <hmm> feedrate= 7600*2*0.002
[02:26:35] <pfred1> why such a small diameter bit?
[02:26:39] <hmm> 30.4
[02:26:43] <hmm> in/min
[02:27:00] <hmm> 1/8 end mill because there are some features on the part that have to be that diameter
[02:27:08] <pfred1> ah
[02:27:16] <pfred1> shame
[02:27:22] <hmm> :/
[02:27:27] <jdhNC> 1/8" is fine
[02:27:35] <pfred1> yeah it's only plastic
[02:27:46] <hmm> but 30.4" in/min seems really fast; Is this only because I'm a novice?
[02:27:55] <jdhNC> it's not very fast for delrin
[02:28:06] <MattyMatt> 1/8" is the largest I can get in my dremel :) I've got an ER16 chuck for my next spindle
[02:28:10] <pfred1> if the bit snaps it is too fast
[02:28:29] <pfred1> only real way to tell
[02:28:32] <jdhNC> try it on a scrap part
[02:28:34] <hmm> would you recommend that I go at a shallower depth of cut?
[02:28:50] <MattyMatt> yeah go fast so you're not dwelling. that makes friction melting more likely
[02:28:57] <pfred1> you'll probably be fine
[02:29:23] <pfred1> MattyMatt yup better to move along than sit and melt
[02:29:24] <hmm> Oh, I forgot to mention one thing; I'm not sure if it matters: The operation is a profile operation, so there's no stepover
[02:29:37] <MattyMatt> delrin machines lovely until it hits 165C and melts like wax
[02:29:37] <hmm> so it's cutting with the full diameter
[02:29:44] <jdhNC> I do 30krpm at 25ipm, single flute seems to get rid of chips better
[02:30:11] <pfred1> jdhNC climbing or conventional?
[02:30:15] <hmm> 30000 rotations per minute???
[02:31:11] <jdhNC> hmm: that's what it say, never tach'ed it though. might be 25k
[02:31:15] <pfred1> hmm plastic likes high surface speeds
[02:31:36] <hmm> The only problem is that I've already snapped one 1/8th bit already
[02:31:41] <jdhNC> in delrin?
[02:31:42] <MattyMatt> mine can go 36k, but I don't like the noise it makes at full speed
[02:31:43] <hmm> I think that it was because my depth of cut was too fast
[02:31:44] <cpresser> i do acrylic with singel-flute 1/8in with about 18k rpm at a feedrate of 2000mm/min
[02:31:48] <hmm> and it was aluminum
[02:32:02] <hmm> sorry, depth of cut was too *deep
[02:32:03] <pfred1> plastic isn't aluminum
[02:32:13] <cpresser> it gives nice chips, no melting
[02:32:19] <hmm> Well, I'll give it a try
[02:32:42] <jdhNC> what DoC are you planning for the delrin?
[02:32:50] <hmm> Y'alls mills move fast
[02:32:55] <hmm> DoC?
[02:33:03] <jdhNC> mine is router
[02:33:09] <pfred1> my mill only does 2,500 RPM
[02:33:21] <cpresser> same. i use a gantry router
[02:33:44] <hmm> jdhNC: what do you mean by DoC?
[02:33:46] <cpresser> make sure your chips are 'large'. each chip takes away heat :)
[02:33:47] <jdhNC> bolt a high speed spindle on to your head
[02:33:50] <pfred1> but I can put a 3 inch diameter cutter into it so that kind of makes up for it
[02:33:52] <jdhNC> Depth of Cut
[02:34:09] <jdhNC> 3" cutter wastes a lot of stock if you are just profiling delrin
[02:34:52] <hmm> oh, 0.05" depth of cut
[02:34:53] <cpresser> i would suggest to hav Doc < tool diameter
[02:35:03] <hmm> 0.125" endmill
[02:35:30] -!-
The_Ball [
[email protected]] has joined #linuxcnc
[02:35:44] <jdhNC> .05 in delrin is nothing
[02:36:04] <hmm> Do you think that 4 in/min would be too slow?
[02:36:11] <jdhNC> yes, it will melt
[02:36:32] <MattyMatt> way too slow, if your mill can't go faster you WILL need to nurse it with coolant
[02:36:33] <hmm> I'm only asking because I've never gone over 5 in/min on any operation... :/
[02:36:46] <hmm> ok
[02:37:18] <pfred1> plastic is almost as low on the scale as foam after that you're into milling gasses
[02:37:28] <hmm> haha
[02:37:37] <hmm> well, good night
[02:37:39] <hmm> thanks guys
[02:38:01] <jthornton> I go 450IPM...
[02:38:21] -!-
hmm has quit []
[02:38:22] <MattyMatt> even wood could bend my floppy Z at 1mm DoC before I sorted it out
[02:39:25] <MattyMatt> it's still not what I'd call solid, but it's a lot better now
[02:39:44] <pfred1> MattyMatt you ever check out my Z Axis in progress?
[02:40:51] <MattyMatt> I can't recall. I had a hdd failure just after I saw your last pics :p
[02:41:16] <pfred1> MattyMatt I'd say it is pretty solid for the first few inches of travel
http://i.imgur.com/rUfIX.jpg
[02:42:31] <MattyMatt> looks OK for chipboard :) I thought the clamps look even better tho
[02:42:37] <pfred1> MattyMatt then the router sits in it sort of like this
http://i.imgur.com/zWNB9.jpg
[02:42:54] <pfred1> it is melamine
[02:43:33] <MattyMatt> telescopic? nice
[02:43:49] <pfred1> yes there are two square tubes
[02:44:12] <pfred1> that second picture is the inner tube
[02:44:18] <pfred1> like a tire!
[02:44:25] <MattyMatt> probably cheaper than my drawer slides too
[02:44:59] <pfred1> I got the shelves at a thrift store for 50 cents a piece I used 5
[02:45:15] <MattyMatt> excellent
[02:45:20] -!-
MarkusBec [
[email protected]] has joined #linuxcnc
[02:45:54] <MattyMatt> it is still chipboard under the melamine tho, so don't expect it to last forever once the oil starts flying
[02:46:00] <pfred1> I'm trying to keep it all low budget
[02:46:08] <pfred1> what oil?
[02:46:15] <pfred1> I'm only going to cut wood with it
[02:46:25] <pfred1> I have a mill for metals
[02:46:46] <MattyMatt> I don't :) I'm stuck with wood-on-wood action for now
[02:47:18] <pfred1> yeah no I'd never try to cut metal with a wooden machine
[02:47:23] <MattyMatt> hopefully I can handle alu now I've added a few key parts of metal
[02:47:42] <pfred1> yeah aluminum is pretty easy going
[02:47:55] <pfred1> when you get into steel it starte getting real then
[02:48:17] <MattyMatt> epoxy-granite is where I'm headed for metalwork tools
[02:48:21] <pfred1> then things can start to go boom
[02:49:15] <pfred1> yeah i always wondered why more people didn't avail themselves of fiberglass when making these homebrewed CNC machines
[02:50:11] <MattyMatt> yep I might still line mine with fiberglass to waterproof it
[02:50:13] <pfred1> glass can be pretty tough stuff
[02:51:01] <pfred1> I've cut a little particle board in my day and this stuff in these shelves is a cut above the stuff you can buy at a big box store
[02:51:12] <MattyMatt> I haven't worked out the cost of doing thick sections
[02:51:53] <MattyMatt> fibeglass is usually used in thin layers here for canoes etc
[02:51:55] <pfred1> I have never tried it but I cannot see why it wouldn't work to use cloth rag material on inside layers
[02:52:17] <pfred1> I mean once that resin hardens up its all over
[02:52:31] <MattyMatt> I've patched a scooter exhast with denim+epoxy :)
[02:52:39] <pfred1> you could put that stuff onto corrugated cardboard and get something tougher than wood
[02:52:44] <MattyMatt> it burned away in time but worked for a while
[02:53:05] -!-
hmm [hmm!43bf9431@gateway/web/freenode/ip.67.191.148.49] has joined #linuxcnc
[02:53:07] <pfred1> yeah fiberglass stinks to the high heavens when it burns
[02:53:19] <hmm> Sorry, I just remembered to ask one more thing
[02:53:27] <skunkworks> 42!
[02:53:33] <pfred1> MattyMatt don't sell high temperature RTV short though!
[02:53:34] <hmm> Does it matter whether I use conventional or climbing ?
[02:54:05] <MattyMatt> depends how stiff your Z is
[02:54:15] <jdhNC> if you are just doing a profile, one side is climbing, the other is conventionaling
[02:54:20] <MattyMatt> if you've any flex, avoid climbing
[02:54:29] <pfred1> well if they're spinning fast enough it should overcome wanting to walk int othe work
[02:55:13] <MattyMatt> it's climbing out that (was) my problem
[02:55:22] <MattyMatt> REALLY floppy Z I had
[02:55:51] <hmm> ok, so conventional is better if I'm unsure about the setup?
[02:56:13] <hmm> I recently had a problem with delrin bowing up during an operation
[02:56:14] <pfred1> hmm only testing can tell
[02:56:38] <MattyMatt> double sided tape was a revelation for this workpiece
[02:56:45] <MattyMatt> ^thin work
[02:56:49] <pfred1> does it stick to plastic?
[02:56:54] <MattyMatt> yep
[02:56:57] <pfred1> oh good
[02:57:00] <hmm> will tape mess up the cutter?
[02:57:05] <pfred1> then it is a good way to go
[02:57:18] <pfred1> believe it or not tape is a lubricant
[02:57:36] <pfred1> scroll sawing trick to put box tape on top of work
[02:58:37] <MattyMatt> even 3-roll-for-a-pound stuf. the milling actioon burnishes it nicely. if feels dodgy grip when you mount it, but getting it off is a job
[02:58:58] <pfred1> goo gone
[02:59:13] <MattyMatt> paraffin :)
[02:59:17] <pfred1> which smells like citrus oil to me
[02:59:55] <MattyMatt> I find butane quite effective, probably because it freezes the goo
[03:00:04] <pfred1> heat gun gets it to peel pretty good too
[03:01:32] <pfred1> MattyMatt I saw a commercial machine that used 2 nested square tubes ar its Z axis that was what gave me the idea
[03:01:42] <MattyMatt> hmm, yes it does need picking off the cutter afterwards I find
[03:01:55] <MattyMatt> easily done tho
[03:01:56] <pfred1> yeah you can wash the cutter with acetone
[03:03:51] <hmm> ok
[03:04:17] <hmm> good night
[03:04:18] -!-
hmm has quit []
[03:04:33] <MattyMatt> pfred1, RTV doesn't add any stiffness to the plywood tho. GRP will
[03:05:38] <MattyMatt> I could add an inch of concrete underneath the RTV tho :) my effective working area is smaller than my frame was intended for
[03:05:57] <MattyMatt> 2 inches even
[03:06:09] <MattyMatt> if momma's wooden floor can stand it
[03:07:59] <pfred1> MattyMatt I meant just for heat resistance
[03:08:18] <MattyMatt> ah for the scooter exhaust?
[03:08:22] <pfred1> I've used the stuff right on an exhaust header it holds up
[03:08:30] <MattyMatt> neat
[03:08:42] <pfred1> yeah I had my doubts but it has held
[03:08:55] <pfred1> I figured just to get through inspection
[03:09:13] <clytle374> Stuff called muffler putty will work also
[03:09:32] <MattyMatt> that's expensive, when you're a scooter rider :)
[03:09:47] <MattyMatt> this was in Holland when I was looking for work
[03:10:25] <pfred1> MattyMatt as a windmill maintenance man?
[03:10:37] <clytle374> In that case a soda can and a hose clamp works too
[03:10:38] <MattyMatt> tulip bulb planter
[03:10:51] <pfred1> ah I was going to say that
[03:11:05] <MattyMatt> and pickled herring processor
[03:11:19] <pfred1> wooden shoe salesman
[03:11:25] <MattyMatt> never did that
[03:11:47] <MattyMatt> I would now of course, with my wooden cnc
[03:12:06] <pfred1> I seen a video of a guy carving wooden shoes
[03:12:11] <MattyMatt> bicycle repairman was another trade I plied
[03:12:14] <pfred1> I donno if a machine can compete
[03:12:19] -!-
BobGreen [
[email protected]] has joined #linuxcnc
[03:12:39] <MattyMatt> I think a copy lathe is how they're mostly done
[03:13:01] <MattyMatt> real ones, not the ones they make just for tourists now
[03:13:36] <MattyMatt> they were popular when everywhere was marshy, because they dry out quickly
[03:14:02] <MattyMatt> all the water has been tamed into canals these days
[03:14:32] <MattyMatt> no reason to get your feet wet on the way home, if you're sober
[03:16:22] <MattyMatt> it's only steelworkers and professional dutchmen actually wear them these days
[03:16:49] <MattyMatt> I knew one of the latter, he has a character :)
[03:17:12] <MattyMatt> ran a coffeeshop in leiden
[03:19:19] <MattyMatt> steelworkers clogs are just safety boots with wooden soles. that's an english clog
[03:21:13] -!-
sumpfralle has quit [Quit: Leaving.]
[03:21:30] <MattyMatt> I don't think they get that close to molten steel in modern works
[03:22:46] <MattyMatt> ore goes in at one end and emerges as hot pigs that go straight into the rollers
[03:23:33] <MattyMatt> they must have disaster crews waiting with wooden shoes tho
[03:26:25] <pfred1> http://svt.se/svt/road/Classic/shared/flash/VideoPlayer/svtplayer-2011.4.swf?&a=1371063&background=http%3A%2F%2Fmaterial.svtplay.se%2Fcontent%2F1%2Fc8%2F01%2F37%2F10%2F63%2Foa_43-0000-0000-sf3024_start.jpg&pathflv=http%3A%2F%2Fwww0.c00928.cdn.qbrick.com%2F00928%2Fkluster%2Foa_43-0000-0000-sf3024.flv&length=00%3A14%3A51&expression=sample&statisticsUrl=http%3A%2F%2Fld.svt.se%2Fsvt%2Fsvt%2Fs%3Fsvt-play.%25D6ppet-arkiv.%25D6ppet-arkiv.Fakta.Olika-hantverk
[03:27:17] <MattyMatt> one idea I had for a Z was steel square tubes with rows of balls in the corners
[03:28:30] <MattyMatt> yay, klompenhout :)
[03:30:12] <MattyMatt> I like his spoon tool
[03:30:25] <pfred1> the guy throws some chips
[03:30:53] <pfred1> it ovbiously isn't the first pair of shoes he has ever made
[03:32:42] <MattyMatt> I need an adze
[03:33:07] <MattyMatt> maybe. I don't get many logs to play with in the city
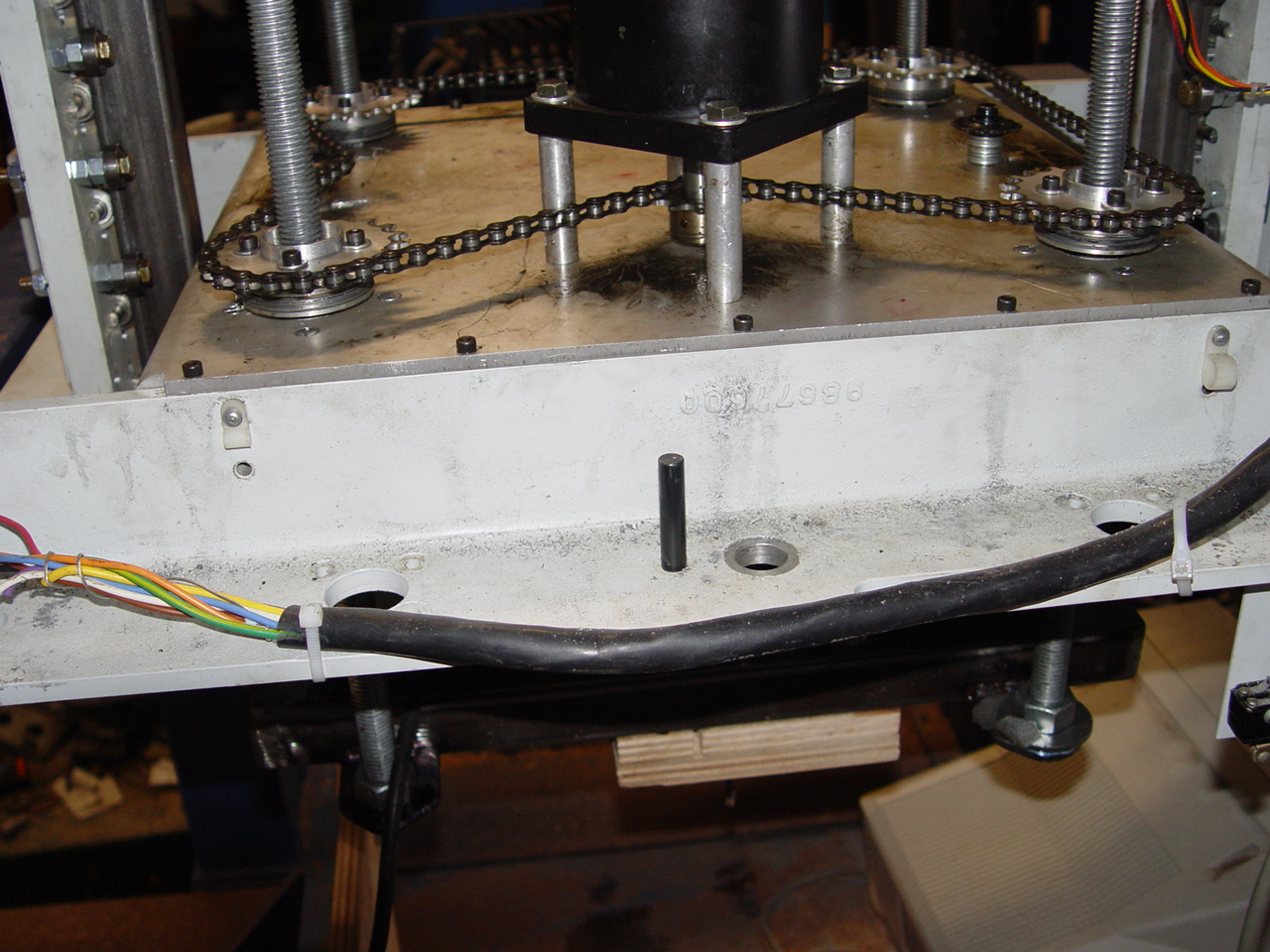
[03:33:21] <skunkworks> http://www.electronicsam.com/images/KandT/zaxis.JPG
[03:33:39] <pfred1> I have a couple acres of them in my backyard
[03:34:18] <MattyMatt> skunkworks that is remarkably similar to the original reprap
[03:34:43] <MattyMatt> it was declared overconstrained
[03:34:47] <skunkworks> heh
[03:35:52] <skunkworks> I think the threaded rod is 3/4"
[03:37:14] <MattyMatt> trouble with riding on screws is side forces massively increases friction
[03:37:24] <MattyMatt> that'd work great with ballscrews
[03:37:44] <skunkworks> do you see the rails?
[03:37:53] <MattyMatt> ah cool rails too
[03:38:10] <skunkworks> roller skate bearings
[03:39:04] <MattyMatt> I'll take a closer look when I'm done watching old men doing woodwork :)
[03:39:19] <pfred1> MattyMatt dead men by now
[03:40:03] -!-
joe9 [
[email protected]] has joined #linuxcnc
[03:40:16] <pfred1> I don't think these videos are speeded up I think they just move this fast
[03:41:26] <MattyMatt> naah they are speeded up. undercranking saved film
[03:42:19] <pfred1> still they weren't messing around
[03:43:08] <pfred1> they had some nice old tools back then
[03:44:43] <MattyMatt> swedish steel was the best in the world
[03:45:07] <pfred1> I like solingen but sweedish is good too
[03:46:41] <MattyMatt> potassium I think, it was naturally low in
[03:47:36] <MattyMatt> it's in bessemer's book why swedish was best
[03:47:54] <pfred1> well their pig iron
[04:13:34] -!-
BobGreen has quit [Quit: User pushed the X - because it's Xtra, baby]
[04:52:05] -!-
packrat has quit [Ping timeout: 248 seconds]
[04:59:29] -!-
packrat [
[email protected]] has joined #linuxcnc
[05:05:19] -!-
linuxcnc-build has quit [Ping timeout: 252 seconds]
[05:05:57] -!-
hm2-buildmaster has quit [Ping timeout: 248 seconds]
[05:06:22] -!-
seb_kuzminsky has quit [Ping timeout: 252 seconds]
[05:18:16] -!-
seb_kuzminsky [
[email protected]] has joined #linuxcnc
[05:21:51] <clytle374> seb_kuzminsky, got crazy busy. starting the Precise testing now.
[05:22:16] <clytle374> Funny that is takes another 800M of downloads just to be ready to build a kerenl
[05:23:32] <pfred1> a kernel of korn?
[05:23:51] -!-
psha[work] [psha[work]
[email protected]] has joined #linuxcnc
[05:25:08] <pfred1> clytle374 custom kernel
http://img87.imageshack.us/img87/2250/wedoct27bootchart.png
[05:25:45] <pfred1> shaved about 30% off my boot time
[05:26:20] -!-
hackrat [
[email protected]] has joined #linuxcnc
[05:26:25] -!-
packrat has quit [Read error: Connection reset by peer]
[05:28:26] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[05:28:55] <clytle374> rc-parallel sped mine up a bunch. But that's not the point here
[05:31:27] <clytle374> http://www.dilbert.com/fast/2011-02-20/
[05:31:36] -!-
Tom_L has quit [Client Quit]
[05:39:01] -!-
hackrat has quit [Ping timeout: 256 seconds]
[05:43:19] -!-
WalterN has quit [Quit: Leaving]
[05:43:24] -!-
packrat [
[email protected]] has joined #linuxcnc
[05:43:24] -!-
clytle374 has quit [Quit: Leaving]
[05:45:55] -!-
packrat has quit [Read error: Connection reset by peer]
[05:48:20] -!-
ve7it has quit [Read error: Connection reset by peer]
[05:51:22] -!-
packrat [
[email protected]] has joined #linuxcnc
[05:54:25] <MattyMatt> wow I actually sympathised with the PHB there
[05:54:34] -!-
WalterN [
[email protected]] has joined #linuxcnc
[06:13:05] <KimK> pfred1: Thanks for mentioning bootchart, I had not heard of it before. The tutorial (I just Googled "bootchart tutorial") and install were easy. I'll look forward to seeing the result on my next reboot. Thanks again.
[06:32:10] -!-
cstop has quit [Quit: Leaving]
[06:33:09] -!-
packrat has quit [Ping timeout: 240 seconds]
[06:33:37] -!-
packrat [
[email protected]] has joined #linuxcnc
[06:45:27] -!-
WalterN has quit [Quit: Leaving]
[06:47:26] -!-
hackrat [
[email protected]] has joined #linuxcnc
[06:47:59] -!-
packrat has quit [Read error: Connection reset by peer]
[06:53:09] -!-
KimK has quit [Ping timeout: 248 seconds]
[06:59:07] -!-
KimK [
[email protected]] has joined #linuxcnc
[07:27:48] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[07:29:10] -!-
hackrat has quit [Ping timeout: 244 seconds]
[07:30:35] <mrsun> http://www.youtube.com/watch?v=FB167ufW_p4&feature=related <--- 126kw?!
[07:30:56] -!-
packrat [
[email protected]] has joined #linuxcnc
[07:31:15] <mrsun> 170hp spindle ... right :P
[07:31:57] -!-
redwil has quit [Remote host closed the connection]
[07:37:29] -!-
packrat has quit [Ping timeout: 252 seconds]
[07:37:42] -!-
redwil [redwil!~kali@CPE0014bf00b46d-CM00159a04800e.cpe.net.cable.rogers.com] has joined #linuxcnc
[07:43:32] -!-
packrat [
[email protected]] has joined #linuxcnc
[08:06:59] -!-
mhaberler has quit [Quit: mhaberler]
[08:25:03] -!-
KimK has quit [Ping timeout: 256 seconds]
[08:33:56] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[08:40:25] <mrsun> heh with the proper "technique" i got the spindle trammed in 10 minutes compared to the two hours i sat tinkering last night and still didnt get it right :P
[08:40:37] <mrsun> tho its not perfect but its close, 0.01mm over the whole table
[08:42:01] <mrsun> (table is about aparently 240mm
[08:45:57] -!-
KimK [
[email protected]] has joined #linuxcnc
[09:07:10] -!-
rob_h [
[email protected]] has joined #linuxcnc
[09:13:05] -!-
maximilian_h [
[email protected]] has joined #linuxcnc
[09:29:33] -!-
packrat has quit [Ping timeout: 244 seconds]
[09:37:19] -!-
packrat [
[email protected]] has joined #linuxcnc
[09:58:31] -!-
packrat has quit [Read error: Connection reset by peer]
[09:58:40] -!-
packrat [
[email protected]] has joined #linuxcnc
[10:13:44] -!-
packrat has quit [Ping timeout: 272 seconds]
[10:20:46] -!-
packrat [
[email protected]] has joined #linuxcnc
[10:21:13] -!-
packrat has quit [Read error: Connection reset by peer]
[10:21:30] -!-
packrat [
[email protected]] has joined #linuxcnc
[10:23:29] -!-
automata [
[email protected]] has joined #linuxcnc
[10:23:44] <automata> hi
[10:24:40] <automata> I am trying to use the hal component knob2float to take input from a MPG pendant into an float value
[10:24:55] <automata> However I am not able to find a way to set the initial value of the output...
[10:26:01] -!-
packrat has quit [Ping timeout: 252 seconds]
[10:26:29] -!-
packrat [
[email protected]] has joined #linuxcnc
[10:30:49] -!-
packrat has quit [Ping timeout: 240 seconds]
[10:33:49] -!-
mazafaka [mazafaka!~mazafaka@unaffiliated/mazafaka] has joined #linuxcnc
[10:38:32] <mazafaka> this night I had been workeen - see-sawing in cold shop. then gone home on bicycle. At 5:00 AM it was probably -35 Celsius. Dead cold which can freeze you up. There also was some train standing on the road and I had to walk through the snow which height was about a meter. Such an adventure at a regular day...
[10:39:05] -!-
hackrat [
[email protected]] has joined #linuxcnc
[10:43:41] <automata> Any help on knob2float?
[10:44:52] <psha[work]> automata: it's always 0?
[10:45:11] <automata> it is always 0...
[10:45:26] <psha[work]> why not to add value to knob2float output?
[10:45:52] <automata> That would be much simpler!!!
[10:46:11] <automata> I made a new component with a new pin for setting the knob2float output!!
[10:46:25] <automata> and I am nearly done with it!!!
[10:46:31] <psha[work]> i guess there is something like 'add'
[10:46:46] <automata> I am sure there is an add component!!
[10:47:03] <psha[work]> use sum2
[10:47:27] <psha[work]> it has offset parameter as you want (i guess)
[10:48:17] <psha[work]> also you may try to adjust 'min' value of knob2float
[10:48:30] <psha[work]> and max accordinglyu
[10:49:13] <automata> I would not need the offset parameter from sum2. I could just write to the sum2.in1 parameter
[10:49:41] <automata> But there should be an offset parameter in knob2float also!!!
[10:50:36] <psha[work]> why?
[10:50:45] <psha[work]> first - you may adjust min/max
[10:50:55] <psha[work]> and also you may use sum2
[10:51:04] <mazafaka> psha[work]: how much is it cold there?
[10:51:28] <psha[work]> ~20
[10:51:30] <psha[work]> i guess
[10:51:45] <psha[work]> but with strong wind
[10:52:11] <psha[work]> was replacing wheel yesterday - not nice :(
[10:52:15] -!-
packrat [
[email protected]] has joined #linuxcnc
[10:52:39] -!-
hackrat has quit [Ping timeout: 252 seconds]
[10:52:41] <automata> is that -20 C or approximately 20 C
[10:52:59] <automata> cause it is a balmy 20 C here!!
[10:56:10] <psha[work]> -
[10:56:25] <psha[work]> it's winter :)
[10:58:53] -!-
packrat has quit [Ping timeout: 252 seconds]
[10:59:25] -!-
packrat [
[email protected]] has joined #linuxcnc
[11:00:09] <automata> I added an offset parameter to the knob2float
[11:01:58] <automata> Also is there a reason I can initialize only 16 instances of knob2float ??
[11:02:26] -!-
packrat has quit [Read error: Connection reset by peer]
[11:02:28] -!-
hackrat [
[email protected]] has joined #linuxcnc
[11:02:45] <automata> I need 18 instances of knob2float but anything above 16 and i get insmod errors for module knob2float
[11:04:56] <psha[work]> probably it's limitation in emc2 module loading code
[11:06:25] <automata> is there a way around it?
[11:07:34] -!-
hackrat has quit [Ping timeout: 272 seconds]
[11:07:59] <psha[work]> it's hardcoded in 'comp' utility
[11:08:59] <psha[work]> one way is to take comp, fix it and recompile module
[11:09:25] <psha[work]> see lines 458-467
[11:09:36] <psha[work]> based on git master
[11:09:47] <automata> what file would comp be in?
[11:09:49] <psha[work]> and probably 492
[11:10:01] <psha[work]> you should fix 'comp' tool
[11:10:08] <psha[work]> not component
[11:11:22] <automata> I am trying to find the source for the 'comp' utility
[11:11:45] <psha[work]> it's python script
[11:12:02] <automata> is it comp.g??
[11:13:03] <psha[work]> yes
[11:13:08] <automata> so only 16 named entities... but numbered entities can be many more right??
[11:13:25] <psha[work]> then it's processed by parser generator and you've get 'comp' utility
[11:13:32] <psha[work]> dunno
[11:14:12] <automata> lemme try!!
[11:14:21] <automata> brb with answer...
[11:19:23] -!-
mk0 [
[email protected]] has joined #linuxcnc
[11:19:23] -!-
automata has quit [Read error: Connection reset by peer]
[11:20:42] -!-
packrat [
[email protected]] has joined #linuxcnc
[11:29:48] -!-
maximilian_h [
[email protected]] has parted #linuxcnc
[11:43:02] -!-
packrat has quit [Ping timeout: 272 seconds]
[11:43:53] -!-
packrat [
[email protected]] has joined #linuxcnc
[11:46:38] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[12:08:33] -!-
mazafaka [mazafaka!~mazafaka@unaffiliated/mazafaka] has parted #linuxcnc
[12:19:41] -!-
BobGreen [
[email protected]] has joined #linuxcnc
[12:24:42] -!-
sumpfralle has quit [Ping timeout: 244 seconds]
[12:43:27] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[13:11:07] -!-
sumpfralle has quit [Ping timeout: 252 seconds]
[13:12:05] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[13:19:21] -!-
sumpfralle has quit [Read error: No route to host]
[13:31:39] -!-
cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has parted #linuxcnc
[13:32:50] -!-
psha[work] has quit [Quit: Lost terminal]
[13:34:53] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[13:45:15] -!-
pfred1 has quit [Quit: Lost terminal]
[13:47:17] -!-
packrat has quit [Ping timeout: 260 seconds]
[13:47:53] -!-
packrat [
[email protected]] has joined #linuxcnc
[13:50:16] -!-
dgarr [
[email protected]] has joined #linuxcnc
[14:08:26] -!-
theorb [
[email protected]] has joined #linuxcnc
[14:09:48] -!-
sumpfralle has quit [Ping timeout: 252 seconds]
[14:10:17] -!-
theorbtwo has quit [Remote host closed the connection]
[14:10:37] theorb is now known as
theorbtwo
[14:13:56] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[14:15:58] -!-
mk0 has quit [Quit: поздравляю всех с кредитом. халява продолжается.]
[14:20:29] -!-
FinboySlick [
[email protected]] has joined #linuxcnc
[14:23:09] -!-
vladimirek has quit [Remote host closed the connection]
[14:58:40] -!-
mhaberler has quit [Quit: mhaberler]
[15:12:05] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[15:27:41] -!-
syyl [
[email protected]] has joined #linuxcnc
[16:12:57] <mikegg> ugh, I need a bigger machine
[16:14:52] -!-
shade88 has quit [Read error: Connection reset by peer]
[16:24:22] -!-
cmorley has quit [Ping timeout: 245 seconds]
[16:33:28] -!-
servos4ever [servos4ever!~chatzilla@74-45-201-222.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[16:53:08] -!-
ravix has quit [Ping timeout: 240 seconds]
[17:02:01] -!-
isssy [
[email protected]] has joined #linuxcnc
[17:06:38] -!-
cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[17:08:44] -!-
LasTwo [
[email protected]] has joined #linuxcnc
[17:08:44] -!-
Lasivian has quit [Disconnected by services]
[17:08:48] LasTwo is now known as
Lasivian
[17:18:26] <Loetmichel_> re @ home
[18:05:41] <Jymmm> Loetmichel_: Just curious, what is that all about? the whole @ home thing?
[18:07:04] <Loetmichel_> i am IRcing via VNC auf my home machine @ work so i amsg taht i am back at home
[18:07:23] <Loetmichel_> retuned at home
[18:07:55] <Jymmm> Loetmichel_: Ok, but is there a diff?
[18:08:38] <Jymmm> Loetmichel_: Do you have scripts running?
[18:09:12] <Loetmichel_> no, why?
[18:09:27] <Jymmm> Loetmichel_: I was just being nosey is all =)
[18:09:53] <Jymmm> Loetmichel_: some have phrase trigger scripts in irc
[18:10:18] <Jymmm> Not saying you, but they use them to control their botnet
[18:10:37] <Loetmichel_> i have some local channesl open whre someone may be interested where i am 'cause they tend to show up at my door sometimes
[18:10:48] <Loetmichel_> ah, i see
[18:10:49] <Jymmm> hahahaha
[18:11:11] <Jymmm> Ok, that I can understand =)
[18:12:07] <Jymmm> Loetmichel_: you should mess with them and say: re @ jail, re @ mars, etc
[18:12:14] <Loetmichel_> harhar
[18:13:37] * Loetmichel_ had done a conversion of a webcam today... its nice whalt one can do with some brass and aluminum sheet and a scroll saw...
[18:13:52] <Loetmichel_> http://www.cyrom.org/palbum/main.php?g2_itemId=12754
[18:14:52] <Loetmichel_> ... i hope its now low EMI, 'cause it will sit in a EMI lab looking at the Exuipment under test.
[18:15:00] -!-
shade881 has quit [Read error: Connection reset by peer]
[18:15:42] <JT-Shop> Jymmm: @ the bar
[18:15:52] <Loetmichel_> (we are testing a new series of laserpirnters, and the are SO quiet that noone knows if they are still printing when measuring EMI)
[18:15:55] <Jymmm> JT-Shop: LOL, pretty good
[18:16:53] <Loetmichel_> ... this WAS a MSI starcam racer some time ago ;-)
[18:30:56] <Jymmm> SWPadnos: 4TB hdd $300
[18:42:24] -!-
joe9 has quit [Quit: leaving]
[19:09:52] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[19:16:29] -!-
sumpfralle has quit [Ping timeout: 240 seconds]
[19:16:48] -!-
SWPLinux [SWPLinux!~SWP@emc/developer/SWPadnos] has joined #linuxcnc
[19:16:49] -!- mode/
#linuxcnc [+v SWPLinux] by ChanServ
[19:19:35] -!-
ve7it [
[email protected]] has joined #linuxcnc
[19:22:08] -!-
isssy has quit [Quit: Bye Bye]
[19:30:24] mrsun is now known as
MrSunshine
[19:53:32] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[20:14:46] -!-
sumpfralle has quit [Ping timeout: 272 seconds]
[20:15:24] -!-
shade881 has quit [Read error: Connection reset by peer]
[20:33:29] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[20:47:47] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[20:49:57] -!-
joe9 [
[email protected]] has joined #linuxcnc
[20:51:44] <Jymmm> Does anyone use a planer? Does it create a *LOT* of swarf?
[20:56:54] <skunkworks> thickness planer?
[20:57:07] <Jymmm> Yeah
http://sfbay.craigslist.org/sby/for/2830014357.html
[20:57:19] <skunkworks> yes - lots of swarf
[20:57:30] <cradek> the output is for hooking to a dust collection system
[20:57:30] <skunkworks> best to have a vaccum setup
[20:57:45] <Jymmm> I have a dust collector.
[20:58:28] <Jymmm> If you consider 55gal drums, how often would I need to empty it?
[20:59:22] <skunkworks> heh - really depends on how much you are taking off and how big the stock.
[20:59:41] <Jymmm> 1x4 plane both sides
[20:59:53] <Jymmm> rough cut 1x4's
[21:03:07] <Jymmm> http://sfbay.craigslist.org/sby/tls/2820995713.html
[21:03:16] <skunkworks> that is really hard to tell.. when I was making 1X4ish tong and grooved boards that started rough cut - I could fill a trash can a couple times a day. but we are talking pretty high production.
[21:03:17] -!-
shade881 has quit [Ping timeout: 248 seconds]
[21:03:37] <Jymmm> skunkworks: could you guestimate the BF ?
[21:03:45] <Jymmm> per 55gal drum?
[21:04:00] <skunkworks> not reallly - quite a while ago
[21:04:28] <Jymmm> k
[21:12:35] -!-
vladimirek has quit [Remote host closed the connection]
[21:32:49] -!-
jstenback has quit [Quit: ZNC -
http://znc.in]
[21:32:52] <gene__> Hi guys. I about done with the top side of one of these boards, looking great, but because I am using a G92 Z0.0009 offset axis is drawing the backplot about 2.5" up in the air.
[21:33:04] <gene__> Is that normal or a bug?
[21:33:13] -!-
jstenback [jstenback!~jstenback@2620:101:8003:200:224:e8ff:fe39:34c2] has joined #linuxcnc
[21:33:37] <cradek> you can probably hit reload and it'll draw in the right place
[21:33:51] <cradek> it's not really a bug
[21:34:16] <cradek> it's easy to use g92 to make the preview not line up
[21:34:25] <gene__> I did that already Chris
[21:35:09] <gene__> before I restarted this n46 minute job with another .0002 depth because it wasn't deep enough on one edge
[21:35:25] <gene__> For an offset of 0.0009" ???
[21:35:56] <cradek> g92 z0.0009 does not give you an offset of .0009, it gives you whatever offset that makes Z become .0009 with the tool at the current position
[21:36:39] <gene__> It was homed at 0,0,0 before the job was started.
[21:37:35] <gene__> where 0.00000 was the surface of the board
[21:38:01] -!-
jstenback has quit [Client Quit]
[21:38:01] <cradek> brb
[21:38:20] -!-
jstenback [jstenback!~jstenback@2620:101:8003:200:224:e8ff:fe39:34c2] has joined #linuxcnc
[21:46:18] -!-
cevad has quit [Quit: Leaving]
[21:46:53] <gene__> cradek: ItlLooks like it will do the same with the top drill file too.
[21:49:28] <gene__> empty coffee cup, brb myself
[21:51:11] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[21:52:07] <gene__> back, coffe and a piece of poison in hand, a cookie
[21:53:10] <pfred1> gene__ refined processed sugar has made our modern world possible
[21:53:49] <pfred1> it is one of the cornerstones our civilization rests on!
[21:53:55] <Jymmm> So has nuclear weapons, but...
[21:54:09] <gene__> maybe, butr as a type 2, its essentially poison to me :)
[21:54:13] <pfred1> Jymmm hey have we had a big war since we've dropped some?
[21:54:45] <Jymmm> pfred1: See, first time effective. Can't get much better than that.
[21:54:48] <gene__> if you define big by cost, hell yes!
[21:55:06] <pfred1> gene__ the only cost war can be measured in is human lives
[21:55:23] * Jymmm smacks the cookie from Gene and hands him a nice stalk of celery... Mmmmmm tasty!!!
[21:55:54] <gene__> only if your arm is long enough will that work :)
[21:56:00] * pfred1 hates celery...
[21:56:14] <gene__> Thats your problem
[21:56:30] <gene__> ;-)
[21:56:32] <pfred1> I don't know which way I hate it worse either cooked or raw
[21:57:07] * Jymmm hands pfred1 24 lbs of blanched celery
[21:57:15] <Jymmm> per day
[21:57:21] <gene__> heh heh, OMG
[21:57:37] <pfred1> just makes me make an extra trip out to my mulch pile is all
[21:57:51] <Jymmm> pfred1: EAT IT!!!
[21:58:07] <pfred1> I seriously can't stand celery
[21:58:14] <pfred1> I don't like sour kraut either
[21:58:19] * Jymmm duct tapes pfred1 to the high chair and makes him a nice blanched celery smoothie!
[21:58:29] <pfred1> or relish
[21:58:46] <gene__> Then you would have someseriousd addition to the effectiveness of the mulching process
[21:58:53] * Jymmm reaches for the 5ft hose to shove down pfred1's throat
[21:58:55] <pfred1> not a big fan of cillantro for that matter either
[21:59:11] <pfred1> and avacados
[21:59:24] <Jymmm> pfred1: You would starve in my house
[21:59:25] <gene__> darn its hard to type standing up at a keyboard 4.5 feet up in the air.
[21:59:45] <pfred1> was never a fan of guacamole
[22:00:21] <pfred1> split pea soup grosses me out too
[22:00:27] <gene__> its edible, in reasonable quantities only
[22:02:02] <pfred1> I had something today I hadn't eaten in 30 years
[22:02:31] <pfred1> just the other week i was like what ever happened to sloppy joe sandwiches?
[22:02:38] <pfred1> so today i had some
[22:02:56] <gene__> started drill file w/o <cradek> response, running at about 1% till i know its working.
[22:04:26] <pfred1> I used some bad epoxy on my phenolic pillars so I'm at a standstill with my project here until i get some new glue
[22:04:49] <pfred1> bit annoyed because i'm out like $20 in materials over this whole deal
[22:04:59] <gene__> what are you making?
[22:05:02] <pfred1> and all the time I wasted up til now too
[22:05:05] <pfred1> a CNC machine
[22:05:27] <gene__> from scratch... neat!
[22:05:45] <pfred1> not yet it hasn't been
[22:05:54] <pfred1> but I'm still hoping
[22:09:27] -!-
maximilian_h [
[email protected]] has joined #linuxcnc
[22:09:29] -!-
sumpfralle has quit [Read error: Connection reset by peer]
[22:09:58] -!-
maximilian_h has quit [Client Quit]
[22:10:03] <pfred1> does anyone here know why LinuxCNC uses Ubuntu?
[22:10:31] <alex4nder-> why wouldn't it?
[22:10:42] <pfred1> it isn't exactly the first distribution that comes to my mind when i think industrial controls
[22:10:48] <alex4nder-> what is?
[22:10:55] <gene__> Long term support
[22:10:57] <pfred1> Debian
[22:11:23] <alex4nder-> I don't think the difference between Debian and Ubuntu is enough to be material.
[22:11:35] <Jymmm> pfred1: cradek, alex_joni, and jepler choosed ubuntu iirc, I thought debian woul dbe better too.
[22:11:52] <Jymmm> alex4nder-: OH YES THERE IS, LOTS of dependancies in ubuntu
[22:12:00] <pfred1> alex4nder-: I've run them both and I find a large difference
[22:12:25] <pfred1> I have EMC going on a Debian build and i can run it with 40 total processes
[22:12:31] <alex4nder-> I'm running them both right now, and I don't care.
[22:12:36] <pfred1> and i still could trim some more fat
[22:12:51] <Jymmm> alex4nder-: Well, you're speacial.
[22:12:54] <alex4nder-> I am.
[22:12:58] <alex4nder-> I ride the short bus.
[22:13:03] <Jymmm> special olympics that is
[22:13:15] <pfred1> most Ubuntu users do
[22:13:21] <alex4nder-> Jymmm: beat you to your lame joke.
[22:13:31] <gene__> Now, I have a show stopper, its used the first tool up, and getting ready to ask for tool #2, but the move to tool change at z=8 from .1 over the board is too much and axis says it will be to 8+ inches this time.
[22:13:51] <skunkworks> I like to be able to surf and play videos while my 20 ton machine I am running
[22:13:58] <syyl> starts to get shape
[22:13:59] <syyl> http://dl.dropbox.com/u/24396704/wzw_spindel5.jpg
[22:14:10] <alex4nder-> pfred1: why don't you make your full Debian EMC setup available as another Debian repository?
[22:14:18] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[22:14:31] <pfred1> alex4nder-: because I've other things to do
[22:14:54] <alex4nder-> pfred1: so if you don't even care enough to do it yourself, why is it at all an issue for you that it comes with Ubuntu by default?
[22:15:10] <gene__> there is clearly a # someplace that needs zero'ed out, question is which, and can I do it5 from an mdi screen
[22:15:11] <pfred1> alex4nder-: because it is a pain in the ass to setup
[22:15:28] <alex4nder-> pfred1: so it's a pain, and you have it working, and you still don't want to share your setup with others?
[22:15:29] <pfred1> as opposed to dropping in a CD and installing it
[22:15:36] <alex4nder-> that's not very friendly
[22:15:41] <alex4nder-> or true to the spirit
[22:15:49] <Jymmm> THINK OF THE CHILDREN!!!!
[22:15:51] <pfred1> me setitng it up and packaging it are not the same things
[22:15:54] <alex4nder-> exactly.
[22:16:27] <pfred1> I'm not saying my setup is optimal too I haven't had the time to dedicate to that
[22:16:39] <pfred1> but its a damn sight better than anything ubuntu can do
[22:17:04] <alex4nder-> look at it this way, anyone who cares enough to want to run it on Debian can do it themselves.
[22:17:10] <alex4nder-> it's not that hard.
[22:17:11] <skunkworks> gene__: are you probing each tool automagically then setting the g92 offset based on where the switch is and the surface of the circuit board?
[22:17:34] <pfred1> alex4nder-: who are you telling I've done it it is not drop it in and go
[22:18:11] <alex4nder-> pfred1: I'm using it right now on Debian, it was no big deal.
[22:18:15] <pfred1> it took me days to get it running
[22:18:21] <alex4nder-> I'm sorry.
[22:18:52] <alex4nder-> what was your biggest hangup?
[22:19:01] <pfred1> optimizing my kernel
[22:19:11] <alex4nder-> what do you mean by that?
[22:19:22] <pfred1> exactly what i said
[22:19:29] <alex4nder-> as a kernel developer, I have no idea what you mean.
[22:19:35] <alex4nder-> you mean turning off menu options? or what?
[22:19:38] <Jymmm> there's no need for you guys to be so belligerent
[22:19:51] <pfred1> alex4nder-: configuring would be another way of putting it
[22:20:14] <alex4nder-> Jymmm: can you be belligerent over IRC?
[22:20:15] <pfred1> but that would be less than descriptive
[22:21:05] <alex4nder-> yah, I applied patches, built with almost all the normal Debian process, and was done.
[22:21:10] * alex4nder- shrugs.
[22:21:40] <skunkworks> I want emc to run on windows xp. can someone help me?
[22:21:52] <Jymmm> skunkworks: download it.
[22:21:58] <pfred1> skunkworks virtualbox
[22:22:13] <alex4nder-> skunkworks: you need to spend two days optimizing your kernel.. and by optimize, I mean go to the control panel and click things.
[22:22:17] <Jymmm> skunkworks: EMC for XP DOES exist
[22:22:50] <gene__> Humm, I see a new linuxcnc is available, I'll check to see it that fixes this
[22:23:12] <syyl> emc on windowsxp?
[22:23:16] <syyl> http://dl.dropbox.com/u/24396704/heeks.jpg
[22:23:17] <syyl> ;)
[22:23:18] <skunkworks> gene__: are you probing each tool automagically then setting the g92 offset based on where the switch is and the surface of the circuit board?
[22:23:32] <pfred1> alex4nder-: if ubuntu and Debian are no big deal ot you then why do you have EMC running on Debian?
[22:23:42] <alex4nder-> pfred1: because I like Debian more.
[22:24:05] <alex4nder-> but I'm not going to get into debates over whether or not it's the better choice for your retrofitted Sherline.
[22:24:17] <pfred1> 17:08 < alex4nder-> I don't think the difference between Debian and Ubuntu is enough to be material.
[22:24:34] <pfred1> alex4nder-: I can only assume that you are trolling
[22:24:35] <alex4nder-> thanks, I have problems with my short term memory.
[22:24:55] <alex4nder-> no, I just don't think the difference is that big of a deal.
[22:25:11] <Jymmm> alex4nder-: Ok, you've gone from being belligerent on irc to just being an ass now. CONGRATS!
[22:25:19] <alex4nder-> what?
[22:25:31] <alex4nder-> are you like his cheerleader?
[22:25:35] <pfred1> alex4nder-: but how can any statement you make have any veracity when everything you say is contradictory?
[22:25:49] <alex4nder-> sign. forget I said anything.
[22:25:59] <alex4nder-> let me know when you have your LinuxCNC-convert-to-Debian petition ready
[22:26:02] <jdhNC> it's the interwebbes, that won't happen.
[22:26:07] <alex4nder-> and I'll sign it as.
[22:26:10] <alex4nder-> -as
[22:28:17] <Jymmm> This is kinda cool...
http://sfbay.craigslist.org/sby/tls/2833237030.html
[22:28:17] <pfred1> Jymmm I think alex4nder- may benefit studying this
http://meta.wikimedia.org/wiki/Don't_be_a_dick
[22:28:36] <jdhNC> I think it should be moved to gentoo
[22:28:47] <pfred1> jdhNC LFS!
[22:29:03] <Jymmm> jdhNC: you sadistic bastard! lol
[22:29:07] <jdhNC> USE-flags!
[22:29:11] <alex4nder-> pfred1:
http://meta.wikimedia.org/wiki/Pfred_is_a_self_important_douche
[22:29:17] <pfred1> Jymmm at least they didn't say Arch
[22:29:29] <jdhNC> think of how much faster it would be if the kernelle was really optimized for my cpu!
[22:30:39] * pfred1 enjoys greater peace of mind through the use of selective hostmasking technologies .... 17:26 Ignoring ALL from alex4nder-
[22:30:46] <jdhNC> bah, that's lame.
[22:31:17] <syyl> ignore is like running away ;)
[22:31:20] <jdhNC> it's a big world, there is plenty of room for lots of opinions
[22:31:24] <pfred1> jdhNC
http://lame.sourceforge.net/
[22:31:41] <jdhNC> mine are, of course, the best.
[22:31:56] <alex4nder-> the best part of any ignore attempt, is posting that you ignored someone.
[22:32:15] <jdhNC> it's kind of pointless without that.
[22:32:34] <Loetmichel_> hrhr
[22:32:35] <alex4nder-> yah, it's totally I'm-going-to-take-my-ball-and-go-home.
[22:32:44] <pfred1> well i just brought it up because obviously Ubuntu is steering in directions that may not be entirely conducive to CNC
[22:33:10] <alex4nder-> pfred1: the winning California lotto numbers are 9 - 17 - 18 - 28 - 43
[22:33:38] <pfred1> but Debian being Debian is much like a rock stare at it as hard as you like it is unlikely to change much over time
[22:34:05] <jdhNC> I tend to stereotype debian users
[22:34:31] <pfred1> jdhNC when you run Debian you are in no way obligated to open your doors to Debian users
[22:35:07] <pfred1> by all means please wear shoes the carpeting is new dammit!
[22:35:33] <alex4nder-> jdhNC:
http://boingboing.net/wp-content/uploads/2011/09/images201109151206.jpg <- Debian's core development team
[22:35:59] <jdhNC> heh
[22:36:13] <pfred1> jdhNC BTW the best way to troll #debian is to ask them why they don't ship cdrecord
[22:36:55] <gene__> <skunkworks> I am probing the board with a G38.2 comnand, and since that supposedly is the homed position +- a thou, installing with G92 Z 0.0007 or so, trying to vary it to control for idea etch depth.
[22:37:55] <gene__> IOW, I am not adjusting the Z by more than the drill length as determined by the probe
[22:37:55] -!-
sumpfralle has quit [Read error: Connection reset by peer]
[22:38:15] <pfred1> jdhNC my stereotype of debian users is aquaphobic freaks that suffer from aspergers RMS favors Debian I hear ...
[22:38:54] <gene__> well cdrecord is Schilling, thast explains it all
[22:39:26] <pfred1> gene__ actualy if you research the topic in depth you may find many conflicting facts surrounding the entire matter
[22:39:36] -!-
iwoj [
[email protected]] has joined #linuxcnc
[22:39:46] <pfred1> including Debian officially saying they've kissed and made up with Shilling
[22:40:28] <pfred1> but it still seems like a touchy topic when broached
[22:40:28] <iwoj> I've got a pci parallel port card I'm trying to set-up. This must be a common issue.
[22:40:41] <pfred1> iwoj lspci vv
[22:41:35] <Loetmichel_> me just downloaded the netistallt Debian stable amd64
[22:41:49] -!-
FinboySlick has quit [Quit: Leaving.]
[22:41:57] <Loetmichel_> starting a new Vmware machnine NOW...
[22:42:05] <iwoj> pfred1: lspci -v lists the card with four I/O ports (two are size=8 and two are size=4)
[22:42:12] <gene__> Can you change the spots on the Schilling leopard? I think not mfrom observing the hate & discontent he has caused over the last decade.
[22:42:26] <Loetmichel_> ... lets see if there is any better since debian 4.x ;-)
[22:42:45] <pfred1> Loetmichel_ I think 5 was a big step
[22:42:47] <iwoj> pfred1: "kernel modules: parport_pc"
[22:43:38] <pfred1> iwoj you take the port numbers you got with lspci and try them in stepconf or your ini file or however you are configuring EMC
[22:43:42] <gene__> Gotta run, back later, local dinner time.
[22:43:58] <pfred1> iwoj eventually you find the one that works
[22:45:10] <iwoj> pfred1: thanks. is there a reliable way to set a pci parallel port in isolation from external devices?
[22:45:35] <pfred1> iwoj i don't follow you
[22:45:55] <pfred1> you want ot move the port your card is on?
[22:47:32] <pfred1> or do you mean you want to physically isolate the port from your controller?
[22:48:51] <iwoj> pfred: I'm setting up the PCI parallel port while building my own CNC machine. I was to test the parallel port first, because my CNC may not be working. Any idea how I can test a parallel port without connecting it to something?
[22:49:20] <pfred1> well they do make loopback cables
[22:49:38] <pfred1> but i usually just stick a multimeter onto a pin
[22:50:10] <pfred1> iwoj I have made this too
http://www.instructables.com/id/Parallel-Port-Break-Out-Board-BOB/
[22:50:19] <pfred1> but it isn't 100% optically isolated
[22:50:36] <pfred1> I have optoisolatorso n my drives
[22:50:44] <pfred1> optoisolators
[22:51:01] -!-
syyl has quit [Quit: Leaving]
[22:51:05] <pfred1> http://www.instructables.com/id/TB6560-Microstepping-Bipolar-Chopper-Stepper-Motor/
[22:51:21] <pfred1> it is just a buffer
[22:51:48] <pfred1> really optos are so slow I didn't want to get too crazy with them
[22:52:09] <pfred1> one is enough
[22:52:38] <iwoj> pfred1: Thanks. Do you think for now I could just pop an LED in one of the data pins and test that?
[22:52:45] <pfred1> nope
[22:52:57] <pfred1> LEDs draw too much current for some parallel ports
[22:53:28] <iwoj> pfred1: led + resistor?
[22:53:32] <pfred1> you are probably safe but no one can guarantee it
[22:53:44] -!-
Fox_Muldr has quit [Ping timeout: 272 seconds]
[22:53:53] <pfred1> some parallel ports have as little as 3ma output current capability
[22:54:01] <pfred1> which is pathetic
[22:54:15] <pfred1> there is no standard with them today
[22:54:27] <iwoj> That's not enough to drive more LEDs.
[22:54:39] <iwoj> most LEDs.
[22:54:58] <pfred1> well let me put it to you this way if you can put a resistor big enough onto your LED that you won't draw 3ma then you should be safe
[22:55:11] -!-
Fox_Muldr [
[email protected]] has joined #linuxcnc
[22:55:30] <pfred1> but still I think you'd be better off with a high impedence multimeter
[22:55:56] <pfred1> it is obvious when it is high or low with a meter
[22:56:08] <iwoj> good point
[22:56:10] <iwoj> i'll do that
[22:56:25] <pfred1> and even the junkiest meter isn't going to draw more than microamps
[22:57:31] <pfred1> iwoj I could be wrong but EMC may not use the regular parallel port kernel module
[22:57:41] <pfred1> I think it uses its own driver
[22:58:34] <pfred1> someone that knows more about EMC itself may be able to shed some more light on that
[22:59:51] <pfred1> all I rmember today is doing lspci and putting them ports into stepconf until it started working
[23:00:43] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[23:02:50] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[23:04:19] <iwoj> good to know. thanks. I'll test the port under a normal ubuntu 11.10 installation.
[23:04:53] -!-
sumpfralle has quit [Ping timeout: 248 seconds]
[23:04:59] <iwoj> and once I know it's working, I'll focus on stepconf and the .hal files
[23:05:28] <pfred1> iwoj you can just drop the numbers into step conf and if you choose wrong nothing happens
[23:05:54] <pfred1> you just go back and put another value into the port box
[23:06:30] <iwoj> good point. why do I always take the long route?
[23:07:23] <pfred1> we are programmed to think if we choose wrong we will suffer consequences but in some cases the only consequence is you must chose again
[23:07:52] -!-
FinboySlick [
[email protected]] has joined #linuxcnc
[23:08:41] <iwoj> true that.
[23:09:01] <pfred1> worst that will happen is you'll saw aww it doesn't work
[23:09:19] <pfred1> but one of them 4 numbers should work
[23:09:39] <pfred1> and the other 3 won't hurt you to try
[23:10:15] <pfred1> they will in fact work, just not on the port you want them to work on
[23:10:22] <iwoj> stepconf lets you put in up to three parport addresses.
[23:10:25] <iwoj> what up with that?
[23:10:34] <pfred1> you cna use more than one port
[23:10:57] <pfred1> you know for your 6th axis or your 3rd coolant mister
[23:11:24] <pfred1> go crazy!
[23:11:54] <pfred1> then when that isn't enough you have to get one of them IO boards
[23:11:56] <iwoj> awesome....
[23:11:56] <bill20r3> and the chip shields windshield-wiper-squirter motor.
[23:12:12] <pfred1> the mesa boards
[23:12:12] <iwoj> i've always wanted a 6-axis mill.
[23:12:20] <iwoj> (that's like a time machine, right?)
[23:13:15] <pfred1> http://www.mesanet.com/fpgacardinfo.html
[23:13:28] <pfred1> big big big barrier strip!
[23:16:47] <pfred1> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Mesa_Cards
[23:19:42] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[23:21:55] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:23:23] <iwoj> very cool
[23:23:47] <pfred1> iwoj that is the upgrade
[23:23:51] <iwoj> these are alternatives to parallel port cards?
[23:24:04] <iwoj> with way more IO channels...
[23:24:09] <pfred1> popular ones I htink there may be others lots of mesa headsi n here though
[23:25:28] <iwoj> i'm guessing that if i try one address in stepconf and the machine freezes, it's probably not the right number, huh?
[23:27:24] <pfred1> I never had that happen did you maybe use a wrong number?
[23:27:53] <iwoj> lspci indicates ec00 as one adress
[23:28:00] <iwoj> should ignore the "e"?
[23:28:19] <pfred1> no the e is one of the hex values
[23:28:48] <iwoj> that's what i thought
[23:28:51] <pfred1> I'm not at my CNC machine now but i think you have ot put 0x in front of the number to signify it is hexadecimal or soemthing
[23:28:58] <iwoj> I should enter 0xec00
[23:29:06] <pfred1> I think so
[23:29:36] <pfred1> I did mine a while ago haven't paid it much attention since it works
[23:29:49] <iwoj> it does this for the first three numbers
[23:30:02] <iwoj> i'm rebooting to try the fourth
[23:30:10] <iwoj> and then i'll try the default value
[23:30:23] <pfred1> the default i think is the motherboard port value
[23:30:32] <iwoj> it's crashing when I try to test the x-axis in the middle of the wizard process.
[23:30:45] <iwoj> the motherboard port?
[23:30:51] <pfred1> sure your latency is right?
[23:31:23] <pfred1> once the RT module is running if your latency is wrong bad things can happen
[23:31:25] <iwoj> i have no idea what that means
[23:31:45] <pfred1> OK first you need to setup your latency then
[23:31:52] <iwoj> i've never seen a latency setting
[23:31:58] <pfred1> well it is critical
[23:32:03] <iwoj> driver timing?
[23:32:33] <pfred1> no oh what is it called? there is a button early on in stepconf where it lets you test your latency
[23:33:02] <iwoj> test base period jitter?
[23:33:07] <pfred1> yes
[23:33:24] <pfred1> this is a fiddly part of it all
[23:33:48] <iwoj> what do i do with this data?
[23:33:51] <iwoj> max jitter ns
[23:33:56] <pfred1> oh you don't have it yet
[23:34:01] <pfred1> let it run for a while
[23:34:05] <iwoj> servo thread, base thread...
[23:34:11] <pfred1> some folks let it run overnight
[23:34:28] <iwoj> what is it doing?
[23:34:40] <pfred1> it is testing your system's latency speed
[23:35:06] <pfred1> if you try to make a call sooner than your system can then you can lock your box up
[23:35:10] <pfred1> this is real time
[23:35:31] <pfred1> this ain't watching no porno video where if you drop a frame no big deal
[23:36:08] <pfred1> real time doesn't look at it like that
[23:37:04] -!-
Valen has quit [Quit: Leaving.]
[23:37:38] <pfred1> eventually you'll take your base hread value and use it as your base period maxinum jitter value
[23:37:41] <iwoj> that's probably what's happening then
[23:38:02] <iwoj> (*closes the porno video*)
[23:38:26] <pfred1> yeah if you run too low a value it affects system stability
[23:38:36] <pfred1> run dmesg in a terminal window
[23:38:56] <pfred1> and check the end of /var/log/syslog for what killed your system
[23:39:31] <pfred1> I think you need to be root to access /var/log/syslog
[23:39:37] -!-
WalterN [
[email protected]] has joined #linuxcnc
[23:40:18] -!-
jr_ [
[email protected]] has joined #linuxcnc
[23:40:28] <iwoj> good ideas
[23:40:36] <pfred1> oh I've been there
[23:41:05] <iwoj> and these jitter values… should I enter one of them in "Base period maximum jitter"
[23:41:11] <pfred1> picking your base period is a bit of inteperetation
[23:41:33] <pfred1> what are you getting?
[23:41:45] <iwoj> servo: 17575
[23:41:49] <pfred1> not bad
[23:41:51] <iwoj> base: 11770
[23:42:05] <pfred1> well what is the maximum spike?
[23:42:34] <pfred1> because your period has to be over whatever that is
[23:42:36] <iwoj> 1009419 and 32143
[23:42:45] <pfred1> oh yeah you have to fix your NMI I think it is
[23:42:48] -!-
ries has quit [Read error: Connection reset by peer]
[23:43:06] -!-
ries [
[email protected]] has joined #linuxcnc
[23:43:06] <iwoj> sorry that's the max interval
[23:43:06] <pfred1> let me find the instructions for how to do that
[23:43:15] <iwoj> the first set was max jitter
[23:43:24] <pfred1> SMI
[23:43:52] <skunkworks> iwoj> sorry that's the max interval
[23:43:59] <pfred1> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?FixingSMIIssues
[23:44:13] <skunkworks> he isn't having smi issues...
[23:44:19] <pfred1> skunkworks OK good
[23:44:29] <skunkworks> lets not confuse him ;)
[23:44:45] <pfred1> skunkworks well it is hard to tell someone what to pick as their base period
[23:45:02] <pfred1> because you should give yourself a little breathing room
[23:45:27] <iwoj> yeah, this looks risky
[23:45:46] <pfred1> iwoj oh the first dozen values you pick you will likely change
[23:45:50] <skunkworks> you want to work backwards. what maximum step generation do you need - then calculate the the base period
[23:45:52] <iwoj> i tried thr fourth pport address in stepconf and it didn't freeze the machine
[23:46:56] <pfred1> skunkworks I'd love to run in quarter step mode but on my machine I can't go more than 60 IPM
[23:47:13] <iwoj> but it did complain about a broken pipe
[23:47:22] <skunkworks> I think the stepconf utility does it for you...
[23:47:28] <skunkworks> (I have not used it_
[23:47:54] <pfred1> I think it starte out with 20000 in the box for you
[23:47:59] <pfred1> has been a while
[23:48:26] <iwoj> 15000
[23:49:09] <pfred1> well if you maintain 11770 15000 shouldn't be a problem
[23:49:26] <pfred1> but if you spike over 15000
[23:49:50] <iwoj> so why is my machine freezing when it tries to access the parallel port?
[23:50:21] <pfred1> raise up your base period and see if it doesn't clear it up
[23:50:41] <pfred1> cna always set it back again
[23:51:05] <iwoj> thanks. i'll give that a go.
[23:51:15] <skunkworks> iwoj: do a sudo lspci -v from terminal
[23:52:02] <pfred1> which lspci /usr/bin/lspci
[23:52:15] <skunkworks> www.pastebin.org the results
[23:53:42] <skunkworks> 20000 might be too small - try 30000 first..
[23:54:16] <iwoj> http://pastebin.com/5b4CFT0E
[23:54:28] <pfred1> on the crusty machine I run EMC on I really had to narrow down what i could and couldn't do
[23:54:42] <iwoj> it's the last device
[23:54:42] <pfred1> I think I finally settled on 23500
[23:55:38] <iwoj> is there any drawback to choosing a high number?
[23:55:48] <pfred1> slow step speeds
[23:55:59] <pfred1> it is your machine's heartbeat
[23:56:24] <pfred1> the bigger the number the longer the time slices you are doling out
[23:56:33] <skunkworks> yes - so try 0xec00
[23:57:07] <pfred1> iwoj but if you cheat you lose
[23:57:09] <skunkworks> going by this example
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Hooking_Up_A_MPG_Pendant
[23:58:51] <iwoj> should I keep the old value in the stepconf pport address field then?
[23:58:53] <pfred1> EMC tests a PC's true performance
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}