Back
[00:01:59] <alex_joni> we got a bit of snow lately
[00:02:15] <alex_joni> some areas had 3-4m of it
[00:02:47] <andypugh> That can't be much fun.
[00:03:07] <alex_joni> nope, not at all
[00:03:17] -!-
theorb [
[email protected]] has joined #linuxcnc
[00:03:39] <andypugh> They make a feature of it in Japan..
http://farm6.static.flickr.com/5209/5368911891_5297ecb01a.jpg
[00:04:33] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[00:04:58] -!-
theorbtwo has quit [Ping timeout: 276 seconds]
[00:05:06] theorb is now known as
theorbtwo
[00:09:51] -!-
cal_ [
[email protected]] has joined #linuxcnc
[00:11:22] -!-
cstop has quit []
[00:15:37] -!-
jbunch_ [
[email protected]] has joined #linuxcnc
[00:15:56] <Nick001-Shop> Still have some questions if you have a few minutes - I in the shop also
[00:16:33] -!-
jbunch has quit [Read error: Connection reset by peer]
[00:17:24] <Nick001-Shop> Did you have to use a comp file to load info elsewhere in the system?
[00:18:19] <Nick001-Shop> for the toolchanger or is all the required info in your config files?
[00:20:53] <JT-Shop> Nick001-Shop: yes the tool changer only needs the ladder and the connections in the hal file
[00:22:53] <Nick001-Shop> thanks - I'll try it in the morning if my machine is still working-)
[00:24:03] <JT-Shop> I should be out here in the morning with less things going on at one time :)
[00:24:23] <JT-Shop> 3 guys making cannon parts... have to watch them a bit so they don't break anything
[00:24:51] <Nick001-Shop> or make em right
[00:25:28] <JT-Shop> they are doing well in that area
[00:25:42] <JT-Shop> one is first time using a manual lathe...
[00:26:20] <Nick001-Shop> glad to hear it - I gave up on labor a long time ago and went to cnc
[00:44:37] -!-
craynerd has quit [Ping timeout: 248 seconds]
[00:45:40] -!-
Tom_itx has quit [Ping timeout: 272 seconds]
[00:48:47] -!-
Loetmichel [
[email protected]] has joined #linuxcnc
[00:48:59] -!-
rob_h has quit [Ping timeout: 244 seconds]
[00:50:22] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[00:51:28] -!-
Loetmichel_ has quit [Ping timeout: 265 seconds]
[00:57:07] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:57:47] -!-
jr has quit [Quit: Ex-Chat]
[00:59:13] -!-
Nick001-Shop has quit [Quit: ChatZilla 0.9.88 [Firefox 9.0.1/20111220165912]]
[00:59:52] -!-
skunkKandT has quit [Remote host closed the connection]
[01:00:01] -!-
WalterN [
[email protected]] has joined #linuxcnc
[01:00:11] -!-
stormlight has quit [Quit: stormlight]
[01:03:35] -!-
jbunch [
[email protected]] has joined #linuxcnc
[01:03:47] -!-
jbunch_ has quit [Read error: Connection reset by peer]
[01:24:40] -!-
Nick001 [
[email protected]] has joined #linuxcnc
[01:26:18] <vin321> cstop looked like a easy way to stop missed steps i didnat expect it to fix the noise
[01:29:44] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[01:36:19] -!-
cmorley has quit [Ping timeout: 272 seconds]
[01:42:58] -!-
jbunch_ [
[email protected]] has joined #linuxcnc
[01:43:01] -!-
jbunch has quit [Read error: Connection reset by peer]
[01:45:17] -!-
Tom_L has quit []
[02:02:11] -!-
cmorley has quit [Ping timeout: 252 seconds]
[02:07:08] -!-
FinboySlick has quit [Quit: Leaving.]
[02:11:44] -!-
andypugh has quit [Quit: andypugh]
[02:15:18] -!-
mhaberler has quit [Quit: mhaberler]
[02:22:12] -!-
Valen has quit [Quit: Leaving.]
[02:22:40] -!-
Gast487 [
[email protected]] has joined #linuxcnc
[02:23:46] -!-
Gast487 has quit [Client Quit]
[02:24:47] -!-
joe9 has quit [Read error: Operation timed out]
[02:32:59] -!-
minibnz [
[email protected]] has joined #linuxcnc
[02:35:31] <minibnz> hi all, can anyone tell me ( i am a EMC n00b just looking to buy hardware) can i use a parrallel port driver to control a mill and a serial driver to control a tool changer? i have had a look in the user and intergrator manuals but its not clear, just wondering what PC hardware i should acquire i have a nice 10" board that has a real sesrial port and par port.
[02:38:16] <minibnz> was thinking if i can get the gcode to stream out the serial port at the same time as driving the parallel port i could make a tool changer easily, just gotta listen for tool change command and pluck out the number of the carrousel to load up next,
[02:39:18] <cradek> what kind of tool changer do you want to drive?
[02:39:39] <minibnz> i am thinking of making one.. from scratch
[02:39:59] <minibnz> it would basically be a rotating disc at the end of my bed
[02:40:27] <cradek> you could definitely make a userland nonrealtime hal component that has tool prepare and change handshake pins to hook to linuxcnc, and talks to a serial port
[02:40:33] <minibnz> more than happy to arduino or pic some thing up to drive the mech's
[02:41:25] <cradek> you can also use the hal serport driver to use the serial port's control lines as gpio. you might not have enough bits for a reasonable control scheme, though.
[02:41:45] <cradek> another thing to consider is one of the < $100 mesa cards that gives you not only high quality stepgens but also lots of leftover IO
[02:42:08] <cradek> (and/or servo and encoder interfaces)
[02:42:42] <Jymmm> or drop serial all together and just use multiple paraports
[02:42:54] <cradek> yes that'd work too
[02:43:23] <cradek> you've got all sorts of options - room to think about which was is best or easiest or cheapest, depending on your situation
[02:43:29] <cradek> way
[02:44:00] <cradek> (I would not consider adding an arduino etc to be any of best, easiest, or cheapest)
[02:44:22] <minibnz> jimmy the motherboard i have sitting here doing nothing doesn't really have a 2nd par port option.. i support i could usb one up...
[02:44:25] <cradek> you don't need external brains with linuxcnc. you just need enough dumb IO, and you can use the internal PLC etc etc.
[02:44:52] <Jymmm> stupid wins again! lol
[02:44:53] <minibnz> i think that make much more sense.. make me up a hid par port from a pic and use that how every i like....
[02:44:54] <cradek> no pci slots?
[02:45:24] <minibnz> it has a minipci slot but i hvae a wifi card in there
[02:45:29] <cradek> nothing over usb can be realtime
[02:45:41] <minibnz> yeah but its only for a tool changer not movement
[02:45:42] <cradek> ah, sounds like a weirdo machine. test its latency before you bother planning around it.
[02:45:57] <cradek> it probably is no good if it's a low-power-laptop-like machine
[02:46:13] <minibnz> the movement will be controlled by the real onboard par port
[02:46:38] <Jymmm> minibnz: Huh?
[02:46:39] <minibnz> does it take that much uP power to run EMC?
[02:47:19] <cradek> I have used a P3/1000 with the current lucid-based distribution and it's fine, but I wouldn't recommend anything slower than that.
[02:47:32] <Jymmm> minibnz: No, but it has to be the RIGHT mobo so there is minimal latency.
[02:47:38] <minibnz> use a USB parallel port to control the tool changer, the usb latency wont be a problem
[02:47:41] <cradek> currently I'm using a P4/2xxx system
[02:48:18] <cradek> a usb parallel port probably won't work. you can use a hid type device with the hal_input driver though.
[02:48:24] <minibnz> this board has a P4 Celeron 2ghz so i might be ok
[02:48:29] <Jymmm> minibnz: Why are you trying to use some existing dongle/infterface module?
[02:48:43] <cradek> yes that's probably fine, but do test its latency before you plan any further
[02:49:40] <minibnz> jymmm need more axis than my choice (poor as it may be) of stepper interface... it will do 5 axis from a parallel port.. but thats not enough for me to implement XYZA and a tool changer
[02:50:04] <Jymmm> minibnz: and this board you have only has a miniPCI?
[02:50:09] <minibnz> and i cant add another one in a pci slot... none spare
[02:50:24] <minibnz> yes really only usb left over
[02:50:27] <Jymmm> minibnz: what is it in right now?
[02:50:34] <minibnz> wifi
[02:50:52] <cradek> are you in the US? more appropriate (not weirdo) machines are everywhere and dirt cheap
[02:50:54] <Jymmm> only one pci slot?
[02:51:12] <minibnz> yes its a embedded class board.
[02:51:26] <minibnz> nice and small
[02:51:26] -!-
joe9 [
[email protected]] has joined #linuxcnc
[02:51:29] <cradek> you could still consider a 7i43 etc on the one parallel port
[02:51:31] <minibnz> but has limits..
[02:51:46] <cradek> but again, test its latency first
[02:52:10] <minibnz> yes but that would mean throwing out my controller that is already on the par port
[02:52:29] <cradek> no, it would mean rewiring it
[02:52:36] <cradek> and getting better performance out of it
[02:52:44] <Jymmm> get one of these and a mesa pci IO bord
http://www.newegg.com/Product/Product.aspx?Item=N82E16813121442
[02:52:57] <cradek> assuming you mean it's just a step/dir drive
[02:52:58] <Jymmm> forget the wifi, go wired.
[02:54:14] <cradek> also if you have a pci slot, the mesa 5i25 would be absolutely perfect for your problem
[02:54:33] <cradek> you get a smart "parport" with hardware stepgen and lots of extra added IO
[02:54:34] <minibnz> i really dont see what the problem of having the the tool changer on a usb parallel port, its not like i am going for a world record (f1 racing pitstop style) tool change...
[02:54:50] <cradek> there is no hal driver for a usb parallel port
[02:55:02] <cradek> those are for printing
[02:55:22] <cradek> it's maybe not even POSSIBLE to control their bits one at a time like we do with a real parallel port with the hal_parport driver
[02:56:46] <minibnz> cracdek i have one that allows individual pins on a linux or windows machine. but i dont know if EMC will use it.
[02:57:00] <cradek> it won't
[02:58:08] -!-
Tom_itx has quit []
[02:58:24] <minibnz> i must be mis reading the intergrators manual
[02:58:35] <Jymmm> minibnz: EMC doens't do USB, and probably never will.
[02:58:44] <minibnz> hmmm hal_input.1 = control HAL pins with any Linux input device, including USB HID devices
[02:59:01] <cradek> Jymmm: that's not quite true; usb hid devices work great and are fine for user-interface type nonrealtime work
[02:59:04] <minibnz> must be on there as a wish :)
[02:59:26] <cradek> a usb parallel port is surely not a HID device!?
[02:59:26] <Jymmm> minibnz: HID being kybd, moue I believe, not I/O
[02:59:28] -!-
zlog [
[email protected]] has joined #linuxcnc
[02:59:29] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:59:49] <cradek> joysticks, gamepads, mice, etc tend to be HID
[03:00:06] <Jymmm> One way commumincations is appears
[03:00:30] <cradek> HID is two-way, such as keyboards with lights
[03:00:40] <minibnz> jymm that could work...
[03:01:06] <Jymmm> cradek: But LED is minimal
[03:01:13] <cradek> A human interface device or HID is a type of computer device that interacts directly with, and most often takes input from, humans and may deliver output to humans. </wikipedia>
[03:01:17] <minibnz> cradek usb is master initiated (i think) the device can only respond to requests..
[03:01:37] <Jymmm> afk
[03:01:42] <minibnz> ie the pc asks the device if it has anything to say
[03:02:00] <minibnz> not that the usb device gets to shout it to the pc when ever it likes...
[03:02:25] <minibnz> via endpoints..
[03:03:11] <minibnz> but for what i want i think i should be able to work out a way to drive a tool changer
[03:03:33] <minibnz> i am happy to try and fail :)
[03:04:43] <cradek> nobody is saying you can't do it, but we are trying to give you ideas about how to do it simply and get it right the first time
[03:05:05] <cradek> we've seen so many new folks ask these kinds of questions, and go off their own direction, and be frustrated.
[03:05:39] <cradek> the advice is yours to do as you please with
[03:06:46] <cradek> for instance, some people think they want to make their own stepper drivers out of PICs or whatever. they are wrong that it's a good idea, but they try it anyway. then after much trouble, they either quit in frustration or buy real stepper drivers.
[03:11:53] <cal_> only to derail this conversation, on the topic of Stepper drivers. Is there an overlap of intelligence if using the compumotor S6 stepper drives with LinuxCNC?
[03:11:58] <minibnz> oh i totally hear what you are saying, this is why i bought a controller/driver that supported the most number of axis that i could find.... i think if i change my toolchanger design a little i can make it only consume one axis and not take up too much of my bed travel, until i get around to upgrading the bed :)
[03:13:00] <cradek> cal_: dunno - what kind of interface do they use?
[03:15:54] <cal_> Step and Direction
[03:17:56] -!-
skunkworks_ [skunkworks_!~chatzilla@str-bb-cable-south2-static-6-425.dsl.airstreamcomm.net] has joined #linuxcnc
[03:18:30] <cal_> I have not been able to tell if they "shift" from micro stepping to full steps at speed
[03:20:05] <cal_> The timing requirements are mentioned in the emc compatible driver information
[03:27:17] -!-
WalterN has quit [Ping timeout: 248 seconds]
[03:33:25] -!-
syyl__ [
[email protected]] has joined #linuxcnc
[03:34:16] -!-
WalterN [
[email protected]] has joined #linuxcnc
[03:37:14] -!-
syyl_ has quit [Ping timeout: 245 seconds]
[04:19:44] -!-
cmorley has quit [Ping timeout: 272 seconds]
[04:23:44] -!-
cal_ has quit [Quit: Leaving]
[04:40:08] -!-
frysteev has quit [Ping timeout: 252 seconds]
[04:41:17] -!-
frysteev [
[email protected]] has joined #linuxcnc
[04:56:42] <jbunch_> Just for fun on a bridgeport series 1 mill what are the upside and downside of using a servo motor for the spindle?
[04:57:58] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[05:00:01] -!-
cmorley has quit [Ping timeout: 260 seconds]
[05:00:46] <jbunch_> 2 to 3 kw I am already using EMC.
[05:21:38] -!-
cmorley has quit [Ping timeout: 240 seconds]
[05:26:37] -!-
psha [
[email protected]] has joined #linuxcnc
[05:27:10] -!-
H264 [
[email protected]] has joined #linuxcnc
[05:28:08] -!-
fatpandas has quit [Write error: Broken pipe]
[05:28:22] -!-
fatpandas [
[email protected]] has joined #linuxcnc
[05:29:46] -!-
WalterN has quit [Ping timeout: 255 seconds]
[05:53:54] -!-
phantoxe has quit []
[06:09:44] -!-
theorbtwo has quit [Ping timeout: 245 seconds]
[06:09:44] -!-
theorb [
[email protected]] has joined #linuxcnc
[06:09:57] theorb is now known as
theorbtwo
[06:11:48] -!-
HKCMD [
[email protected]] has joined #linuxcnc
[06:33:57] <Jymmm> Is there some method to "reverse engineer" actually get geometry of an object for drawing in CAD? I'm trying to make a template for GI Dog Tags and can't figure out how to determine the arc on the ends...
https://www.whitbypandemonium.co.uk/images/Dogtags-Black.jpg
[06:39:59] <Tom_itx> get a set of radius gauges
[06:40:29] <Jymmm> There's no old timer's trick/method?
[06:40:49] <Tom_itx> eyeball it
[06:40:59] <Tom_itx> then compare the printout with the part
[06:41:11] <Jymmm> printout?
[06:41:31] <Tom_itx> the 1:1 print you will make from your cad drawing
[06:41:54] <Jymmm> Ha, print, that's funny =)
[06:42:35] <Jymmm> I think I might have found a way though.
[06:43:02] <Tom_itx> request an engineering drawing from your tag supplier
[06:43:34] <Jymmm> Align the part with a 6" steel rule, then take a photo. That should give me actual scale, then using a drawing program to reproduce the arc.
[06:44:07] <Jymmm> useing the photo as the base layer, then redraw the arc on the next layer.
[06:44:20] <Jymmm> kinda like digital tracing
[06:45:32] <Jymmm> Tom_itx: Well, sometimes there is no vendor you just want to replicate somethng at random
[06:46:03] <Jymmm> maybe you cracked the case on your fancy blah and you want to fix/recreate it.
[06:49:14] -!-
ve7it has quit [Remote host closed the connection]
[06:49:28] <psha> Jymmm: photo -> svg?
[06:49:56] <psha> via tracing
[06:49:58] <Jymmm> psha: NEVER svg, but other vector fomat
[06:50:05] <Jymmm> format
[06:50:20] <psha> at least you may make svg in a couple of clicks in inkscape
[06:50:33] <psha> and then get vector format of your choice
[06:50:42] <Jymmm> psha: No, NEVER SVG. ever ever
[06:50:54] <psha> heh, then you are on your own :-P
[06:51:02] <psha> btw why not?
[06:51:05] <psha> what's bad with svg?
[06:51:18] <psha> you may get gcode from it in a simple way :)
[06:51:56] <Jymmm> psha: The SVG specs only call for relative values, never absolute, plus there are flaws in the specs that haven't been fixed in years and likely never will
[06:52:20] <psha> and what?
[06:52:32] <Jymmm> what didn't you understand?
[06:52:44] <psha> i did not understand what's bad in 'plus there are flaws in the specs that haven't been fixed in years and likely never will
[06:52:58] <psha> you may say it for every spec
[06:53:15] <Jymmm> The inksape developers told me
[06:53:52] <Jymmm> Tafter I kept bugging them about a bug I found years ago
[06:53:56] <Jymmm> after
[06:54:24] <psha> probably you may tell me about better vector format?
[06:54:44] <Jymmm> Almost any other than SVG.
[06:54:47] <psha> that is supported at least in more then 1 (one) product?
[06:55:26] <psha> there is one problem with svg that i may see - it allows _very_ complex images
[06:55:29] <psha> that's real problem
[06:55:38] <psha> but if you use subset of svg - you won't encouter it
[06:55:43] <Jymmm> there are hundreds of vector formats to choose from.
[06:55:51] <psha> gimme one plz
[06:55:52] <Jymmm> pick one you like
[06:56:27] <psha> i've already picked one for my needs - svg :)
[06:56:43] <psha> that's supported and rich enough for me
[06:56:52] <Jymmm> DXF
[06:56:58] <Jymmm> have at it!
[06:57:04] <psha> dxf?
[06:57:24] <psha> and what progs may i use to work with it?
[06:57:43] <Jymmm> do I look like google to you?
[06:57:45] <psha> converting dxf to anything is pain in the ass
[06:57:52] <psha> i've tried already
[06:57:55] <psha> thanks
[06:58:52] <Jymmm> Geeze man, you're asking me what you prefer, yu have to find that out for yourself.
[06:59:36] <psha> heh, all i need is format that don't need lot of expensive products to work with
[07:16:20] -!-
psha has quit [Quit: Lost terminal]
[07:37:00] <mazafaka1> inkscape can save in dxf
[07:37:07] -!-
mazafaka1 [
[email protected]] has parted #linuxcnc
[07:37:54] -!-
mazafaka [mazafaka!~ig@unaffiliated/mazafaka] has joined #linuxcnc
[08:15:05] -!-
craynerd [craynerd!~craynerd@host86-169-159-55.range86-169.btcentralplus.com] has joined #linuxcnc
[08:20:05] -!-
icarusfactor [icarusfactor!~factor@r74-195-184-248.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[08:20:34] -!-
factor has quit [Disconnected by services]
[08:20:42] icarusfactor is now known as
factor
[08:22:44] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[08:35:24] -!-
vladimirek has quit [Remote host closed the connection]
[08:40:51] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[08:48:36] -!-
factor has quit [Read error: Connection reset by peer]
[08:49:48] -!-
factor [factor!~factor@r74-195-184-248.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[09:11:28] -!-
jonnyATroot [
[email protected]] has joined #linuxcnc
[09:23:06] -!-
jonnyATroot has quit [Ping timeout: 272 seconds]
[09:27:06] -!-
craynerd has quit [Ping timeout: 260 seconds]
[09:33:12] -!-
craynerd [craynerd!~craynerd@host86-169-159-55.range86-169.btcentralplus.com] has joined #linuxcnc
[09:53:45] -!-
rob_h [
[email protected]] has joined #linuxcnc
[10:03:34] -!-
craynerd has quit [Ping timeout: 240 seconds]
[10:03:52] -!-
craynerd [craynerd!~craynerd@host86-169-159-55.range86-169.btcentralplus.com] has joined #linuxcnc
[10:15:39] -!-
skunkworks_ has quit [Ping timeout: 272 seconds]
[10:16:09] -!-
skunkworks_ [skunkworks_!~chatzilla@str-bb-cable-south2-static-6-425.dsl.airstreamcomm.net] has joined #linuxcnc
[10:18:29] -!-
craynerd has quit [Ping timeout: 248 seconds]
[10:19:54] <Loetmichel> nornin'
[10:22:28] <Loetmichel> mornin'
[10:24:39] <Loetmichel> hmm... anyone has a Athlon XP 2600+ as a CNC cpmputer and can tell me if a new Graphics card will get the jitter down to reasonable values?
[10:26:24] <Loetmichel> atm i have something about 76000/40000 with heavy load and an old Matrox MGA... (the TNT2 laying around has a fault, and the ATI x1650 pro isnt supported :-(
[10:27:58] <archivist> depends what is causing the jitter, there are other causes, heat control by stopping the processor is a nasty one
[10:29:34] <Loetmichel> archivist: cpu is cool as a athlon xp ever gets. (about 40°C)
[10:30:02] <Loetmichel> and the jitter goes p as soon as opengl os used
[10:30:14] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust492.basl.cable.virginmedia.com] has joined #linuxcnc
[10:30:18] <Loetmichel> idle i have a jitter of 6000/3000
[10:31:06] <archivist> try open source opengl driver
[10:31:31] <Loetmichel> ahem: the matrox has no 3d capability
[10:31:47] <Loetmichel> so opengl-> software
[10:32:03] <archivist> matrox card worksforme
[10:32:25] <Loetmichel> thats why i hoped if i get a 3d card the jitter will stay low
[10:33:09] <archivist> they often have unfriendly interrupts causing latency
[10:34:24] <Loetmichel> hmmm
[10:35:05] <Loetmichel> interesting fact: the ati x1650 pro i have laying around is about 10 times SLOWER than the matrox.
[10:35:51] <Loetmichel> cause the RadeonHD/fglrx driver will not work with the 2.6.32 kernel, they need 2.5.36 at least :-(
[10:36:44] <Loetmichel> thete is a screen update delay of about a SECOND ... absolute unuseable
[10:36:50] <Loetmichel> there
[10:37:28] -!-
Valen has quit [Quit: Leaving.]
[10:43:03] <andypugh> 6000 _is_ low!
[10:43:22] <archivist> 20000 is usable
[10:43:58] <Loetmichel> [11:26] <Loetmichel> atm i have something about 76000/40000 with heavy load and an old Matrox MGA... (the TNT2 laying around has a fault, and the ATI x1650 pro isnt supported :-(
[10:44:10] <Loetmichel> 600/3000 is idle
[10:44:23] <Loetmichel> as soon as i do some 3d it gets up
[10:44:35] <Loetmichel> or playing som flash video ;-)
[10:47:01] <Loetmichel> my own CNC has a bit better jiter:
http://www.cyrom.org/palbum/main.php?g2_itemId=12334
[10:47:23] <andypugh> 76,000 is still OK with hardware solutions, but won't work for sofware stepping.
[10:47:49] <archivist> onboard video or a cheap card stealing the memory is another nono
[10:47:58] <Loetmichel> ... but it has a MUCH better cpu, and being a c2d it can compensate for the onboardgraphics
[10:48:34] <archivist> "c2d it can compensate for the onboardgraphics" er what
[10:48:46] <Loetmichel> it has 2 cores , fast ones
[10:49:08] <Loetmichel> so it can do the 3d on one core in software as the other one keeps the jitter low ;-)
[10:49:12] <archivist> no that has little to do with stealing memory time
[10:49:45] <andypugh> However, I don't think it is worth messing about, buy a D525MW board and use the onboard video. At €80 it is cheaper than buying a graphics card.
http://www.amazon.de/dp/B0041RSC94/ref=asc_df_B0041RSC946636772?smid=A3JWKAKR8XB7XF&tag=googledeprodu-21&linkCode=asn&creative=22494&creativeASIN=B0041RSC94
[10:49:54] <archivist> one memory bus, if stolen by video display its gone during that time
[10:49:55] <Loetmichel> ahm you mean: bus time?
[10:51:09] <Loetmichel> andypugh: i wont. i wiill donate this machine to the hackerspace, so the get hardware i have here, but i am not willing to invest more than time.
[10:51:39] <Loetmichel> s/the/they
[10:54:09] <Loetmichel> hmmm, lets seee, OONE of the 11 PCs standing around here SHOULD have a decent graphics board i can cannibalize...
[10:54:46] <Loetmichel> but for thatr i have to get out of the bathtub ;-)
[10:55:46] <andypugh> pass the mind-bleach!
[10:56:09] <Loetmichel> harhar
[10:57:58] * Loetmichel has a BAD headache. and has triede to "sweat " it away. slowly boiling in here... and that on my birthday :-(
[10:58:33] <archivist> dehydrated, get out and drink water!
[11:00:37] <Loetmichel> more like an inflammation of the upper jaw bone
[11:00:40] <andypugh> Is it possible that you spent last night celebrating your birthday, and that is the cause?
[11:00:45] <Loetmichel> no
[11:01:00] <archivist> lies
[11:01:15] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[11:01:26] <Loetmichel> i dont drink...
[11:01:34] <Loetmichel> ... since about 15 jears
[11:02:12] <Loetmichel> not more than about one or two beers oce a month or so
[11:02:28] <Loetmichel> and yesterday i didnt celebrate
[11:02:43] <Loetmichel> its 43, so no reason to
[11:04:08] <andypugh> You have a carbon-monoxide monitor?
[11:08:26] -!-
bedah [
[email protected]] has joined #linuxcnc
[11:15:49] <Loetmichel> why should i, having no burning substances inmy appartment?
[11:16:48] <Loetmichel> (the natural gas heater sints in the basementand has noc connection to my appartment
[11:16:52] <Loetmichel> sits
[11:23:28] -!-
yoyo_ [
[email protected]] has joined #linuxcnc
[11:23:29] <yoyo_> hi
[11:26:24] -!-
psha [
[email protected]] has joined #linuxcnc
[11:26:33] <yoyo_> where can i find ngc fils for touch probe center of circle / corners and so one ?
[11:27:03] <yoyo_> or it is mystery ?
[11:33:39] -!-
davec_ [
[email protected]] has joined #linuxcnc
[11:34:46] <andypugh> yoyo_: Give me a moment..
[11:35:14] <yoyo_> or how can I get a present X Y Z value in gcode
[11:36:24] <andypugh> That depends on the LinuxCNC version you are using.
[11:36:50] -!-
cevad has quit [Ping timeout: 260 seconds]
[11:37:05] <andypugh> (It used to be a bit difficult in 2.3, but has got easier)
[11:39:16] -!-
WalterN [
[email protected]] has joined #linuxcnc
[11:39:20] <andypugh> yoyo_: You should find probe-hole.ngc in the emc2/nc_files/sample directory
[11:40:17] <yoyo_> ok
[11:41:14] -!-
H264 has quit [Ping timeout: 240 seconds]
[11:44:23] <andypugh> Which version are you using? To get XYZ in 2.4 I have found the easiest way is to use a G92 then an immediate G92.1 and read the #5211, #5212, #5213 parameters, but in 2.5 they are available in #5420 onwards all the time.
[11:44:52] <andypugh> And in 2.6 as #<_x> #<_y> etc
[12:01:49] <yoyo_> haha ! first touch hole DONE!
[12:07:36] -!-
HKCMD has quit [Quit: ChatZilla 0.9.86 [Firefox 3.5.16/20101130074636]]
[12:48:09] <yoyo_> wonderful. how to scan touching surface ?
[12:49:25] <jthornton> iirc there is a sample file to do this
[12:53:29] <Jymmm> Step 1) Set rapids to 24,000 IPS.
[12:53:40] <Jymmm> Step 2) Hit START
[12:53:57] <Jymmm> Step 3) Get new probe.
[12:54:59] <andypugh> yoyo_: In the same sample directory, have a look at gridprobe
[12:58:10] <Jymmm> http://www.amazon.com/ResQMe-Keychain-Version-Original-LifeHammer/dp/B000IDYKNC
[13:32:43] -!-
psha has quit [Quit: Lost terminal]
[13:42:22] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[13:52:36] -!-
rob_h has quit [Quit: Leaving]
[14:02:36] -!-
Loetmichel has quit [Ping timeout: 252 seconds]
[14:12:54] -!-
Loetmichel [
[email protected]] has joined #linuxcnc
[14:13:46] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[14:15:11] -!-
H264 [
[email protected]] has joined #linuxcnc
[14:18:15] -!-
WalterN has quit [Ping timeout: 240 seconds]
[14:18:37] -!-
tris has quit [Excess Flood]
[14:20:15] -!-
andypugh has quit [Ping timeout: 240 seconds]
[14:20:35] -!-
vin321 has quit [Ping timeout: 240 seconds]
[14:21:01] -!-
vin321 [
[email protected]] has joined #linuxcnc
[14:21:21] <vin321> testing my blue chinease bord no lost steps on z that i can tell its been going up & down a hour
[14:22:14] <archivist> add some weight
[14:23:37] <archivist> I tested my thing with added weights but in real life found a few problems later, gib strips too tight and lack of oil
[14:24:20] -!-
tris [tris!tristan@2001:1868:a00a::4] has joined #linuxcnc
[14:24:38] -!-
micges [
[email protected]] has joined #linuxcnc
[14:28:52] <vin321> ty ill try that
[14:29:18] -!-
jonnyATroot [
[email protected]] has joined #linuxcnc
[14:30:28] <vin321> still looks good
[14:31:10] <vin321> its got 2 moters on ot there not lite
[14:32:45] -!-
rob_h [
[email protected]] has joined #linuxcnc
[14:33:34] <vin321> all iv done to the bord is bypass the optocouplers
[14:34:01] <vin321> was the first fix i could do with out parts
[14:34:02] -!-
syyl_ws [
[email protected]] has joined #linuxcnc
[14:34:27] <vin321> seems it fixed all my issuse
[14:34:41] <vin321> hohe so any way
[14:34:42] -!-
psha [
[email protected]] has joined #linuxcnc
[14:34:49] <vin321> hope*
[14:36:17] -!-
jonnyATroot has quit [Ping timeout: 244 seconds]
[14:38:23] -!-
alexx188 has quit [Quit: Leaving.]
[14:39:23] <mazafaka> jthornton: What about the coal? Does it only burns longer or does it produce more heat?
[14:39:32] -!-
syyl_ws_ [
[email protected]] has joined #linuxcnc
[14:39:52] -!-
syyl_ [
[email protected]] has joined #linuxcnc
[14:40:47] -!-
syyl_ws has quit [Read error: Operation timed out]
[14:42:41] -!-
syyl__ has quit [Ping timeout: 260 seconds]
[14:50:30] -!-
jonnyATroot [
[email protected]] has joined #linuxcnc
[14:51:17] <JT-Shop> I'm no expert but coal will burn hotter than wood
[14:53:00] <cpresser> JT-Shop: depends on the type of coal. and the amount on the oxygen available
[14:54:19] <mazafaka> So, a little bit less amount of coal will give the same amount of heat. But why it doesn't burn so good when I open the door of the stove? I will have to investigate with it...
[14:54:21] <cpresser> in some cases charcoal is superior to mineral coal.
[14:54:59] <cpresser> what kind of stove are you using, mazafaka?
[14:55:20] <mazafaka> our power plant works on extremely bad coal mixed with soil and rocks. Normal coal is sent abroad by the corporation.
[14:55:37] <cpresser> if mineral coal is burning to hot, it produces CO instead of CO2, which makes the complete thing less efficient
[14:55:43] <mazafaka> http://www.flickr.com/photos/ilyagalkin
[14:56:21] <mazafaka> particularly
http://www.flickr.com/photos/ilyagalkin/6901073227/in/photostream
[14:57:44] <cpresser> how much space do you intend to heat with that? and which temperature gradient?
[14:57:54] <mazafaka> there are various regimes of burning of wood and coal. The efficients are with transparent fumes if I understand correctly.
[14:58:32] <cpresser> for example, if antracite coal is burning, you wont see a real flame. it just glows a little
[14:58:45] <mazafaka> -10 down to -40 Celsius at the street, and the garage is 3.6 x 5.6 x 2.0
[14:59:29] <mazafaka> i think I need to seal a bit garage doors later when I will clean and weld it and paint it.
[14:59:34] <cpresser> even with decent isolation, that will require a lot of energy.
[15:01:06] <cpresser> based on my experience (my shop als has no isolation) you will need about 4kW of power in order to heat it up
[15:01:33] <cpresser> fortunately the weather is much warmer now in germay :)
[15:02:13] <yoyo_> can I emulate a probe in in simulator ?
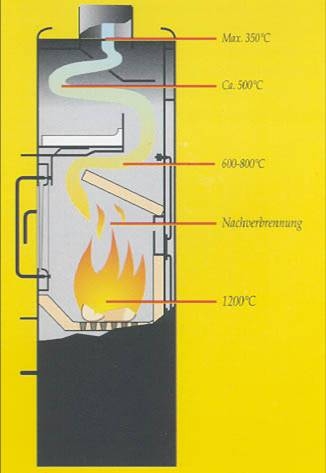
[15:04:05] <cpresser> that is how 'real' stove works:
http://www.herrmann-kaminkehrer.de/bilder_by/org/kaminofenfunktionsschnittbild.jpg
[15:04:22] <mazafaka> cpresser: it's also warm here. -10 Celsius instead of -39...-42 Celsius with wind as usual.
[15:05:20] <cpresser> in order to harvest the energy, you need to make sure not to blast it all out with a hot exhaust
[15:06:19] <mazafaka> My stove is hot starting from the concrete floor. It heats up to +20 Celsius just when all the logs has started to really give out the heat. (About 15 minutes after starting.)
[15:06:33] <cpresser> our home here runs on antracite-coal. 45kW boiler. the exhaust temperature is <200 Celsius
[15:06:37] <mazafaka> yes, I think the exhaust is too hot.
[15:09:30] <mazafaka> And I have to open the door of the stove to get the heat. It's made of stainless steel.
[15:14:45] <mazafaka> if the coal I use is a little bit bad, I think I can mix it with logs when I am starting to use the stove.
[15:18:51] -!-
psha has quit [Read error: Connection reset by peer]
[15:22:52] -!-
psha [
[email protected]] has joined #linuxcnc
[15:23:28] mazafaka is now known as
mazafaka_
[15:23:58] mazafaka_ is now known as
mazafaka__
[15:27:09] -!-
vin321 [
[email protected]] has parted #linuxcnc
[15:38:04] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust492.basl.cable.virginmedia.com] has joined #linuxcnc
[15:41:55] -!-
ve7it [
[email protected]] has joined #linuxcnc
[15:43:41] <mazafaka__> cpresser: actually, garage is isolated pretty nicely, doors are thermally isolated and there's a cellophane thingie:
http://www.flickr.com/photos/ilyagalkin/6877890841/in/photostream
[15:47:30] <JT-Shop> pcw_home: so the 7i76 takes 8-32v in at pin 5 VIN and converts that to 5v?
[15:50:14] <pcw_home> on the 7I76 TB1 is the isolated field power supply it takes 8-32 VDC aond converts to isolated 3.3V logic power for the remote I/O processor
[15:51:15] <pcw_home> there is no connection with TB1 to 5V anywhere
[15:53:39] <yoyo_> mazafaka__: that bikes are yours ?
[15:53:40] <JT-Shop> ok, I was confused by the Signal names then
[15:54:23] <pcw_home> normally you would tie VIN to field power via W1 (Left) so you only need to supply field power
[15:54:30] <yoyo_> mazafaka__: those
[15:55:03] <JT-Shop> ah, ok
[15:55:29] <pcw_home> filed power goes to the output switches, VIN powers a switching regulator for the remote I/O processor
[15:55:39] <mazafaka__> yeah. that Jupiter 5 which is lowered on the photos, now is very tall. It's rear shock absorbers lengthened by 150 mm (6 inches). And it only waits for the additional thingies which will guide the chain over the frame and swing arm
[15:55:39] <pcw_home> s/filed/field/
[15:56:43] <yoyo_> mazafaka__: nice :) I aslo have bike. different but
http://www.yoyo.ghost.pl/fb/?&id=1745&subPage=detale
[15:58:52] <mazafaka__> yoyo_: ha, nice. I would prefer one type of bike - enduro like on the photo. Motocross bike has shortened motor hours. But I can afford this one of the colour of steel (150 USD before I have restored it).
[16:00:14] <pcw_home> looks kind of like a 1970s Yamaha
[16:00:34] <yoyo_> mazafaka__: 20 moto hours and repair of piston / replacement :P
[16:00:40] <mazafaka__> This Jupiter 5 is for friend. He uses my garage. I will have bought a Ural motorcycle soon, and a SUV like this:
http://avto-russia.ru/autos/uaz/photo/uaz_31512_5.jpg
[16:01:27] <mazafaka__> its parameters:
http://avto-russia.ru/autos/uaz/uaz_315123.html
[16:03:59] <mazafaka__> yoyo_: I plan to mount front and rear end from MotoX motorcycle, from some Kawasaki KLX maybe of 1993.
[16:05:25] <yoyo_> mazafaka__: grate thing is a electric conversion not parts swapping.
[16:06:01] <yoyo_> I would love to have an electric motorbicke
[16:06:17] <mazafaka__> yeah, but I can not create a controller.
[16:06:34] <yoyo_> not enough geld
[16:06:59] <yoyo_> by one mazafaka__
[16:07:11] <mazafaka__> or order any electric motor.
[16:07:29] -!-
isssy [
[email protected]] has joined #linuxcnc
[16:08:23] <mazafaka__> no, I do not have money for it. I need to buy a car.
[16:09:01] <mazafaka__> But I also hate movable stuff like engines
[16:10:40] <mazafaka__> friction and pressure produces very toxic oil and water. CO2 is a measure to calculate the bad effect, but who will recycle the oil and antifreeze - at least here in Russia?
[16:15:42] <andypugh> yoyo_: I have one of these in the shed:
http://motorbike-search-engine.co.uk/classic_bikes/NERACAR_MODEL_B.jpg
[16:20:26] <mazafaka__> andypugh: no, you don't :) !
[16:21:00] <mazafaka__> And what is 'shed' ? Is it something like the bushes?
[16:22:11] <mazafaka__> (Or is it something like mustaches, and you actually have an 'item of food' in it and it remind you of a motorcycle on the photo?)
[16:22:39] <mazafaka__> macaronis on mustaches then, heh
[16:26:13] -!-
mhaberler has quit [Quit: mhaberler]
[16:26:20] <mazafaka__> Oh, hey guys, my mountain bicycle has mountains on it after a ride in dirt!
[16:27:25] <mazafaka__> Do you believe it or not, the mountains like they are shown on the photos from the space!
[16:28:41] <mazafaka__> And same does the boots :) Ha-ha
[16:48:20] -!-
erasmo has quit [Remote host closed the connection]
[16:58:05] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[17:04:43] <yoyo_> adverb :) my touch sensor ready :) and working
http://www.yoyo.ghost.pl/fb/?&id=1812&tag=touch%20sensor&subPage=detale
[17:14:47] <skunkworks_> neat - did you decide against the ball bearings?
[17:23:53] -!-
rob__H [
[email protected]] has joined #linuxcnc
[17:23:53] -!-
JT-5i25 [
[email protected]] has joined #linuxcnc
[17:24:11] -!-
rob_h has quit [Ping timeout: 255 seconds]
[17:25:04] <JT-5i25> on my 5i25/7i76 config when I open up HAL Configuration I only see 34 gpio's should I see 48?
[17:26:07] <JT-5i25> I also only see 3 stepgen's
[17:26:16] <skunkworks_> I think gromit noticed that some pins are out of order in the hal config page... Are they there just not where you think they should be?
[17:26:56] <JT-5i25> under Pins > hm2_5i25 > gpio I only see the 34 pins
[17:27:35] <JT-5i25> under Pins > hm2_5i25 > stepgen I only see 3 stepgens 0, 1, and 2
[17:27:49] -!-
syyl_ws_ has quit [Quit: Verlassend]
[17:28:06] <skunkworks_> odd
[17:28:44] * JT-5i25 goes to look at the config again
[17:30:34] <JT-5i25> well I have num_stepgens=3 in my config
[17:30:41] <skunkworks_> heh
[17:31:05] <JT-5i25> wonder if that is borked for this
[17:32:30] <JT-5i25> hmm now I have 5 stepgens
[17:33:03] -!-
isssy has quit [Quit: Bye Bye]
[17:33:49] <JT-5i25> at some point in the past I thought I understood the I/O for the 5i25/7i76 but have slept since then :/
[17:34:03] <skunkworks_> how about the gpio?
[17:34:59] <JT-5i25> still 34 and no clue which one is connected to the terminals on the 7i76
[17:35:50] <pcw_home> do you have the field power on? (right yellow LED)
[17:36:11] <JT-5i25> yes
[17:36:27] <JT-5i25> yellow led next to power terminal block is on
[17:37:28] <pcw_home> are both yellow LEDS on?
[17:37:39] <JT-5i25> yes
[17:38:41] <pcw_home> ok so you should some pins like 5I25.0.7i76.input.00
[17:40:11] <JT-5i25> no pins like that are under Pins > hm2_5i25
[17:40:55] <pcw_home> whats your configuration line?
[17:42:16] <JT-5i25> CONFIG = "num_encoders=1 num_pwmgens=0 num_3pwmgens=0 num_stepgens=5"
[17:42:33] -!-
jts [
[email protected]] has joined #linuxcnc
[17:42:45] <JT-5i25> loadrt [HOSTMOT2](DRIVER) config=[HOSTMOT2](CONFIG)
[17:43:09] <pcw_home> that seems really wrong
[17:44:57] <JT-5i25> w1 is right and w2 is left
[17:45:01] <andypugh> The 5i25 itself can only have 25 gpios?
[17:45:36] <andypugh> The terminals on the 7i76 should be under 7i76.0.digin-NN
[17:46:41] <JT-5i25> I don't see 7i76 anywhere, should it be under Pins or hm2_5i25?
[17:47:09] <andypugh> hm2_5i25.0.7i76.0.... I think
[17:48:08] <andypugh> But you do need field power I think, or it doesn't admit to existing.
[17:48:22] <JT-5i25> maybe I have W1 wrong
[17:48:37] <pcw_home> w1 should be in the left (default) position normally (and then VIN get field power)
[17:49:18] <JT-5i25> I have that backwards
[17:49:20] <JT-5i25> brb
[17:50:01] <pcw_home> otherwise you need to power both VIN and VFIELD
[17:50:41] -!-
JT-5i25 has quit [Read error: Connection reset by peer]
[17:50:48] -!-
JT-5i25 [
[email protected]] has joined #linuxcnc
[17:51:28] * JT-5i25 smacks forehead on table a few times...
[17:55:28] <syyl_> doesnt that hurt?
[17:55:36] <JT-5i25> yea
[17:56:41] -!-
rob__H has quit [Quit: Leaving]
[17:59:22] <Loetmichel> syyl_: i think it should!
[18:09:35] <JT-5i25> either I've borked the I/O or I'm an idiot or it don't like 12v field power, I'm sure at least one will apply
[18:14:47] -!-
IchGuckLive [
[email protected]] has joined #linuxcnc
[18:14:55] <IchGuckLive> Hi all around the Globe
[18:17:00] <pcw_home> 12V should be OK
[18:17:02] <pcw_home> I think you need a sserial_port_0 = "00XXXXXX" line in your config
[18:17:26] <JT-5i25> ok, let me try that
[18:18:04] <pcw_home> not sure if the 3pwm stuff causes trouble (since theres no such module)
[18:18:05] -!-
rob_h [
[email protected]] has joined #linuxcnc
[18:19:15] -!-
jts has quit [Quit: Leaving]
[18:19:18] <JT-5i25> I had CONFIG="sserial_mode0=00000000" from a while back but that gave an error when I tried it a while ago... I see the name is new now
[18:20:05] <JT-5i25> this is a good sign, Axis started up
[18:20:47] * skunkworks_ loves these troubleshooting sessions..
[18:23:05] <IchGuckLive> what is the goal you are working on ß
[18:25:15] -!-
mhaberler has quit [Quit: mhaberler]
[18:28:27] <JT-5i25> still no I/O... at least I've gotten an axis to move :)
[18:30:07] <skunkworks_> so the daughter board seems to be comunicating?
[18:31:16] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[18:31:45] <JT-5i25> from what I can tell if it don't yack back you don't even see the pins so yes it seems to be communicating well
[18:31:55] -!-
yoyo_ has quit [Quit: Ex-Chat]
[18:32:08] <pcw_home> I/O should just require >10V on field I/O and VIN
[18:32:10] <pcw_home> 5V on main card
[18:32:12] <pcw_home> sserial mode set line modparam
[18:32:14] <pcw_home> cay you post dmesg?
[18:32:40] <pcw_home> can
[18:33:01] <JT-5i25> dmesg after saying "sserial mode set line modparam"
[18:33:06] <JT-5i25> ?
[18:33:39] <pcw_home> just the startup and pin list portion of dmesg
[18:33:51] <JT-5i25> crap, I assume you have to save the ini file for it to work
[18:34:03] <IchGuckLive> is it on hostmot2 config ?
[18:34:20] <pcw_home> usually the case...
[18:34:43] <JT-5i25> this crashed the load sserial_port_0 = "00XXXXXX"
[18:34:43] <pcw_home> Yes HostMot2
[18:35:38] -!-
yottabit [yottabit!~heath@unaffiliated/ybit] has joined #linuxcnc
[18:35:55] <JT-5i25> insmod: error inserting '/usr/realtime-2.6.32-122-rtai/modules/emc2/hm2_pci.ko': -1 Unknown symbol in module
[18:36:52] <pcw_home> the sserial port stuff is just in the modparam section
[18:36:54] <pcw_home> CONFIG = "num_encoders=1 num_stepgens=5 sserial_port_0 = 00XXXXXX"
[18:38:01] <JT-5i25> I get invalid parameters again with that
[18:39:40] <JT-5i25> it seems to like this version CONFIG = "sserial_port_0=00000000"
[18:39:40] <pcw_home> man hostmot2 should have the correct syntax
[18:40:39] <JT-5i25> and an input test worked
[18:40:44] <JT-5i25> now for an output
[18:40:50] -!-
pjm__ has quit [Quit: TTFO]
[18:41:32] <JT-5i25> and the output works
[18:41:38] <JT-5i25> THANKS for helping
[18:42:23] <pcw_home> I think theres a bug in the sserial driver if you do not specify the mode line
[18:42:50] <IchGuckLive> loadrt hm2_pci config="firmware=hm2/5i20/SVST8_4.BIT num_encoders=3 num_pwmgens=3 num_stepgens=3,firmware=hm2/5i23/SVSS8_8.BIT sserial_port_0=0000 num_encoders=4"
[18:43:38] <JT-5i25> for the 5i25/7i76 that should be all you need in your config correct?
[18:44:17] <IchGuckLive> The 5i25 comes pre-programmed
[18:44:41] <IchGuckLive> no "firmware=" string should be used
[18:46:09] <pcw_home> Yes thats all but i would prefer a more explicit definition like the
[18:46:11] <pcw_home> CONFIG = "num_encoders=1 num_stepgens=5 sserial_port_0 = 0x"
[18:46:36] <pcw_home> Yes no firmware line as its pre-programmed
[18:49:07] <pcw_home> (it has the PCI probing stuff)
[18:49:09] <pcw_home> sserial_port_0 = 0XXX is actually correct for 7I76x2 config (as it has 4 sserial channels)
[18:49:48] <JT-5i25> let me try that
[18:49:55] <pcw_home> oops wrong window
[18:52:35] <JT-5i25> it likes sserial_port_0 = 0XXX
[18:53:43] <IchGuckLive> this enabels serial 0 and frees all the other opns
[18:53:53] <IchGuckLive> pins
[18:54:05] <JT-5i25> it likes CONFIG = "num_encoders=1 num_stepgens=5 sserial_port_0=0XXX"
[18:54:20] <JT-5i25> but does not like CONFIG = "num_encoders=1 num_stepgens=5 sserial_port_0 = 0XXX" not the spaces
[18:54:25] <JT-5i25> note
[18:54:34] <IchGuckLive> do you need more then 1 serial ?
[18:55:46] <pcw_home> not for one 7I76 (but the 7I76 has one RS-422 expansion for one more if desired)
[18:57:05] <JT-5i25> two axes up and going :)
[18:57:24] <IchGuckLive> JT-5i25: what motors in use
[18:57:42] <IchGuckLive> stepper with encoder
[18:57:50] <JT-5i25> automationdirect steppers
[19:01:37] <IchGuckLive> nice prices
[19:03:03] <IchGuckLive> TRIPLE STACK what does this mean on a stepper ?
[19:05:12] <andypugh> It means it is longer and heavier. But should have more torque.
[19:05:55] * JT-5i25 thinks a nap as a reward for getting this far today is in order now :)
[19:09:14] -!-
pjm [
[email protected]] has joined #linuxcnc
[19:13:44] -!-
stormlight [
[email protected]] has joined #linuxcnc
[19:24:18] <gene77> lo guys
[19:24:43] <pcw_home> andypugh: there may still be a bug in the sserial driver if the modparam line is missing (JT-5i25s I/O should have worked without needing the mode line)
[19:24:55] <IchGuckLive> by Gn8
[19:24:59] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 10.0.2/20120216080748]]
[19:25:35] <andypugh> I thought I had fixed that.
[19:25:41] <gene77> How do I reformat a usb key to messydos so I can use it to hold a bios up date? Apparently a partition table isn't enough
[19:26:09] <pcw_home> maybe, not sure what version/date JT-5i25 has
[19:29:42] <andypugh> gene77: If you google, there is a utility from HP that does it.
[19:30:36] <andypugh> Though I am nit sure that is any good without Windows
[19:31:36] <andypugh> gene77:
http://www.bootdisk.com/pendrive.htm
[19:35:17] <gene77> likely not. NFI if it will work, but as root, I was able to use mc to put the .EXE on the key, now to reboot & see if a F7 will find it... Thanks Andy
[19:35:27] -!-
psha has quit [Quit: Lost terminal]
[19:35:50] -!-
gene77 has quit [Remote host closed the connection]
[19:41:11] -!-
FinboySlick [
[email protected]] has joined #linuxcnc
[19:55:59] -!-
jbunch_ has quit [Ping timeout: 245 seconds]
[19:57:36] -!-
vladimirek has quit [Remote host closed the connection]
[20:04:35] -!-
gene77 [
[email protected]] has joined #linuxcnc
[20:06:22] <gene77> well, that was a miserable failure, the bios can't see an 8gb kingston traveler with the files on it, and I burned a cd which it can't see, but does see the drive
[20:06:29] <gene77> Next?
[20:07:54] <gene77> dmesg is full of illegal mode for this track messages, presumably from the optical drive.
[20:09:38] -!-
jbunch [
[email protected]] has joined #linuxcnc
[20:11:56] <gene77> I guess go waste another cd. What filesystem do I choose when doing the burn?
[20:13:00] <gene77> or is there some magic potion that will make it see the usb key and use it for the bios update (f7) function?
[20:13:43] <pcw_home> http://www.linuxinsight.com/how-to-flash-motherboard-bios-from-linux-no-dos-windows-no-floppy-drive.html might work, who knows...
[20:13:59] <pcw_home> (for CD)
[20:17:31] -!-
stormlight has quit [Quit: stormlight]
[20:21:34] -!-
mhaberler has quit [Quit: mhaberler]
[20:21:42] -!-
stormlight [
[email protected]] has joined #linuxcnc
[20:25:24] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[20:25:39] <DJ9DJ> good evening
[20:26:16] -!-
stormlight has quit [Client Quit]
[20:29:20] <micges> hi
[20:33:15] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[20:42:42] <mrsun> gaah
[20:42:47] <mrsun> i cant get stuff any good :(
[20:46:17] <mrsun> hmm, what is the signals a vfd needs to run efficiently, frequency ref, start (start cw/start ccw) ? :)
[20:46:23] <mrsun> from linuxcnc that is
[20:46:29] <mrsun> and return the actual rpm of the spindle
[20:46:35] -!-
gene77 has quit [Read error: Operation timed out]
[20:46:37] <mrsun> (tachometer or similiar at the spindle)
[20:48:36] <mrsun> e-fault maybe
[20:52:20] -!-
JT-Shop has quit [Remote host closed the connection]
[20:54:21] <JT-5i25> pcw_home: I'm running an installed version from a deb
[20:55:04] -!-
JT-Shop [
[email protected]] has joined #linuxcnc
[21:02:31] <pcw_home> Do you know the build date? if no modules are mentioned in the config line everything should be enabled (and work)
[21:02:32] <pcw_home> but ther was a bug at one time that caused the mode to be set wrong if not specifically set in the mod-param line
[21:04:12] <pcw_home> (remote sserial device mode which should default to 0)
[21:06:22] <skunkworks_> I was reading the sserial section - what do the mode do? 1-9?
[21:06:31] <skunkworks_> 0-9
[21:07:45] -!-
bedah has quit [Quit: Ex-Chat]
[21:08:39] <JT-5i25> 2011-09-22 Chris Radek 2.5.0-pre2 test release v2.5.0-pre2
[21:10:17] <pcw_home> Modes choose different remote device data
[21:11:12] -!-
emcPT [
[email protected]] has joined #linuxcnc
[21:11:32] <skunkworks_> so - mode 0 maybe i/o - mode 1 might be a h-bridge servo drive...?
[21:12:15] <pcw_home> for example the 7I76 has a analog input option (4 channels of 8 bit data) you may or may not want this data (and it costs 16 usec of transfer time)
[21:14:44] <pcw_home> 7I69 has a 48 bit I/O mode and a 24 out/24 in mode (selected by mode as well)
[21:14:46] <pcw_home> 48 bit I/O has 96 bits transferred every cycle but 24/24 only has 48 so 24 usec faster
[21:14:47] <pcw_home> (not that much of this matters unless you are running a >5 KHz servo thread)
[21:15:38] <pcw_home> bbl
[21:21:21] <andypugh> That bug seems to be fixed in the version I have.
[21:23:55] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[21:24:28] <JT-5i25> andypugh: are you running a RIP or an installed version?
[21:24:28] <pcw_home> it will only show up with 7I69/70/71/76/77
[21:24:54] <andypugh> It's a RIP from a pull earlier in the week, but 2.5 not 2.6
[21:24:55] <JT-5i25> pcw_home: have the 7i77's started shipping?
[21:25:11] <pcw_home> Yes yours shipped last week some time
[21:25:19] <JT-5i25> Cool!
[21:25:25] <andypugh> I just tested with a 5i23 and 7i69
[21:25:33] <JT-5i25> mine is from 2011-09-22
[21:25:45] <JT-5i25> it is a release
[21:25:52] <pcw_home> Yeah thats too old for the fix
[21:25:55] <andypugh> Do you feel like updating and trying again?
[21:26:14] -!-
jts [
[email protected]] has joined #linuxcnc
[21:26:16] <JT-5i25> don't know how to update and installed version
[21:26:27] <andypugh> Should be an automatic update if it was from the buildbot
[21:26:30] <JT-5i25> and/an
[21:26:40] <JT-5i25> yep buildbot
[21:26:53] <andypugh> Check the update manager
[21:27:01] <JT-5i25> checking
[21:27:23] <JT-5i25> I think it only gets updated when cradek releases it
[21:27:48] <andypugh> I thought that happened at least once a day.
[21:28:00] <andypugh> But apt-update ought to do it?
[21:28:22] <JT-5i25> last activity on the pre2 branch is 4 months ago
[21:28:59] <andypugh> I am confused then
[21:29:05] <pfred1> me too
[21:29:10] <JT-5i25> I remain that way most of the time
[21:29:28] <JT-5i25> http://git.linuxcnc.org/gitweb?p=emc2.git;a=summary
[21:29:38] <pfred1> pfred1@spot:~$ locate apt-update
[21:31:05] <JT-5i25> I might have downloaded a deb or something on this computer
[21:32:07] <andypugh> I thought the builbot gave you the latest 2.5, but you seem to have a pre-release instead.
[21:33:49] <pfred1> what is a builbot?
[21:34:09] <JT-5i25> http://buildbot.linuxcnc.org/
[21:34:54] <pfred1> oh it is a package server
[21:35:26] <JT-5i25> I just verified that I'm not a buildbot version here as there is no file /etc/apt/sources.list.d/linuxcnc-buildbot.list
[21:35:34] <JT-5i25> I'll do that in a bit
[21:35:49] * pfred1 just used the tar.gzs
[21:36:48] -!-
emcPT has quit [Quit: Leaving]
[21:38:54] <pfred1> with ./configure --enable-run-in-place EMC pretty much segregates itself nicely
[21:41:31] <pfred1> my box has 2.4.4 and 2.4.5 on it side by side was so much a non-issue I never even bothered ever deleting 2.4.4
[21:43:36] -!-
jts [
[email protected]] has parted #linuxcnc
[21:46:35] -!-
gene77 [
[email protected]] has joined #linuxcnc
[21:46:58] <gene77> Next cd worked. ;)
[21:47:04] <andypugh> pfred1: The buildbot creates a new installed package every time it runs, no need to have the source or wrangle git.
[21:47:24] <pfred1> andypugh I've just ever used the tarballs
[21:48:08] <gene77> Now, gcode problem (and the buildbot is sweet)
[21:48:09] <pfred1> I haven't even gone to 2.5.7 yet 2.5.5 seems to work to me so whatever bugs got squashed i haven't run into yet
[21:49:22] <gene77> line 28 of a while routine:o100 call
[21:49:31] <pfred1> andypugh plus i don't run a system created by the CD image I have a custom build on Debian Lenny I'm not sure if it would appreciate the repository interactions that might occur
[21:49:32] <andypugh> pfred1: I think you mean 2.4.7?
[21:50:03] <pfred1> could be that machine is behind me
[21:50:14] <andypugh> And yes, the packages are very OS-dependent. Though I see the builbot is creating packeges for Precise now.
[21:50:20] <gene77> line 29 is missing an equals sign, says linuxcnc:#<_xtmp> = [ #<_xtmp> + #<_xycut> ]
[21:50:46] <gene77> I can't see a missing = sign in that
[21:51:19] <pfred1> maybe linuxcnc:#<_xtmp> == [ #<_xtmp> + #<_xycut> ] ?!?
[21:51:46] <gene77> the o100 call uses all global vars as named
[21:52:32] <gene77> that would be a major change in the syntax we've been using for years!
[21:53:33] <skunkworks_> does it say 'around 29' could it be another line?
[21:54:01] <gene77> you have just seen line 28 and line 29
[21:54:22] <gene77> line 28 is : o100 call
[21:55:53] <gene77> linuxcnc has often quoted the next line as the problem line, and there are no value assignments is the o100 sub
[21:56:34] <andypugh> pfred1: No, in G-code the test for equality is "EQ", and = is for assignment
[21:57:03] <andypugh> gene77: The line quoted is often wrong by a few lines.
[21:57:32] <pfred1> like a compile failure?
[21:57:41] <gene77> The whole thing is a decending size rectangular loop
[21:57:52] <pfred1> the real problem with those usually is quite a few lines earlier
[21:58:15] <andypugh> gene77: Have you made the file visible anywhere?
[21:59:02] <gene77> No, but I can pastebin.ca it I imagine hang a couple
[21:59:30] <skunkworks_> forgive my denseness... what does linuxcnc:#<_xtmp> mean? (colon..)
[22:01:28] <DJ9DJ> gn8
[22:01:55] <andypugh> Godnight
[22:02:17] <andypugh> skunkworks: I think it is just a pasted error message
[22:02:35] -!-
DJ9DJ has quit [Quit: bye]
[22:03:14] <skunkworks_> ah
[22:04:22] <pfred1> wholly smokes Microsoft won't even show you their licensing terms unless you're already a license holder
[22:04:23] <gene77> The code line starts after the :
[22:05:17] <gene77> and pastebin.ca has changed the menu's AND times out. Next place?
[22:07:49] <gene77> http://pastebin.ca/2120044
[22:09:52] <gene77> apparently the only way I can upload text is copy/paste, bummer
[22:14:01] <andypugh> gene77: Line 17
[22:14:22] <andypugh> It looks like the line counter was confused by unwrapping the sub.
[22:14:48] <Jymmm> Ok, who's in Utah I can crash at for a while...
http://www.utah3d.net/panoramas_3/winter-night-sky.html
[22:15:11] <andypugh> gene77: It is "g1f15 #<_zsafe>" that it doesn't like, it wants an axis word.
[22:15:39] <pfred1> Jymmm I have a friend in Utah at least i think he's in utah let me ask them
[22:16:37] <Jymmm> pfred1: It's all good. I just think that's totally awesome!!! =)
[22:16:57] <gene77> Aha, damn, I'm getting blind too!
[22:17:46] -!-
micges has quit [Quit: Ex-Chat]
[22:20:03] <gene77> Thanks Andy!
[22:22:00] <pfred1> Jymmm the sky at night in Maine is pretty wild too
[22:22:16] <Jymmm> pfred1: Like that?
[22:22:55] <pfred1> well no picture can do a good starscape justice because they're more 3D
[22:23:06] <pfred1> but yeah you can see the milky way etc.
[22:23:40] <Jymmm> They says Sedonna AZ is the best as it's the darkest sky, but that Utah kinda trump's what I've seen IRL in AZ
[22:25:09] -!-
phantone [
[email protected]] has joined #linuxcnc
[22:26:46] -!-
minibnz has quit [Quit: This computer has gone to sleep]
[22:28:18] -!-
phantoxe has quit [Ping timeout: 245 seconds]
[22:31:10] -!-
cmorley has quit [Ping timeout: 260 seconds]
[22:38:18] phantone is now known as
phantoxe
[22:39:53] -!-
factor has quit [Read error: Connection reset by peer]
[22:50:31] <skunkworks_> http://www.youtube.com/watch?v=x2jPVu0o0EI&feature=player_embedded
[22:52:14] <ries> skunkworks: thats sucks
[22:53:23] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[22:55:20] -!-
Fox_Muldr [
[email protected]] has joined #linuxcnc
[23:04:30] <Jymmm> alex_joni: Your camera mount...
http://www.youtube.com/watch?v=xvW5g1wLDrc&NR=1&feature=endscreen
[23:07:13] <jdhnc> wrong url?
[23:15:19] <pfred1> what happened in that first video?
[23:15:52] <pfred1> it reminded me of when my buddy kicked the tripod out from under his camera as the second WTC tower fell down
[23:17:29] <pfred1> did the bit fly out and hit the camera or something?
[23:24:29] -!-
factor [factor!~factor@r74-195-184-248.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[23:25:32] <andypugh> skunkworks: I wonder if that is an EMC2 or Mach3 Tormach?
[23:31:32] -!-
JT-5i25 has quit [Quit: ChatZilla 0.9.88 [Firefox 10.0.2/20120216080748]]
[23:34:05] <skunkworks_> andypugh: mach3
[23:34:22] <andypugh> I feel sympathy rather than guilt then
[23:37:35] <skunkworks_> I think the people that say they don't have problems with mach either have bad memories or dont use it much
[23:45:35] -!-
jonnyATroot has quit [Remote host closed the connection]
[23:48:27] -!-
craynerd [craynerd!~craynerd@host86-169-159-55.range86-169.btcentralplus.com] has joined #linuxcnc
[23:49:36] <craynerd> hey guys...anyone in here recommend a USB wireless adapter that works out of the box (or with little fiddling) with the kernal on the ubuntu/linuxcnc latest install
[23:50:13] <craynerd> I`ve got one and it is proving to be a nightmare and considering I use it and it works fine on a different machine, I may as well get a different one for this
[23:52:43] <andypugh> I gave up, and use wireless routers. Currently I have both a $12 4-port and an Apple Airport Express connected to the LinuxCNC machines by ethernet cable, and to the network by WDS.
[23:53:18] <craynerd> sorry pal, gonna have to shoot off, daughter woken up but thanks for reply.
[23:53:44] <andypugh> Time I slept too.
[23:53:55] -!-
andypugh has quit [Quit: andypugh]
[23:57:56] <Loetmichel> craynerd: hmmm. anyone?
[23:58:14] <Loetmichel> thats what ndiswrapper is made for ;-)
[23:58:22] -!-
craynerd has quit [Ping timeout: 272 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}