Back
[00:04:44] <Valen> http://www.youtube.com/watch?v=C9QaFTI2F9c non machine shop tool porn
[00:11:09] -!-
pcw_ has quit [Ping timeout: 250 seconds]
[00:12:11] -!-
thinpete has quit [Ping timeout: 265 seconds]
[00:21:12] <joe9> alex4nder: yes, can you please give me those configurations.
[00:26:10] -!-
rob_h has quit [Quit: Leaving]
[00:27:58] -!-
sumpfralle has quit [Ping timeout: 245 seconds]
[00:31:59] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:45:43] <ReadError> hey yall
[00:45:51] <ReadError> joe9: you around?
[00:45:56] <ReadError> just had a quick question
[00:46:08] <ReadError> the couplers that attach the motors to the mill
[00:46:15] <joe9> ReadError: yes.
[00:46:15] <ReadError> did you have to get those seperately as well?
[00:46:30] <joe9> i think they come with the package.
[00:46:39] <joe9> i did not order them separately.
[00:46:48] <ReadError> ah cool
[00:46:54] -!-
atom1 [
[email protected]] has joined #linuxcnc
[00:47:04] <ReadError> is there any good site in the USA in which I can buy the motor/handles ?
[00:47:05] <joe9> also check with alex4nder as I tried to replicate his setup as much as I could.
[00:47:18] <joe9> motor comes with the package.
[00:47:20] <ReadError> i used the link in your txt
[00:47:24] <joe9> you mean the stepper motors?
[00:47:27] <ReadError> yessir
[00:47:42] <joe9> i got them from kelinginc, i think.
[00:47:55] <ReadError> dualshaft setup?
[00:48:00] <joe9> yes.
[00:48:13] <joe9> though, in retrospective, I would check out the other motors too.
[00:48:23] <joe9> the Gecko G540 has a max current of 3.5 A
[00:48:29] <ReadError> which handles did you end up with?
[00:48:33] <joe9> whereas the motors that I bought have 4.2A.
[00:48:42] <joe9> it wuold be a good idea to stick with 3.5A
[00:48:44] -!-
PCW_ [
[email protected]] has joined #linuxcnc
[00:48:45] <ReadError> yea they said you got some huge motors
[00:49:04] <ReadError> like 400oz/in ones
[00:49:18] <joe9> no mines are: kl23276-30-8b
[00:49:29] <joe9> just a little big. not that big
[00:49:47] -!-
PCW has quit [Ping timeout: 272 seconds]
[00:49:50] <joe9> alex4nder bought the vextas.
[00:49:55] PCW_ is now known as
PCW
[00:50:00] <ReadError> cant seem to find them ;/
[00:50:16] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[00:50:27] <ReadError> NEMA 23 Stepper Motor: KL23H276-28-4B (1/4" Dual Shaft with flat ) 270 oz-in Specification Price: $39, 270 oz In. Hybrid Motor,1.8° /200 Steps Per Rev.; 2.8 Amps Current Per Phase ( Bipolar Parallel)
[00:50:38] <joe9> i am waiting for alex4nder to get online too. he said he would be at the shop around this time. so, will probably get online sometime soon.
[00:51:21] <ReadError> did you get the handles from kelinginc as well?
[00:51:32] <joe9> there is another for 48$ with 3.5Amps
[00:51:35] <joe9> i think
[00:51:39] -!-
micges has quit [Quit: Leaving]
[00:51:46] <joe9> i would have bought them, if I could do-over.
[00:51:53] <joe9> no, I do not have any handles.
[00:51:58] <joe9> do I need them?
[00:52:07] <joe9> isn't that for manual operation only.
[00:53:01] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[00:53:12] <ReadError> yes
[00:54:09] -!-
tlab [
[email protected]] has joined #linuxcnc
[00:56:16] -!-
PCW_ [
[email protected]] has joined #linuxcnc
[00:57:30] -!-
PCW has quit [Ping timeout: 260 seconds]
[00:57:43] PCW_ is now known as
PCW
[01:00:11] <alex4nder> ok
[01:00:18] <ReadError> http://www.ebay.com/itm/Taig-Handcranks-for-manual-CR-Mill-set-of-3-TaigCrank-T-A2Z-a-USA-Auth-Taig-Dlr-/320867231039?pt=LH_DefaultDomain_0&hash=item4ab52d653f#ht_1027wt_905
[01:00:21] <ReadError> niiice :)
[01:00:24] <alex4nder> joe9: I just grabbed my taig mill configuration
[01:00:26] <alex4nder> http://www.andern.org/alexander/outgoing/millton_config-v0.1.tar.gz
[01:00:42] <joe9> alex4nder: thanks a lot.
[01:01:01] <alex4nder> no problem
[01:01:04] <alex4nder> run them at your own risk
[01:01:16] <alex4nder> if you have an issue, this is what I'll say
[01:01:18] <alex4nder> http://i.imgur.com/cq8au.gif
[01:01:34] <joe9> why do you name it milton_config?
[01:01:46] <joe9> just curious.
[01:02:00] <alex4nder> because the machine is named millton
[01:02:02] -!-
PCW_ [
[email protected]] has joined #linuxcnc
[01:02:17] <joe9> oh, ok.
[01:02:21] <ssi> aww you name your machines? how cute :D
[01:02:34] <alex4nder> gotta have something to ping
[01:02:49] <alex4nder> IPs are so 1989. ;)
[01:03:22] -!-
PCW has quit [Ping timeout: 245 seconds]
[01:03:28] PCW_ is now known as
PCW
[01:05:30] -!-
tlab has quit [Quit: Leaving]
[01:07:14] <joe9> do you know how it calculates the
http://codepad.org/C2lwQNw2
[01:07:21] <joe9> the one on the right is yours.
[01:07:36] <joe9> http://codepad.org/eAlRDR0z
[01:07:39] <joe9> full diff
[01:08:08] <ReadError> alex4nder: you know where one could obtain some decent handles for a stepper?
[01:08:14] <ReadError> ebay doesnt have too much ;(
[01:08:18] <ReadError> nor does a2z
[01:08:35] <joe9> alex4nder: diff of the .hal file:
http://codepad.org/8WjJk3ym
[01:08:40] -!-
phantoxe has quit []
[01:08:51] <joe9> ReadError: why do you need handles for a stepper?
[01:09:09] <joe9> ReadError: it is for manual operation only.
[01:09:17] -!-
WCMD [WCMD!63c39743@gateway/web/freenode/ip.99.195.151.67] has joined #linuxcnc
[01:09:29] <joe9> I think alex4nder bought them as he wanted to use the machine manually before converting.
[01:09:44] <alex4nder> yup
[01:10:29] <joe9> alex4nder: in your .hal file, why don't you have the pins 10-13 not mapped?
[01:10:38] -!-
kb8wmc has quit [Ping timeout: 240 seconds]
[01:11:09] <joe9> net estop-ext => iocontrol.0.emc-enable-in |net estop-out => iocontrol.0.emc-enable-in
[01:11:13] <joe9> what does that do?
[01:11:33] <joe9> the one on the left is what I generated and the one on the right is yours.
[01:11:52] <ReadError> joe9: ide like the ability to do some quick work manually
[01:12:03] <ReadError> since im doing a bit more than just PCBs
[01:12:18] <ReadError> so being able to use it in manual operation would be nice :)
[01:12:21] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[01:13:17] <alex4nder> joe9: I'm not using any inputs right now.
[01:14:14] <joe9> alex4nder: and, your values here are different. did your stepconf calculate them differently or did you manually fudge them? in the diff of the .ini file.
[01:14:51] <joe9> or, it could be that my units are in mm and your's are in inches.
[01:16:25] <alex4nder> you'll have to figure out the accel settings based on your steppers
[01:16:43] <joe9> alex4nder: the only thing that I am worried about is that you have invert on X and not Y.
[01:16:48] <joe9> http://codepad.org/XfSHQN9a
[01:16:52] <alex4nder> why does that worry you?
[01:17:17] <alex4nder> it depends on the wiring
[01:17:17] <joe9> because, I am under the impression that only Y Direction should be inverted.
[01:17:23] <joe9> oh, ok.
[01:17:37] <ssi> PCW: so I'm trying to measure my tach by spinning it with a hand drill and measuring the voltage output
[01:17:47] <ssi> PCW: and my damn drill spins slower in reverse than forward! D:
[01:17:52] <ssi> at least it sounds like it does anyway
[01:17:58] <joe9> how do I figure out whether I have X or Y inverted?
[01:18:57] <alex4nder> turn your machine on and run your steppers
[01:19:02] <alex4nder> if X or Y go the wrong way: invert them
[01:19:12] <joe9> oh, ok.
[01:19:37] <joe9> alex4nder: all my motors are working and the Gecko does get pretty hot.
[01:19:43] <alex4nder> yah, they do that
[01:19:49] <joe9> I need to connect the motors to the taig now.
[01:19:58] <alex4nder> if you feel the need, get an infrared thermometer or something
[01:20:05] <djdelorie> another bonus for servos :-) Mine barely get over room termperature
[01:20:06] <alex4nder> I have a handheld fluke
[01:20:32] <alex4nder> djdelorie: yah, because servos have no negatives. ;)
[01:22:09] <djdelorie> because servos only consume power when they need to, not when they're stopped
[01:22:52] <djdelorie> they certainly have their negatives though
[01:22:59] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[01:24:08] <ReadError> servos expensive
[01:24:10] <alex4nder> alright gents
[01:24:13] <alex4nder> joe9: good luck
[01:24:18] <djdelorie> and harder to control
[01:24:29] <alex4nder> joe9: remember: don't overtorque your locking coupler nut
[01:24:39] <alex4nder> or you'll be buying new bearings tomorrow
[01:24:42] <ReadError> oh alex4nder!
[01:24:45] -!-
seb_kuzminsky has quit [Quit: Leaving]
[01:24:47] <ReadError> did you get the couplers?
[01:24:49] <ReadError> in the CR kit?
[01:24:53] <alex4nder> yah
[01:24:56] <alex4nder> that's what the CR kit is
[01:25:04] <ReadError> i thought it was the mounts and such
[01:25:10] <ReadError> didnt realize it had the coupler
[01:25:16] <alex4nder> it's everything you need to attach NEMA 23 motors
[01:25:24] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[01:25:30] <ReadError> ;o
[01:25:30] <ReadError> thanks
[01:25:37] <alex4nder> well, plus or minus.. sometimes there's some tolerance on the motor/coupler interface
[01:25:47] <alex4nder> and you can crack the ears on your stepper motor if you overtorque the allen screws
[01:25:50] <alex4nder> (ask me how I know)
[01:26:55] <alex4nder> joe9: also leave at least a 1/16" of space between both couplers
[01:27:09] <alex4nder> you don't want to push them up against each other.. but you can see that from the pictures on nick carter's site, and others.
[01:27:18] <alex4nder> bbl.
[01:27:43] -!-
Tom_itx has quit [Ping timeout: 264 seconds]
[01:27:58] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:28:01] -!-
zlog has quit [Ping timeout: 260 seconds]
[01:28:04] <pfred1> alex4nder gas line and some hose clamps is everything you need to connect NEMA 23 motors
[01:29:14] <ssi> so anyone here familiar with tachometers?
[01:29:27] -!-
zlog [
[email protected]] has joined #linuxcnc
[01:29:28] -!-
atom1 has quit [Ping timeout: 246 seconds]
[01:29:30] -!-
WCMD_ [WCMD_!63c39743@gateway/web/freenode/ip.99.195.151.67] has joined #linuxcnc
[01:29:36] -!-
WCMD has quit [Ping timeout: 245 seconds]
[01:30:14] -!-
Valen has quit [Ping timeout: 265 seconds]
[01:30:18] -!-
atom1 [
[email protected]] has joined #linuxcnc
[01:49:51] <ReadError> http://deepgroove1.com/tagsherline/sherlinetaigcomparison.htm
[01:49:56] <ReadError> 1st time seeing that
[01:50:00] <ReadError> the taig vs sherline
[01:50:07] <ReadError> glad i paid a bit extra for the taig
[01:50:10] <ReadError> looks alot more beefy
[02:03:59] -!-
demacus_ [
[email protected]] has joined #linuxcnc
[02:04:20] <joe9> alex4nder: in my case, I just noticed that the axial screws/nuts seemed to be already in place.
[02:04:29] <joe9> alex4nder: I just need to put the motors on.
[02:07:14] -!-
demacus has quit [Ping timeout: 245 seconds]
[02:07:44] -!-
atom1 has quit [Quit: Leaving]
[02:09:50] <ReadError> deepgroove has some nice videos
[02:10:01] <ReadError> about how to put the motors on and assemble it
[02:10:02] <joe9> ok, thanks.
[02:10:22] <ReadError> i mean im sure you are past that point
[02:10:28] <ReadError> but i found them informative :)
[02:10:38] <joe9> no, I am not.
[02:10:45] <joe9> I need to put the motors on now.
[02:11:01] <joe9> i checked the motors are working and the G540 is too.
[02:11:14] <pfred1> joe9 you're running?
[02:11:15] <joe9> now, I need to assemble the taig together.
[02:11:24] <joe9> pfred1: not yet.
[02:11:30] <pfred1> well the motors
[02:11:33] <ReadError> http://deepgroove1.com/videos.htm
[02:11:38] <ReadError> excellent resource there joe9
[02:11:46] <ssi> holy cow my X axis is looking better
[02:11:48] <ReadError> but all in wmv mostly ;(
[02:11:48] <joe9> pfred1: yes, the motors are fine.
[02:11:56] -!-
atom1 [
[email protected]] has joined #linuxcnc
[02:11:59] <pfred1> joe9 thats a big step congrats
[02:12:40] <joe9> pfred1: why do you say that? unless I am missing something. it was pretty easy to solder the DB-9's and hook the motors to the G540.
[02:12:44] <joe9> Am I missing something?
[02:12:59] <pfred1> joe9 OK
[02:15:44] -!-
seb_ [
[email protected]] has joined #linuxcnc
[02:15:57] -!-
seb_ has quit [Remote host closed the connection]
[02:16:55] -!-
seb_kuzminsky [
[email protected]] has joined #linuxcnc
[02:25:14] -!-
atom1 has quit [Quit: Leaving]
[02:27:14] -!-
phillc54 [
[email protected]] has joined #linuxcnc
[02:36:55] <ReadError> is there a decent "hobby machinist starters bundle" ?
[02:37:03] <ReadError> machinist square and other misc stuff
[02:37:51] <Tom_itx> one of everything?
[02:38:09] <Tom_itx> no not really
[02:38:22] <Tom_itx> you'll get varying opinions on what to start with too
[02:42:07] <ReadError> what would some of the must have essentials be?
[02:42:24] <ReadError> i realize this chan is for linuxcnc
[02:42:37] <ReadError> but im not sure where else a bunch of machinst hang out on IRC :)
[02:42:52] <cradek> 6" dial caliper. good 6" rule with 1/10,1/100 inch marks, NOT stupid fractions
[02:43:07] <ReadError> plus i work with linux all day so maybe i can help some folks out with OS related questions
[02:43:07] <cradek> 1" micrometer if doing turning, otherwise skip it
[02:43:09] <Tom_itx> calipers, dial indicators, last word indicator
[02:43:28] <Tom_itx> clamps of various types
[02:43:55] <ReadError> i got a cheapo set of calipers
[02:44:01] <Tom_itx> once you start you will realize what you don't have
[02:44:02] <cradek> yes a decent dti, don't bother with the dial type at first, edgefinder
[02:44:08] <Tom_itx> and acumulate it over time
[02:44:11] <cradek> yeah don't buy too much until you need it.
[02:44:32] <Tom_itx> oh yeah, an edge finder is a good idea
[02:44:32] <cradek> but 6" dial calipers (not vernier, not electronic) you will need
[02:45:15] <Tom_itx> i don't care for the mechanical calipers due to the fact a chip can knock em off .020" when they jump a tooth
[02:45:23] -!-
capricorn_1 [
[email protected]] has joined #linuxcnc
[02:45:32] <Tom_itx> which happens quite a bit in a true machining environment
[02:45:45] <cradek> I've never had it happen on my beloved B&S
[02:45:55] <ReadError> i need a machinst square i know to build it
[02:45:55] <Tom_itx> my B&S are digital :)
[02:46:07] <Tom_itx> i have but i worked in a production shop
[02:46:22] <Tom_itx> i did own a pair though
[02:46:24] <ReadError> any good videos tutorial sites?
[02:46:30] <cradek> youtube
[02:46:31] <ReadError> i have the machinist handbook ;)
[02:46:33] <ReadError> step1
[02:46:37] <Tom_itx> yeah
[02:46:38] <cradek> bonus, it will show you how to crash your machine, too
[02:46:41] <Tom_itx> that's a good start
[02:46:50] <Tom_itx> get the little one that goes with it
[02:46:53] <Tom_itx> the spiral
[02:47:01] <Tom_itx> reference
[02:48:26] <Tom_itx> "Machinists' Ready Reference"
[02:48:55] <Tom_itx> i guess it's not really part of the Machinists handbook
[02:49:40] <Tom_itx> http://www.amazon.com/Machinists-Ready-Reference-C-Weingartne/dp/0911168907/ref=sr_1_1?ie=UTF8&qid=1333594163&sr=8-1
[02:49:47] <Tom_itx> that's the one i have
[02:50:21] <djdelorie> my dial calipers are off by a tooth, also from dropping them
[02:50:37] <joe9> ReadError: i hear "parallel" are essential for machining.
[02:51:13] <ReadError> PPT?
[02:51:38] <cradek> you need parallels as soon as you need a vise for your mill
[02:51:39] <Tom_itx> parallels are for blocking up material in a vice etc
[02:51:53] <ReadError> something i was wondering
[02:51:55] <cradek> if you don't use a vise yet, 123 blocks are probably better for the task
[02:52:07] <Tom_itx> yeah you need 123 blocks too
[02:52:26] <ReadError> ill be cutting through material completely
[02:52:31] <ReadError> like on a routing table
[02:52:41] <ReadError> so i need something that works as a decent backstop
[02:52:45] <Tom_itx> well a good aluminum workplate would be in order then
[02:52:49] <ssi> cradek: figured out how to adjust the bias out of the tach
[02:52:57] <ssi> cradek: the alignment of the brushes was in fact critical
[02:53:05] <ReadError> Tom_itx: would i not tear it up?
[02:53:11] <ReadError> or it doesnt matter that much?
[02:53:26] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/USBTiny_Mkii/Boxes/milling1.jpg
[02:53:31] <Tom_itx> it's made to tear up
[02:54:00] <Tom_itx> i drilled and tapped mine every inch
[02:54:22] <Tom_itx> get a thick enough plate you can fly cut it a bunch of times
[02:54:23] <ReadError> how much it run ya?
[02:54:35] <Tom_itx> i got it at the scrap yard by the pound
[02:55:18] <cradek> ssi: yay! how exactly is it done? rotation?
[02:55:21] <Tom_itx> that one is ~1" thick
[02:55:50] <ssi> cradek: yeah, loosen the two flathead screws in the back of the tach, they tighten the plastic endcap down against an inner ring that gets pulled into a taper
[02:56:02] -!-
koax has quit [Ping timeout: 265 seconds]
[02:56:05] <ssi> cradek: loosen them and you can rotate the endcap, which changes the relationship of the brushes to the magnets
[02:56:25] <ssi> cradek: when I cleaned it the first time, I had no concept of the importance of that relationship, so god knows where I put them
[02:56:45] <ssi> on cleaning them the second time, I noticed there's a notch in the case and a line on the endcap. I aligned those, and it was closer
[02:56:50] <cradek> aha!
[02:56:57] <ssi> I actually tweaked it on the machine and got it even closer
[02:57:03] <ssi> now that axis is running MUCH MUCH MUCH better
[02:57:07] <cradek> yayyy
[02:57:20] <cradek> so sometimes I actually have good advice.
[02:57:41] <ssi> frequently :)
[02:57:50] <ssi> that particular little hesitant tidbit really was the lynchpin for me this evening :)
[02:58:12] <ssi> so my question now is... how much ferror is "acceptable"
[02:58:35] <ssi> at 60ipm now, I have about .0005" noise on the position feedback, and the ferror is centered around about 0.0002"
[02:59:43] <ssi> looks like this:
[02:59:43] <cradek> I think there's no answer to that question
[02:59:50] <ssi> https://p.twimg.com/Apr4_BVCIAQ9oOi.png:large
[03:00:52] <cradek> I like to plot velocity vs ferror, not position as you have done
[03:01:15] <cradek> a move long enough that you can see accel, cruise, decel, final position
[03:02:09] <ssi> I can certainly show you that
[03:02:12] <cradek> I don't like those big spikes in your ferror. that looks like .003ish and 1ips is not fast
[03:03:12] <ssi> yeah, I don't like them either, but peter's been saying "get cruise right and then we'll worry about accel/decel"
[03:03:30] <cradek> yes that's smart, and to do that, set I=0 and adjust FF1 only
[03:03:49] <cradek> your I gain makes it impossible to see how to set FF
[03:03:59] <ssi> yeah ok
[03:04:23] <cradek> a bit of D may smooth it
[03:04:28] <cradek> it's easy to overdo the D, be gentle
[03:04:43] <cradek> are you using mesa enhanced velocity feedback into pid? that helps too
[03:05:36] <cradek> net Xvel hm2_5i20.1.encoder.00.velocity => pid.0.feedback-deriv
[03:06:03] <ssi> cradek: D is how I broke my coupler before... scared of it now :)
[03:06:23] <ssi> do the mesa resolvers have the enhanced velocity feedback?
[03:06:33] <cradek> I don't know
[03:06:41] <cradek> they oughta
[03:06:54] <cradek> easy for me to say :-)
[03:07:09] <ssi> do that in addition to the position feedback?
[03:07:38] <cradek> yes their encoder module does both, dunno about the resolvers
[03:09:04] <cradek> http://linuxcnc.org/docview/html/man/man9/pid.9.html
[03:09:36] <cradek> interesting. there is a pid command-deriv as well, but I've never tried it. the motion controller does give nice velocity command outputs for each joint.
[03:09:45] <ssi> https://p.twimg.com/Apr7MefCQAEHbfV.png:large
[03:09:49] <ssi> there it is again with no I term
[03:10:14] <cradek> that's not bad
[03:10:28] <ssi> .003 of error during accel
[03:10:28] <cradek> you might be able to move those spikes down with FF2
[03:10:52] <cradek> if you add a little D it'll smooth out and then you can probably increase P some more
[03:11:28] <cradek> but try FF2 first, just a little
[03:11:57] <cradek> also notice you have steady state error of about .0002. you should turn the offset knob on the amp to cancel that.
[03:12:38] <cradek> hope djdelorie is watching this conversation :-)
[03:12:44] <djdelorie> what?
[03:12:55] <cradek> check out how awesome pid tuning in halscope is
[03:12:56] <ssi> I'll have to find the offset knob :)
[03:13:21] <ssi> FF2 helped
[03:13:23] <ssi> pic incoming
[03:13:25] * djdelorie needs to put an inside-scope on desired-vs-actual position and see
[03:13:37] <djdelorie> my FF1 made a huge difference, but didn't get it to "zero"
[03:13:44] <cradek> cool
[03:13:45] <ssi> https://p.twimg.com/Apr8PMfCIAA94OK.png:large
[03:14:08] <cradek> ssi: now you're getting somewhere
[03:14:12] <ssi> :D
[03:14:42] <cradek> try a little D, like maybe .1
[03:14:51] <ssi> .1 is a LOT
[03:15:01] <djdelorie> it went from "close" to "unstable" :-)
[03:15:07] <cradek> then try .05 :-)
[03:15:29] <cradek> if it oscillates, hit F2 to disable your amps and set it back
[03:15:56] <ssi> 0.001 gives me a bunch of error opposite my velocity command
[03:16:02] <cradek> also notice you can now set your ferror low, like .001, and if it goes wild it'll disable
[03:16:03] <ssi> should I add some FF1 to compensate?
[03:16:22] <cradek> D=.001 does what?
[03:16:51] <cradek> that sounds weird. have another pic?
[03:16:55] <ssi> sure, sec
[03:18:22] <ssi> https://p.twimg.com/Apr9UU2CIAIwdWA.png:large
[03:18:27] <ssi> only change is D.001 instead of D0
[03:19:12] <cradek> odd
[03:19:19] <cradek> no smoother either
[03:19:47] <ssi> not really
[03:19:55] <cradek> do you have a hal pin for resolver velocity?
[03:20:00] <ssi> lemme check
[03:20:38] <cradek> you might add P and see if it stays stable
[03:20:46] <cradek> I have a feeling your P is pretty loose
[03:20:55] <cradek> and if it gets unstable try a bit more D
[03:20:57] <ssi> yes, I have resolver.velocity
[03:21:14] <cradek> often you can raise P and D together (proportionally) until it gets nice and tight
[03:21:21] <cradek> ... without becoming unstable
[03:22:07] <ssi> yeah I turned the P way down cause I was getting some oscillation
[03:22:08] <cradek> you might try hooking resolver.velocity to pid.feedback-deriv, that can help a lot
[03:22:12] <ssi> but it was likely related to the tach being screwed up
[03:22:17] <ssi> P200 is helping
[03:22:28] <cradek> yeah instead of turning P down, you can use D to damp that oscillation
[03:22:38] <cradek> (to an extent)
[03:23:25] <ssi> https://p.twimg.com/Apr-Zn6CMAIk5Cj.png:large
[03:24:05] <cradek> that's getting decent
[03:24:13] <cradek> what's your feedback resolution?
[03:24:46] <cradek> do you even have counts? normally I'd ask how many counts of noise you have there, and if it's just a few you can't really improve any more
[03:24:53] <ssi> 12 or 14 bits, not sure which
[03:25:01] <ssi> I don't know how that works exactly
[03:25:05] <cradek> same here
[03:25:14] <cradek> does it sound and feel good? smooth?
[03:25:16] <ssi> there's a rawcounts pin on the resolver
[03:25:38] <ssi> yeah feels smoother than it has before
[03:25:53] <ssi> I get more error noise on rapids
[03:25:54] <ssi> 3ips
[03:26:11] <ssi> total noise signal is about .001
[03:26:21] <ssi> but my overall ferror stays under +/-.001
[03:26:23] <cradek> I bet you can do better
[03:26:27] <ssi> I hope I can
[03:26:39] <ssi> so the one last little thing that I'm thinking
[03:26:44] <cradek> try looking for a sweet spot in D, and try feedback-deriv
[03:26:53] <cradek> seems to me you are very close
[03:27:05] <ssi> is I have 3" of wire between the shielded resolver cable and the terminal blocks on the '49
[03:27:11] <ssi> and it's twisted together, but not shielded
[03:27:25] <ssi> I have this weird little pulse of error every two seconds whenever I'm jogging
[03:27:54] <cradek> sounds sinister
[03:28:05] <ssi> I know, right
[03:28:09] <cradek> :-)
[03:28:13] <cradek> I've got to go to bed
[03:28:13] <ssi> it's subtle but it's there
[03:28:25] <cradek> I expect to see perfect pics in the morning!
[03:28:25] <ssi> oh one last question before you go
[03:28:29] <ssi> I have spindle feedback working
[03:28:35] <ssi> but I can't get my synchronized moves to happen
[03:28:41] <ssi> what magic words am I missing?
[03:28:50] <ssi> I'm scared it's somethign around index-enable
[03:28:53] <cradek> it needs to be hooked to motion.spindle-revs and motion.index-enable
[03:29:00] <ssi> hrm ok
[03:29:08] -!-
ktchk [
[email protected]] has joined #linuxcnc
[03:29:33] <ssi> net spindle-index-enable <=> hm2_5i23.0.resolver.02.index-enable <=> pid.s.index-enable
[03:29:39] <ssi> net spindle-index-enable <=> motion.spindle-index-enable
[03:29:53] <ssi> net spindle-revs <= hm2_5i23.0.resolver.02.position
[03:29:57] <ssi> net spindle-revs => motion.spindle-revs
[03:30:00] <cradek> spindle pid!?
[03:30:03] <pfred1> ssi get am AM radio maybe you can track down your noise?
[03:30:17] <ssi> haha yeah I dunno if it's a good idea or not, but I wanted to try it :)
[03:30:24] <ssi> it works reasonably well!
[03:31:05] <cradek> do you have anything hooked to spindle-at-speed?
[03:31:11] <cradek> it'll wait for that too, if so
[03:31:12] <djdelorie> ssi: get some thin wire, magnet or wire wrap, wrap 20-30 turns around a pencil, trim and strip the ends, tape it right to the end of a scope probe
[03:31:24] <djdelorie> instant "emi" probe
[03:31:32] <ssi> it's just wired true at the moment
[03:31:34] <ssi> which is probably wrong
[03:31:37] <ssi> I need a "near" for that, huh
[03:31:46] <cradek> possibly
[03:31:54] <cradek> but if you're sure it's true, that's not the problem
[03:32:15] <cradek> does spindle-revs increase 1.0 for every forward turn of the spindle? maybe you've got it backwards.
[03:32:23] <ssi> I might well have it backward
[03:32:27] <cradek> then it won't go
[03:32:36] <pfred1> Apr 4 12:39:05 dollar rtkit-daemon[1251]: The canary thread is apparently starving. Taking action.
[03:32:48] <cradek> the m3 direction must increase spindle-revs 1.0 per rotation
[03:33:26] <ssi> bingo, it's backwards
[03:33:28] <cradek> aha
[03:33:31] <cradek> goodnight
[03:34:12] <ssi> thanks cradek :D
[03:36:32] <ssi> so spindle pid's a bad plan, huh
[03:44:07] -!-
phillc54 has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120312181643]]
[03:48:07] <pfred1> ssi it is?
[03:51:26] <ssi> I dunno
[03:51:30] <ssi> 23:30 <@cradek> spindle pid!?
[03:51:55] <ssi> thing is, I'm having a hard time getting my spindle to run exactly at commanded speed across the whole range without it
[03:52:15] <ssi> which makes getting a spindle-at-speed signal to work reliably quite difficult
[03:52:17] <Tom_itx> velocity mode?
[03:52:32] <pfred1> ssi you have a lathe don't you?
[03:52:35] <ssi> Tom_itx: it's a VFD, so command is for frequency
[03:52:37] <ssi> pfred1: yes
[03:52:54] <pfred1> how you thread without a spindle pid?
[03:53:03] <ssi> you can thread with feedback without pid
[03:53:10] <ssi> my little lathe does it
[03:53:22] <pfred1> oh
[03:53:23] <ssi> but this one is more complex cause there's a gearbox
[03:53:24] <Tom_itx> yeah just simple encoder feedback
[03:53:32] <ssi> well high/low clutches rather
[03:53:44] <pfred1> I'd think you should be able to do it
[03:53:46] <ssi> and so I have speed command going through a gearchange component, and crazyness
[03:53:51] <ssi> yea I had mostly working pid before
[03:53:54] <ssi> but I pulled it out :)
[03:53:59] <ssi> I think imma put it back
[03:54:29] <pfred1> be the first kid on your block!
[03:55:56] <pfred1> I'm out before today slips int otomorrow
[03:56:01] -!-
pfred1 has quit [Quit: l8r]
[03:56:25] -!-
ktchk [
[email protected]] has parted #linuxcnc
[03:58:33] -!-
Valen [
[email protected]] has joined #linuxcnc
[04:14:23] -!-
seb_kuzminsky has quit [Quit: Leaving]
[04:16:45] -!-
kb8wmc has quit [Ping timeout: 265 seconds]
[04:18:23] <ssi> that's all I can do tonight :P
[04:18:41] -!-
kanzure has quit [Ping timeout: 265 seconds]
[04:20:13] -!-
kanzure_ [
[email protected]] has joined #linuxcnc
[04:21:52] kanzure_ is now known as
kanzure
[04:28:05] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[04:57:25] -!-
ysli has quit [Ping timeout: 248 seconds]
[05:06:41] -!-
WCMD_ has quit [Ping timeout: 245 seconds]
[05:32:14] -!-
kb8wmc has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120310193829]]
[05:36:05] -!-
ve7it has quit [Remote host closed the connection]
[05:36:14] -!-
Valen has quit [Quit: Leaving.]
[05:36:29] <Loetmichel> mornin'
[05:36:34] <djdelorie> morning
[05:37:03] <djdelorie> cradek, ssi: plots of desired-vs-actual, with lag, for various FF1's, at
http://www.delorie.com/cnc/ff1/
[05:38:06] <djdelorie> note: this is being driven by a step generator, not axis, so infinite acceleration :-P
[05:38:45] <djdelorie> also, position/lag numbers are based on 4000 counts per rotation
[05:38:46] <ssi> looking better
[05:39:09] <djdelorie> it does have some oscillations even at constant velocity, though.
[05:39:57] <djdelorie> the top graph shows the two position traces better; there's enough lag that the green and red traces are separate
[05:40:10] <djdelorie> er, 0% graph that is
[05:41:23] <djdelorie> actually, that ripple seems to correspond to rotor position somewhat
[05:41:40] <djdelorie> (in the 0% case at least)
[05:45:11] <djdelorie> example of too-fast step pulses:
http://www.delorie.com/cnc/ff1/too-fast.html
[05:47:51] e-ndy|afk is now known as
e-ndy
[06:05:12] <alex4nder> yoh
[06:05:22] <djdelorie> yoh yoh!
[06:05:29] <alex4nder> how's it?
[06:07:04] <djdelorie> in theory, good. Still need to update the machine with my findings
[06:07:51] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[06:08:15] <alex4nder> I need to get off my ass and poor the concrete for my mill base.
[06:08:48] <djdelorie> that's some serious mass
[06:09:01] <djdelorie> my wood lathe has a couple big bags of marble chips on the bottom shelf
[06:13:57] <alex4nder> yah, it's an experiment... ~200 lbs.
[06:14:15] <djdelorie> the base, or the whole thing?
[06:14:28] <djdelorie> marble chips are reversible... ;-)
[06:14:28] <alex4nder> just he base
[06:14:37] <alex4nder> you can't bolt to marble chips. ;)
[06:14:54] <alex4nder> this is more a basin for coolant capture anyway
[06:14:55] <djdelorie> I don't think that would make any difference on my lathe, it's well over 1000 lbs on its own
[06:14:59] <djdelorie> no, you fill the base with them
[06:15:12] <djdelorie> assuming there's a big chunk of room in there
[06:15:13] <alex4nder> yah, this taig mill is < 100 lbs.
[06:15:18] <alex4nder> and there's no 'base'
[06:15:25] <alex4nder> it's a small thing
[06:15:32] <djdelorie> ah, one of those
[06:16:04] <djdelorie> you could put the bags of marble *on* the mill. At least, when your friends with bigger mills visit, so you won't be embarassed by the itty bitty mill ;-)
[06:16:33] <djdelorie> in woodworking circles, the general advice is, "if you need that much extra mass, you really need a bigger lathe"
[06:18:05] <alex4nder> mills don't really have that issue anyway, their structure is all self contained.
[06:18:57] <alex4nder> I could have made the concrete thinner, but 2" walls makes the casting easier.
[06:19:21] <djdelorie> yeah, and typically the big chunk of unbalanced metal isn't the moving part
[06:19:40] <alex4nder> yah exactly
[06:19:51] <djdelorie> check my math - is an acceleration of 250,000 RPM/sec seem right for a BLDC motor?
[06:20:49] <alex4nder> I'm not the one to ask, but that seems high.
[06:21:12] <djdelorie> there's little mass on the screw, though, it's just the test jig on my desk
[06:22:01] <djdelorie> the graphs say it comes up to speed (1100 RPM) in about 0.014 seconds - 78k rpm/sec ?
[06:22:28] <alex4nder> yup
[06:22:54] <djdelorie> I guess I'll have to figure out how to test each axis in place
[06:23:10] <alex4nder> you have encoders/tachs on these things?
[06:23:16] <djdelorie> encoders
[06:23:20] <alex4nder> werd
[06:23:34] <djdelorie> the MCU driving it has hardware support for speed/position tracking for quadrature encoders
[06:23:53] <djdelorie> it spits the data out the serial port
[06:24:05] <djdelorie> I capture it on the pc to stare at it
[06:24:11] <alex4nder> nice, did you build the board yourself?
[06:24:15] <alex4nder> boards
[06:24:27] <djdelorie> yup
http://www.delorie.com/electronics/bldc/
[06:24:49] <djdelorie> they're three phase brushless DC motors, rated at 160 volts, with 1000 line encoders and hall sensors
[06:25:15] <djdelorie> my power supply only goes to 120 volts, and the test jig runs of five 12v batteries (60v)
[06:25:34] <Loetmichel> nice
[06:25:44] -!-
factor has quit [Quit: Leaving]
[06:25:50] <djdelorie> all surplus, except the boards
[06:25:55] <alex4nder> looks great
[06:25:56] -!-
factor [factor!~factor@r74-193-21-187.cnrocmta01.conrtx.tl.dh.suddenlink.net] has joined #linuxcnc
[06:26:10] <Loetmichel> but a prototype ruunning at (supposedly) very current-capable lead batterys?
[06:26:14] <Loetmichel> bold...
[06:26:25] <Loetmichel> have you got a fuse in it?
[06:26:26] <Loetmichel> ;-)=
[06:26:33] <djdelorie> yeah, five of the UPS type sealed batteries
[06:26:57] <djdelorie> no, but the board has current measuring and limiting, and the wires are just clipped on so I can yank them off easily
[06:27:03] <djdelorie> the cnc machine has a fuse :-)
[06:28:40] <djdelorie> so these motors spec like they're 1/3 HP, or 2 amps at 120 volts. I limit them to 2.5 amps in software, or 0.4 HP
[06:29:28] <djdelorie> but they allow 7 amps intermittent, assuming my power supply can do that, or just over 1 HP
[06:29:55] <djdelorie> YET - its still only 350 oz-in intermittent, or 100 oz-in continuous, about the same as a $30 stepper :-P
[06:31:36] <djdelorie> the only real difference is that you get that torque at higher RPMs, and of course the encoder gives better precision *if* you can get the software PID right :-P
[06:31:59] <djdelorie> there's a bunch of trade-offs
[06:40:12] <Loetmichel> *ouch* ... SECOND time a dremel-cut-off M3 screw has hoppet into my shirt...
[06:40:16] <Loetmichel> *wave*
[06:40:28] <Loetmichel> *smell oft burning hair*
[06:40:34] <Loetmichel> hopped
[06:41:48] <djdelorie> learn to hold the dremel in your other hand, so screws go the other way?
[06:42:10] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:43:21] <DJ9DJ> moin
[06:43:46] <Loetmichel> DJ9DJ: already done the job. were only 20 screw to shorten
[06:43:51] <Loetmichel> +s
[06:44:04] <Loetmichel> oh, djdelorie was meant
[06:44:18] <Loetmichel> moin DJ9DJ
[06:44:18] <DJ9DJ> hi Loetmichel :)
[06:44:23] <djdelorie> too many DJ's ?
[06:44:26] <DJ9DJ> hrhr :D
[06:44:41] <DJ9DJ> hi djdelorie
[06:44:52] <djdelorie> hi
[06:45:27] <djdelorie> alex4nder: fixed a bug in the streaming software, peak kRPM/sec is reporting at 110 kRPM/sec
[06:45:39] <Loetmichel> DJ9DJ: i should wear a womens bluse instaeds the shirt, so the Button strip is the other way round ;-)
[06:45:46] <Loetmichel> or learn to be lefthanded ;-)
[06:45:54] <Loetmichel> grrr
[06:45:54] * DJ9DJ is lefthanded
[06:45:57] <DJ9DJ> :)
[06:45:58] <djdelorie> I have a leather apron in my shop for such occasions
[06:46:00] <Loetmichel> djdelorie
[06:46:49] <djdelorie> woodworking catalogs sell special turning aprons for women, to protect "that extra pocket women have" :-)
[06:46:58] <djdelorie> it's an apron that goes all the way up to a turtleneck
[06:47:23] <DJ9DJ> hihi
[06:50:55] <Loetmichel> hrhr
[06:51:08] <Loetmichel> whats that called in english?
[06:51:11] <Loetmichel> creveage
[06:51:15] <Loetmichel> ?
[06:51:19] <Loetmichel> -r+l
[06:51:45] <djdelorie> yes
[06:52:21] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[06:52:48] <djdelorie> http://www.delorie.com/cnc/lag-rpm-acc.png
[06:53:56] <djdelorie> much cleaner traces on that one
[06:55:57] <alex4nder> djdelorie: cool
[06:56:38] <djdelorie> but which "max acceleration" is the one axis wants?
[06:58:29] <Jymmm> Heh, the bottom one looks like cartoon character that spun out the carpet
[06:58:45] <Jymmm> befoe getting traction
[07:00:20] <alex4nder> djdelorie: you mean the .ini max accel?
[07:00:29] <Loetmichel> djdelorie: the one slightly under the max physical acceleration of the drive train i wpuld presume ;-)
[07:00:47] <djdelorie> alex4nder: yes
[07:01:28] <djdelorie> bldc motors have another derivative past acceleration, since you have to build up the magnetic field first before you hit max accel
[07:01:43] <alex4nder> djdelorie: in my setup it's the final max accel of the table
[07:03:06] <Loetmichel> djdelorie: than i would set the linuxcnc acc ti the value of the drives can acieve from compete stop
[07:03:09] <Loetmichel> +l
[07:03:18] <Loetmichel> +h
[07:03:21] <djdelorie> even conservatively, it's getting to 1100 RPM in 0.02 seconds, that's 118 in/sec/sec in the .init
[07:03:29] <Loetmichel> (my english has seen better times :-(
[07:04:26] <djdelorie> and that's the *slow* axis
[07:04:43] <djdelorie> but as I said, I need to measure these in the machine and get real-er values
[07:05:05] <alex4nder> yah, you want max units / sec / sec
[07:05:10] <alex4nder> of the axis
[07:07:14] <Loetmichel> djdelorie: its even more complicated with some (metal) mass on the drives
[07:07:37] <Loetmichel> the no load acc is something completlay different
[07:07:44] <djdelorie> I'm hoping the graph looks remarkably similar :-)
[07:07:48] <Loetmichel> -ay+ey
[07:09:02] -!-
capricorn_1 has quit [Remote host closed the connection]
[07:13:17] -!-
maximilian_h [
[email protected]] has joined #linuxcnc
[07:14:14] <djdelorie> enough for me tonight. bedtime! Back tomorrow :-)
[07:14:26] <Jymmm> try hours / hours next time too
[07:14:37] <djdelorie> ?
[07:14:46] <Jymmm> then lightyears^2 AND BEYOND!
[07:15:14] <Jymmm> djdelorie: G'night =)
[07:16:18] <Jymmm> djdelorie: It's a joke, you'll get it in the morning =)
[07:16:29] <djdelorie> technically, it's already morning here...
[07:16:44] <Jymmm> djdelorie: Fine, in the afternoon then
[07:17:03] <Jymmm> djdelorie: Or more specifically, after REM sleep
[07:17:33] <Jymmm> djdelorie: don't make me haunt your dreams now ;)
[07:20:16] <Jymmm> djdelorie: For example "I just used 2 cords worth of Kauri in the fireplace"
[07:23:46] -!-
Valen [
[email protected]] has joined #linuxcnc
[07:33:42] -!-
Thetawaves [
[email protected]] has joined #linuxcnc
[07:34:54] -!-
Thetawaves has quit [Client Quit]
[07:54:36] -!-
Thetawaves [
[email protected]] has joined #linuxcnc
[07:54:43] -!-
psha[work] [psha[work]
[email protected]] has joined #linuxcnc
[07:54:44] -!-
maximilian_h has quit [Quit: Leaving.]
[07:55:07] e-ndy is now known as
e-ndy|afk
[07:57:37] -!-
psha[work] has quit [Client Quit]
[07:58:23] -!-
mk0 [
[email protected]] has joined #linuxcnc
[07:58:39] -!-
psha[work] [psha[work]
[email protected]] has joined #linuxcnc
[08:02:03] <mk0> in 21 days 12.04 will be released. won'tl it be kind of reasonable to release 2.5.0 with 12.04?
[08:05:20] <Valen> dunno if people have it running on it yet
[08:06:40] <Jymmm> mk0: So, you want to beta bitch TWO things at the same time?
[08:06:54] * Valen nominates mk0 for it
[08:07:04] * Jymmm seconds the motion
[08:07:17] <Valen> tbh i'll stick with 10.04, 12.04 has 0 benifit that i've seen
[08:07:23] <Valen> doubly so for EMC
[08:08:03] <Jymmm> mk0: If you choose to live on the bleeding edge, you surely WILL get cut!
[08:08:21] <Jymmm> I have the scars to prove it
[08:08:35] <mhaberler> tick appropriate box:
http://mah.priv.at/gallery2/main.php?g2_view=core.DownloadItem&g2_itemId=92177
[08:09:30] <Jymmm> mhaberler: Where's the "I LUV YOU MAN" as I'm so drunk checkbox
[08:09:56] <mhaberler> darn..
[08:11:12] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[08:11:13] <Jymmm> There was a drunk driver that crashed so bad the ONLY reason he survived is he was so drunk that it made his body limber enough to absorb the impact of the crash (seriously).
[08:11:15] <mhaberler> but you can always test:
[08:11:15] <mhaberler> http://mah.priv.at/gallery2/main.php?g2_itemId=35479
[08:14:43] -!-
linuxcnc-build has quit [Ping timeout: 250 seconds]
[08:15:02] -!-
hm2-buildmaster has quit [Ping timeout: 265 seconds]
[08:17:37] <mk0> holy cow, i'm just interested
[08:20:21] <Jymmm> In which?
[08:24:51] <Valen> mk0: don't mind us, we are just old and grumpy ;->
[08:25:10] <Jymmm> Valen: speak for yourself you old bat!
[08:25:16] <mk0> i don't )) i/m not first day here
[08:25:24] <Valen> shut up shut up i'm not old ;-p
[08:25:56] <Jymmm> Valen: Dont make me cut off one leg of your walker now!
[08:26:33] <Valen> Jymmm: you know how you have been "shrinking" for years? I've been putting packers under your walker and all your furniture for years!
[08:27:25] <Jymmm> Valen: I havne't been shrinking at all tyvm, you musta confused me with your geriatrics doctor
[08:28:07] <Valen> my doctors not a geriatric!
[08:28:28] <Jymmm> Valen: Plural doctors == Ancient
[08:28:48] <Jymmm> Valen: no, his patient is!
[08:29:58] <Valen> shut up you, get off my lawn
[08:30:42] <Jymmm> Valen: ya old geezer, you can't even see I'm on your computer screen, not your lawn!
[08:31:16] <Valen> my screen is green, the lawn is green whats the difference!
[08:31:28] <Jymmm> Valen: in your head
[08:31:43] <Valen> http://en.wikipedia.org/wiki/Apple_IIe
[08:31:49] <Jymmm> Valen: Isn't it time for your alheinerzers medicine?
[08:33:17] <Jymmm> Is there any such "packing" machine that would pack wadding into a rifle barrel or tube?
[08:33:32] -!-
maximilian_h [
[email protected]] has joined #linuxcnc
[08:33:44] <KimK> mk0: Hi, welcome back. The thing is, people had been waiting for 2.5.0 for quite a while now already (a year?), and even though 12.04 is nearby, the developers need 12.04 to be final, plus maybe a couple more months(?) on top of that, to develop a new kernel, work out the bugs, test, package, etc. So they decided to just release 2.5.0 now, and then they can take their time with 12.04. Which I know I would prefer. Hope that helps.
[08:33:50] * Valen hands Jymmm some wadding and a rod
[08:34:34] <Jymmm> Valen: Already doing that, would like to automate it. I just didn't know if such a thing existed already.
[08:35:32] <Valen> how many do you plan on doing?
[08:36:25] <mk0> KimK i am using 2.5.0 for a year maybe. not stable, of course. git
[08:36:54] <Jymmm> Valen: I'd like to do 40 plus per minute
[08:37:55] <Jymmm> Valen: but even 25/minute would do.
[08:37:59] <Loetmichel> KimK: in addition: who wants to have UbuntuONe and Gnome3?
[08:38:53] <Jymmm> Valen: Hell, I'd be happy with 15/minute
[08:39:26] <KimK> mk0: Great, thanks for helping test. I don't think a final decision will be made until Ubuntu/Xubuntu/etc. are all final. Who knows, they may elect not to use Ubuntu 12.04 (due to Unity and other Ubuntu shenanigans), and use instead some very similar distro (Xubuntu 12.04?)
[08:39:50] <Valen> your biggest issue would probably be getting the wadding suitably prepared
[08:39:58] <KimK> Loetmichel: Hi, yes, who knows?
[08:40:13] <Jymmm> Valen: Yeah, and that for the most part isn't gonna happen.
[08:40:39] <Loetmichel> KimK: on a CNC machine?
[08:40:41] <Loetmichel> ;-)
[08:40:51] <mk0> Loetmichel, ? classic gnome 3 is not boring
[08:40:57] <KimK> mk0: What's your machine?
[08:41:23] <Loetmichel> mk0: not boring. demanding
[08:41:25] <Valen> whats the whole problem? IE what are you trying to do?
[08:41:26] <mk0> KimK, emm let me remember
[08:41:33] <Valen> gnome 3 sucks
[08:41:38] <Valen> unity sucks
[08:41:44] <Loetmichel> and shitty usage compared to Gnome 2
[08:41:48] <Valen> rather
[08:41:56] <Jymmm> Valen: doing it manually is very time consuming
[08:42:07] <Valen> yeah but 40 a minute?
[08:42:10] <Loetmichel> oh yes, s/ ubuntuone/unity above ;-)=
[08:42:13] <Valen> thats one a second or so
[08:42:39] <mk0> KimK, oh, you mean machine, not pc. we made it ourselves
[08:42:51] <Jymmm> Valen: Like I said, 15/min would be ok too. One every 4s
[08:43:08] <Jymmm> Valen: but fully hands off.
[08:43:12] <Valen> but what do you want it for?
[08:43:20] <Valen> war re-enactors or something?
[08:43:28] <Jymmm> to pack wadding into tubes
[08:43:40] <Valen> for the purpose of?
[08:43:53] <Jymmm> repacking
[08:44:02] <Valen> brass shells?
[08:44:04] <Jymmm> repackaging
[08:44:06] <Jymmm> no
[08:44:31] <Jymmm> for repackaging
[08:45:34] <Valen> so the end result is tubes of wadding?
[08:45:43] <Jymmm> yep
[08:46:06] <Valen> I'd just make the wadding with a binder then machine it
[08:46:21] <Jymmm> yeah, not gonna hapen.
[08:46:37] <Valen> the end result for a rifle or for something else?
[08:46:46] <Jymmm> something else
[08:47:58] <Valen> the big secret huh ;->
[08:48:15] <Jymmm> Valen: Nosey fucker, huh? lol =)
[08:48:23] <Loetmichel> hihi
[08:48:36] <Loetmichel> Jymmm: waht material is the wadding?
[08:48:37] <Loetmichel> felt?
[08:48:47] <Valen> if you want help solving a problem, you have to define the whole problem, often the best solution is off to the left somewhere
[08:48:53] <Jymmm> Valen: I tell ya what.... You come up with a viable 15/min hands odd solution, I'll give you all the details =)
[08:48:58] <Jymmm> Loetmichel: cotton
[08:49:09] <KimK> Goodnight all
[08:49:17] <Jymmm> Valen: No, yoou're just curious as all hell =)
[08:49:22] <Jymmm> KimK: G'Night
[08:49:32] <Valen> no not really its just how i work
[08:49:50] <Valen> if something is hard to do, i try to find a way to solve the problem without doing it
[08:50:05] <Jymmm> Valen: No, you know what cotton is, you know what wadding is, you know what a tube is.
[08:50:06] <Loetmichel> Jymmm: readily stenciled waddings or a sheet of cotten to be formed?
[08:50:25] <Valen> some machine wouldn't be too hard to devise using a spool of cotton wadding
[08:50:30] <Valen> lots of little fiddly bits
[08:50:48] <Valen> solutions to a problem given in isolation are often sub optimal
[08:50:52] <Jymmm> But this is being repackaged, not in "raw" or bulk form.
[08:50:53] <Loetmichel> Valen: not at all.
[08:51:11] <Valen> so make it into a bulk form
[08:51:16] -!-
ktchk [
[email protected]] has joined #linuxcnc
[08:51:27] <Valen> pour it into a hopper, ram it into a block then cut to size
[08:51:27] <Loetmichel> IF the material is a big spool or a sheet it would be simple to punch it right into the tube ;-)
[08:51:36] <Jymmm> This isn't a manufacturing process, it's a repackaging one.
[08:51:43] <Loetmichel> with a press and a punch tool
[08:52:05] <Loetmichel> Jymmm: yes, i know
[08:52:19] <Loetmichel> nut it would be easyier if it were the manufactruring ;-)
[08:52:27] <Loetmichel> but easier
[08:52:42] <Valen> depends on what the existing package is i guess
[08:52:52] <Valen> it could be in a tube thats slightly too small for all we know
[08:54:06] <Jymmm> I did say PACKED, not placed in tubes. It's a snug fit
[08:54:26] <Valen> you said repacked
[08:54:41] <Jymmm> fair enough
[08:54:41] -!-
The_Ball_ has quit [Quit: Lost terminal]
[08:54:49] <Valen> to me that means taken out of one thing and put into another
[08:54:56] <Jymmm> that too
[08:54:57] <Valen> you havent said what the first thing is
[08:55:07] <Jymmm> loose
[08:55:23] <Jymmm> or placed in a hopper, or whatever
[08:57:34] <Loetmichel> can you show me some photos of original package, wadding and desired end state?
[08:57:47] <Valen> Loetmichel: thats cheating
[08:57:53] <Valen> you know what cotton is after all ;-P
[08:58:07] <Jymmm> Loetmichel: what Valen said!
[08:58:38] <Jymmm> I dont have any pics anyway
[08:59:04] <Jymmm> What I was asking is such a thing existed
[08:59:13] <Jymmm> ^if
[09:00:08] -!-
The_Ball [
[email protected]] has joined #linuxcnc
[09:02:14] <Valen> it could well, but without knowing anything other than "cotton" and "tube" its kinda hard to help
[09:02:28] <Valen> you could be talking 16 pound bags for all i know ;-P
[09:02:58] -!-
ktchk [
[email protected]] has parted #linuxcnc
[09:04:02] <Jymmm> ok, np.
[09:04:05] <Jymmm> thanks
[09:10:08] -!-
bedah [
[email protected]] has joined #linuxcnc
[09:13:51] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[09:14:40] -!-
mhaberler has quit [Quit: mhaberler]
[09:14:41] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[09:14:42] -!-
maximilian_h has quit [Quit: Leaving.]
[09:16:39] -!-
mk0 has quit [Quit:
http://neo-technical.wikispaces.com/emc2-arch]
[09:18:03] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[09:25:06] -!-
vladimirek has quit [Remote host closed the connection]
[09:37:58] -!-
mk0 [
[email protected]] has joined #linuxcnc
[09:40:38] -!-
sumpfralle has quit [Ping timeout: 240 seconds]
[09:51:33] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[09:57:35] -!-
sumpfralle [
[email protected]] has joined #linuxcnc
[10:05:16] -!-
ebe23 [
[email protected]] has joined #linuxcnc
[10:06:29] -!-
ebe23 has quit [Client Quit]
[10:07:58] -!-
sumpfralle has quit [Read error: Operation timed out]
[10:25:35] -!-
syyl [
[email protected]] has joined #linuxcnc
[10:30:58] <mazafaka> hello, hello
[10:32:46] <mazafaka> My topic 'what do you change in Russian 2-stroke bikes?' has more than 40 answers where people call it shit because of its design but say they did many things on or with them when they were younger.
[10:35:14] -!-
maximilian_h [
[email protected]] has joined #linuxcnc
[10:35:17] -!-
maximilian_h [
[email protected]] has parted #linuxcnc
[10:48:03] -!-
Radium [
[email protected]] has joined #linuxcnc
[11:05:57] <awallin> 3-phase bike is the modern alternative...
[11:11:57] -!-
phantoxe has quit [Remote host closed the connection]
[11:17:57] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[11:22:39] -!-
mk0 has quit [Quit: Ex-Chat]
[11:28:14] -!-
mk0 [
[email protected]] has joined #linuxcnc
[11:33:44] -!-
ysli has quit [Quit: Leaving]
[11:34:37] -!-
servos4ever [servos4ever!~chatzilla@74-45-201-222.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:52:49] -!-
mhaberler has quit [Quit: mhaberler]
[12:35:20] -!-
skunkworks [
[email protected]] has joined #linuxcnc
[12:44:47] -!-
jsr has quit [Ping timeout: 252 seconds]
[12:53:31] -!-
psha[work] has quit [Quit: leaving]
[13:03:36] -!-
syyl_ [
[email protected]] has joined #linuxcnc
[13:06:08] -!-
syyl has quit [Ping timeout: 240 seconds]
[13:12:59] -!-
syyl_ws [
[email protected]] has joined #linuxcnc
[13:20:16] -!-
phantoxe has quit [Remote host closed the connection]
[13:36:36] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[13:40:58] -!-
FinboySlick [
[email protected]] has joined #linuxcnc
[13:49:01] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[13:49:33] <mazafaka> awallin: How to buy one? or a complete kit instead of regular engine and gas tank?
[13:50:21] <mazafaka> Can I buy something for less than 700 USD with delivery?
[13:53:39] -!-
phantoxe has quit [Read error: Connection reset by peer]
[13:59:27] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[14:01:34] -!-
seb_kuzminsky [
[email protected]] has joined #linuxcnc
[14:07:41] -!-
phantoxe has quit [Remote host closed the connection]
[14:07:46] -!-
Cylly [
[email protected]] has joined #linuxcnc
[14:08:08] -!-
Nick001 has quit [Read error: Connection reset by peer]
[14:08:12] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[14:10:07] -!-
Loetmichel has quit [Ping timeout: 252 seconds]
[14:16:19] Cylly is now known as
Loetmichel
[14:24:55] <awallin> mazafaka: sorry I don't know much about e-bikes..
[14:25:57] <mazafaka> that's why they're of not wide use yet
[14:27:05] <kb8wmc> what is an e-bike?
[14:27:35] <A1Sheds> 3-phase? How long is the power cord?
[14:28:41] <kb8wmc> aha, found it....
[14:31:59] <mazafaka> power cord is rather hidden
[14:32:28] -!-
mk0 has quit [Quit: LinuxCNC 2.5.0!]
[14:34:34] <joe9> alex4nder: i notice this on my taig. not sure if that is the way it is supposed to work.
[14:35:20] <joe9> on each axis, there is the locking nut at the end, next is the cylinder
[14:35:26] <joe9> with 4 holes to the sid
[14:35:30] <joe9> side.
[14:35:42] <joe9> and, next to that is the dial
[14:35:59] <joe9> i notice that on the x and y axis, when I move the dial the axis moves forward or backward
[14:36:26] <joe9> but, on the z-axis, I notice that when I rotate the dial, it does not move the axis. It moves as if the dial itself is rotating
[14:36:30] <joe9> not the axis.
[14:36:34] <joe9> does that make sense?
[14:36:42] <joe9> is that how it is supposed to work?
[14:43:13] -!-
AndroUser2 [
[email protected]] has joined #linuxcnc
[14:44:15] -!-
AndroUser2 has quit [Client Quit]
[14:45:16] <joe9> what is the safest lubricant to use? I use WD-40. but, not sure of the long term health effects of it. Any thoughts, please?
[14:45:28] <joe9> is there a safer lubricant around?
[14:46:01] <JT-Shop> WD40 is not a lubricant
[14:46:22] <joe9> i just used it on my taig. bad idea?
[14:46:31] <joe9> that is what it said on its' packaging.
[14:46:49] <JT-Shop> Water Displacer #40 is the whole name
[14:47:03] <JT-Shop> good for clean up sometimes
[14:47:05] <joe9> oh, really. did not know that.
[14:47:12] <joe9> what about lithium grease?
[14:47:22] <JT-Shop> for?
[14:47:29] <joe9> lubricating the taig
[14:47:34] <JT-Shop> what part?
[14:47:46] <JT-Shop> the ways use way oil
[14:47:58] -!-
Nick001 [
[email protected]] has joined #linuxcnc
[14:47:58] <joe9> just for maintenance around the axis screws.
[14:48:15] <JT-Shop> yea, grease is good there
[14:48:57] <joe9> is "way oil" just one generic item. or, is there a better environmentally safe version out there?
[14:49:27] <joe9> in the video, the guy was using mobil oil.
[14:49:57] <joe9> i came across a lubricant that does not attract/stick dust.
[14:50:06] <joe9> do not remember the name of it now.
[14:50:17] <JT-Shop> that's what I use Mobil Way Oil Medium
[14:50:26] <joe9> oh, ok. thanks.
[14:50:35] <joe9> so, both grease + mobil way oil?
[14:50:42] <joe9> for different parts, ofcourse.
[14:50:43] <JT-Shop> or known as Vactra #2 might be spelled wrong...
[14:50:50] <joe9> ok, thanks.
[14:54:34] <ssi> vactra #2 is the stuff
[14:54:46] <joe9> "dry lubricant" called lotion-T
[14:54:56] <joe9> is supposedly good and does not attract dust.
[14:55:06] <joe9> anyone used that? where do you buy it?
[14:55:29] <ssi> I need to find some grease to use on the gears of my resolver/tach drive
[14:56:02] -!-
mhaberler [
[email protected]] has joined #linuxcnc
[14:57:26] <JT-Shop> sticky gear grease?
[14:57:33] <joe9> "Boeshield T9"
[14:57:39] <ssi> some kind of light moly grease
[14:57:42] <joe9> http://www.woodworkersjournal.com/Main/Articles/Drill_Press_Maintenance_Skill_Builder_Power_Tool_T_8549.aspx
[14:58:51] <joe9> sears sells it.
[14:59:57] * JT-Shop heads to town
[15:01:19] <ReadError> joe9: the video i seen says taig recommends mobil1
[15:01:43] <ssi> JT-Shop: headed to sears? :D
[15:01:57] <joe9> i saw that. the problem with any oil/liquid based lubricant (imho) is that it will attract dust.
[15:02:05] <JT-Shop> no, we only have a mini sears... going to the other shop
[15:02:14] <joe9> i read that a "dry lubricant" does not do that.
[15:02:28] <joe9> hence, wanted to check if anyone has any experiences with that stuff.
[15:03:15] <JT-Shop> we all use proper way lube which washes the dust off and protects the ways when used properly
[15:06:48] <Jymmm> HAHAHAHAHAHAHAHAHAHAHAHA
[15:06:59] -!-
Valen has quit [Quit: Leaving.]
[15:08:00] <Jymmm> JT-Shop: Sounds like some geriatric type lubricant
[15:08:08] -!-
ries has quit [Quit: ries]
[15:08:56] <joe9> Jymmm: good or bad?
[15:10:12] <Jymmm> joe9: Depends on if you have an issue with Granny getting her groove on
[15:15:53] <Jymmm> Yahoo to layoff 2K today
[15:17:29] <skunkworks> thought that was google...
[15:18:30] <Jymmm> http://www.courierpostonline.com/article/20120405/BUSINESS/304050017/Yahoo-lay-off-14-its-work-force
[15:19:39] -!-
ries [
[email protected]] has joined #linuxcnc
[15:27:03] <alex4nder> hey
[15:27:14] <Jymmm> wheat
[15:27:56] -!-
GoSebGo [
[email protected]] has joined #linuxcnc
[15:28:44] <joe9> http://codepad.org/tfXO4RvK alex4nder i sent this to taigtools yahoogroup and a person responded saying that I should check the cartertools website about "the axis endplates and bearings are assembled"
[15:28:55] <joe9> alex4nder: wanted to check if you noticed the issue too?
[15:29:14] <awallin> is anyone else getting inverted colors (e.g. on youtube) with the latest flash-plugin? (I'm on ubuntu 11.10 with chrome/ff and nvidia graphics)
[15:29:25] <joe9> http://codepad.org/XOb2p1tE alex4nder the response I received.
[15:30:40] <joe9> http://www.cartertools.com/millbear.html is probably what I need.
[15:30:55] -!-
micges has quit [Quit: Leaving]
[15:31:52] <alex4nder> joe9: you mean the graduated dial with position markings?
[15:31:57] <joe9> yes.
[15:32:07] <joe9> when I rotate that the axis moves on X and Y
[15:32:10] <joe9> but, not on Z
[15:32:14] <alex4nder> turn it harder
[15:32:19] <alex4nder> it isn't supposed to turn the axis
[15:32:35] <alex4nder> it's how you set zero when you're milling manually.
[15:33:28] <alex4nder> it's a friction fit
[15:34:45] <joe9> alex4nder: that does not make sense to me? "turn it harder" ? turn what harder? if i turn the "graduated dial", it turns the axis on X and Y.
[15:34:48] <joe9> but, not on Z.
[15:34:55] <joe9> http://www.cartertools.com/millbear.html
[15:34:58] <alex4nder> dude
[15:35:06] <alex4nder> I've rebuilt those bearings many times.
[15:35:20] <alex4nder> the dial isn't hard-attached to the screw.
[15:35:59] <alex4nder> if you grab onto the coupler nut with a pair of cushioned locking pliers, and then try to turn the dial without the screw turning, the dial will rotate.
[15:36:04] <joe9> oh, ok. got it. so, the it is probably too hard on the X and Y axis then.
[15:36:22] <alex4nder> possibly, or the friction fit is too tight because your machine is brand new
[15:36:28] <alex4nder> and it just needs to be used
[15:36:38] <joe9> should I do something about it? or, just ignore it?
[15:37:00] <alex4nder> did you attach the locking nut yourself, or did it come installed?
[15:37:06] <joe9> it came installed.
[15:37:17] <joe9> i did not touch anything other than putting the z-assembly.
[15:37:30] <joe9> and moving the axes
[15:37:35] <alex4nder> ok, it's probably fine then.. the only issue is that over torquing the locking not can over preload the bearing
[15:37:50] <alex4nder> er locking nut
[15:38:20] <ReadError> alex4nder: did you use mobil1 ?
[15:38:29] <alex4nder> ReadError: as a way oil?
[15:38:33] <ReadError> yessir
[15:38:44] <ReadError> thats what deepgroove says taig recommends
[15:38:47] <alex4nder> no, I use mobil's way oil 'vactra'
[15:38:50] <ReadError> i might get some flux bottles
[15:39:00] <ReadError> seems like they would be excellent applicators
[15:39:01] <alex4nder> and I put it in a chef's dripper bottle
[15:39:27] <joe9> alex4nder: what do you think of this?
http://www.sears.com/boeshield-t-9-rust-protection-cleaner/p-00928468000P?currentProductTitle=boeshield-t-9-rust-protection-cleaner&partNumber=00928468000P&storeId=10153&isSEOCanonURL=true&PRODUCT_TITLE_BRAND=boeshield-t-9-rust-protection-cleaner&catalogId=12605&catgroupId=00928468000P&pageInd=product&i_cntr=1333637928890
[15:39:30] <alex4nder> I think you'll want a bigger nozzle than a flux dripper, but it's worth a try.
[15:39:43] <joe9> http://www.woodworkersjournal.com/Main/Articles/Drill_Press_Maintenance_Skill_Builder_Power_Tool_T_8549.aspx gave me that idea.
[15:39:47] <alex4nder> joe9: as what?
[15:39:55] <joe9> as the lubricant
[15:40:18] <joe9> it is a drying lubricant
[15:40:27] <joe9> dust does not stick to it.
[15:40:43] <joe9> so, i am thinking that it is a good idea to use it..
[15:40:50] <alex4nder> I'm thinking you're over thinking. ;)
[15:40:56] <alex4nder> dust is the least of your worries
[15:41:13] <alex4nder> for tooling that i don't want to rust, I use LPS-3
[15:41:37] <alex4nder> for lubrication, I think using way oil makes sense if you can get it
[15:41:46] <alex4nder> if not, then ATF or mobil1
[15:41:51] <joe9> alex4nder: ok, thanks.
[15:42:09] -!-
ve7it [
[email protected]] has joined #linuxcnc
[15:42:32] <alex4nder> joe9: if you put some light oil on the Z axis ways you're going to find rubbing and problems crop up
[15:42:44] <alex4nder> you want a thick oil that is designed for clinging to vertical ways
[15:43:38] <joe9> ok, thanks a lot. "vactra #2" seems to be highly recommended.
[15:44:02] <alex4nder> yes it is
[15:44:25] <joe9> where do you get it? auto parts store?
[15:44:41] <alex4nder> no, machinists supply shop
[15:44:48] <joe9> ok, thanks.
[15:45:00] <alex4nder> unfortunately it comes in 5 galloon tubs usually
[15:45:24] <ReadError> http://www.amazon.com/Felt-Wiper-Combo-South-Lathe/dp/B0052MW2W0/ref=sr_1_1?s=hi&ie=UTF8&qid=1333640710&sr=1-1
[15:45:26] <ReadError> bam
[15:45:26] <ve7it> joe9, chainsaw bar lube is not bad if you cant find anything else locally
[15:47:16] -!-
syyl_ws has quit [Quit: Verlassend]
[15:53:46] <ssi> can get vactra #2 in gallon jugs from mcmaster in the US
[16:05:33] <ReadError> what in the world would i do with a gallon of lube ;o
[16:19:25] -!-
bedah has quit [Quit: quit]
[16:21:12] <ve7it> have a party
[16:21:49] <ReadError> it has been many years since my last KY wrestling match...
[16:38:04] <Loetmichel> re @ home
[16:38:40] <Loetmichel> ReadError: a gallon of bed way lube?
[16:38:53] <Loetmichel> will go through in about a year ;-)
[16:39:59] <mozmck1> joe9: I've used the boeshield t-9 for rust protection, and it worked, but not as well as Johnson paste wax.
[16:40:29] <ReadError> is the taig capable of cutting steel if i go slow?
[16:40:37] <ReadError> my dad has gotten into knife making or w/e
[16:40:42] <ReadError> and i could cut him some blanks
[16:46:43] <joe9> mozmck1: thanks. let me check on "Johnson Paste wax". were you using it as a lubricant or only for rust protection?
[16:47:12] <mozmck1> Just rust protection - on table saw, lathe bed etc.
[16:48:51] <joe9> alex4nder: do i have to worry about nut backlash with a new machine?
[16:49:40] <ReadError> joe9: did you equip yours with anti backlast?
[16:51:34] <joe9> no, i did not. is there something like that?
[16:51:57] <ReadError> hmm i know they sell them
[16:55:04] <joe9> mozmck1: have you tried it as a lubricant?
http://www.woodworkersjournal.com/Main/Articles/Drill_Press_Maintenance_Skill_Builder_Power_Tool_T_8549.aspx recommends that as a lubricant for a drill press.
[16:57:30] <mozmck1> No I haven't. Might be fine, but that stuff is pretty expensive for that.
[16:59:06] -!-
vladimirek [
[email protected]] has joined #linuxcnc
[17:01:41] -!-
phantoxe has quit []
[17:03:42] -!-
mhaberler has quit [Quit: mhaberler]
[17:06:35] -!-
asdfasd [
[email protected]] has joined #linuxcnc
[17:09:33] -!-
kb8wmc has quit [Ping timeout: 272 seconds]
[17:10:04] -!-
psha [
[email protected]] has joined #linuxcnc
[17:10:13] -!-
Thetawaves [
[email protected]] has joined #linuxcnc
[17:10:20] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[17:11:22] -!-
IchGuckLive [
[email protected]] has joined #linuxcnc
[17:11:30] <IchGuckLive> Hi all
[17:12:24] <IchGuckLive> JT-Shop: did the storms hit you
[17:26:26] <joe9> alex4nder: how do you get the 1/16 inch between the motor and the axis end? Does it have to be exact?
[17:27:05] <ReadError> feeler guage?
[17:30:07] <alex4nder> joe9: no
[17:30:15] <alex4nder> just approximate it
[17:30:34] <alex4nder> it's just to allow enough slop to deal with the inherent alignment issues
[17:41:30] -!-
skunkworks has quit []
[17:42:04] -!-
rob_h [
[email protected]] has joined #linuxcnc
[17:45:26] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[17:50:19] <joe9> alex4nder: ok, thanks.
[17:54:35] <djdelorie> KimK: my torrent seeder finally sent out one cd's worth of data, is the torrent not widely advertised?
[18:03:52] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[18:04:37] <IchGuckLive> for all that like foamcutting i uploaded the making of a nice porta ,Casel to youtube ->
http://www.youtube.com/watch?v=wT_ndXDZ0DU
[18:06:01] <IchGuckLive> the cutter runs on 5 Leadshine M882 with Nanotec 4,2A 3Nm steppers
[18:07:07] <IchGuckLive> the leadscrew is 2m long at TR20x4 that is 4mm per REV
[18:07:50] <IchGuckLive> at half step its then 0.01mm resolution at 600mm/min cutting speed
[18:09:01] <IchGuckLive> Wire is fix on 22V at 2.4A
[18:09:23] <IchGuckLive> mocement is 1200x1200 mm
[18:10:28] <IchGuckLive> movement O.o
[18:13:14] <IchGuckLive> ok im off by fortoday have a nice workoff and happy eastern if you go on Holiday
[18:13:20] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 10.0.2/20120216080748]]
[18:14:57] <joe9> alex4nder: with the motor coupler's there is an extra locknut. I cannot figure out where that goes. I followed the instructions for the stepper assembly in the deepgroove1 site
[18:15:08] <joe9> but, nothing on that video mentions the extra locknut.
[18:15:21] <joe9> alex4nder: do you remember seeing it too?
[18:15:33] <alex4nder> an extra locknut?
[18:15:39] <alex4nder> like identical to the other ones?
[18:16:34] <joe9> yes, identical to the one already on the taig.
[18:16:43] <alex4nder> dunno, maybe it's a spare
[18:16:45] <alex4nder> I only used 3
[18:17:09] <joe9> that is the one at the end of the axis, correct?
[18:17:20] <alex4nder> yah, that sits recessed in the machine-side of the coupler
[18:17:22] <joe9> this locknut looks very similar to that.
[18:18:11] <alex4nder> dunno
[18:21:18] -!-
kb8wmc has quit [Ping timeout: 252 seconds]
[18:29:09] -!-
kb8wmc [
[email protected]] has joined #linuxcnc
[18:32:24] <joe9> alex4nder: when the motor rotates, it is the plastic tubes that are actually rotating the axis, correct?
[18:32:49] <alex4nder> yah, the coupler metal doesn't touch
[18:47:08] -!-
tom3p [
[email protected]] has joined #linuxcnc
[18:59:58] -!-
acemi [acemi!~acemi@unaffiliated/acemi] has joined #linuxcnc
[19:09:08] <joe9> alex4nder: interesting problem. I installed all the motors and now I find that the Z -axis (top motor)'s wire is not long enough to couple with the Gecko G540.
[19:09:34] <joe9> i could find an extension for the DB-9 connector. but, thought that was interesting.
[19:10:44] <joe9> the motor wires are around a foot long each.
[19:19:56] <alex4nder> wait, you solderd the pigtail from the motor directly to the DB9?
[19:20:03] <alex4nder> motors
[19:21:05] -!-
phantoxe [
[email protected]] has joined #linuxcnc
[19:21:47] -!-
Nick001 has quit [Ping timeout: 265 seconds]
[19:34:36] -!-
ve7it has quit [Remote host closed the connection]
[19:37:59] -!-
ve7it [
[email protected]] has joined #linuxcnc
[19:42:42] -!-
acemi has quit [Quit: WeeChat 0.3.2]
[19:46:32] -!-
psha has quit [Quit: Lost terminal]
[19:51:04] -!-
Nick001-Shop [
[email protected]] has joined #linuxcnc
[19:54:42] <ssi> joe9: just bear in mind that those motor leads carry a lot of current
[19:55:02] <ssi> joe9: if you just get a DB9 serial straight through cable, it's probably 24awg internally
[19:55:05] <ssi> and they will get HOT
[20:00:01] <Loetmichel> a db9 pin is (depending on plug quality) good for around 1-2A, NOT more!
[20:03:59] <asdfasd> by specification they are rated for 5A each pin
[20:06:02] <mrsun> are they rated that high ?
[20:06:06] <mrsun> at what voltage ?
[20:06:32] <mrsun> might not matter i guess :P
[20:06:57] <djdelorie> conductors are rated for amperage, insulation is rated for amperage and voltage
[20:07:16] <djdelorie> or at least, a specific insulation-conductor combination is rated for a given amperage
[20:08:08] <ssi> the pins may be rated for 5A, but the 24ga wire in your off-the-shelf extension cable certainly won't be :)
[20:08:32] <Loetmichel> asdfasd: hmmm i would call that spec "BOLD"
[20:09:12] <Loetmichel> i have DB connectors in the company which are costing no less than 5 eur per db9...
[20:09:26] <Loetmichel> ... and they are specified for 2A/pin
[20:10:02] <ssi> machined pins are 5A
[20:10:10] <ssi> sheetmetal pins probably aren't
[20:10:32] <Thetawaves> insulation on my wire is only rated for voltage and thermal which is dependent on the current
[20:10:34] <Loetmichel> that ARE machined pins, AND gold ;-)
[20:10:44] <ssi> http://parts.digikey.com/1/parts/2188845-dsub-25-pin-male-machined-db25p.html
[20:10:49] <ssi> Current Rating5A, 7.5A
[20:10:49] <joe9> alex4nder: yse, i soldered the pigtails from the motors directly to DB-9
[20:11:08] <Thetawaves> Do not use db-9 for power
[20:11:19] <ssi> I use gold plated machined pins in db shells for all sorts of aircraft avionics interconnects, and they are fine for power
[20:11:22] <alex4nder> Thetawaves: it's not a problem for this
[20:11:29] <Thetawaves> i don't know why you cnc guys are obsessed with running power over signal connectors.
[20:11:32] <ssi> 10A radio circuits use 2 DB pins
[20:11:40] <joe9> and i plan on adding an 18AWG extension to those pigtails of the Z motor now.
[20:11:57] <ssi> that's as per avionics mfgr
[20:12:03] <alex4nder> joe9: ok, watch my video closely...
http://www.andern.org/alexander/taig.m4v <- you see how long the cables are from the steppers to the G540?
[20:12:07] <Loetmichel> but to the orignal poster: why not make the extension syourself?
[20:12:22] <alex4nder> joe9: those cables are continuous flex rated, with shielding
[20:13:31] <Loetmichel> soldering a db9 at each end of a 9g1 "oelflex" and closing the db9 caps isnt TAT complicated
[20:13:58] <Loetmichel> +H
[20:13:59] <asdfasd> http://docs-europe.electrocomponents.com/webdocs/0e03/0900766b80e03eab.pdf
[20:14:17] <joe9> Loetmichel: that is what I bought. now, I have a 18AWGx4 for the extension cable.
[20:14:27] <asdfasd> in notes - number 4
[20:15:05] -!-
vladimirek has quit [Remote host closed the connection]
[20:16:07] <Loetmichel> grmbl... i should have a awg-> mm^2 table laying somewhere...
[20:16:12] <Loetmichel> google help!
[20:16:33] <joe9> alex4nder: i just got "CL3R security cable sheild" wire with 18AWG and 4 wires in it.
[20:16:40] <joe9> alex4nder: from homedepot.
[20:16:43] <alex4nder> cool
[20:16:46] <joe9> alex4nder: is that a bad idea?
[20:16:48] <Loetmichel> ah, 1mm^2, ok ;-=)
[20:16:57] <joe9> looks similar to yours.
[20:17:08] <alex4nder> it's probably fine
[20:17:09] <joe9> alex4nder: but, yours might be a little bit thick.r
[20:17:52] <alex4nder> they're "continuous flex" so the wrapper is thick as hell
[20:19:07] <joe9> alex4nder: why the "continuous flex"?
[20:19:26] <joe9> so, how long are your extension cables from the motor pigtails?
[20:20:03] <alex4nder> joe9: because your X stepper motor moves quite often.
[20:20:34] <alex4nder> they're like 3-4 feet long
[20:20:36] <joe9> 3 ft? i think Z needs to be around 3ft atleast.
[20:20:45] <joe9> ok, will put 3 ft on all axes.
[20:20:47] <joe9> thanks.
[20:20:52] <joe9> off to homedepot again.
[20:21:03] <alex4nder> well I mean, it depends on your install right?
[20:21:49] <ReadError> went ahead and ordered some handles
[20:22:52] <alex4nder> cool
[20:22:55] <alex4nder> when does your machine show up?
[20:23:33] <ReadError> prolly a few weeks ;(
[20:23:47] <ReadError> i think they drop ship it from taig
[20:24:42] <alex4nder> ah
[20:24:57] <alex4nder> well make sure taig is even shipping from them, joe9 couldn't get one from anywhere but a2zcnc
[20:25:36] <ReadError> well they got a solid amazon score
[20:25:59] <alex4nder> that doesn't mean you won't ever get it
[20:26:04] <alex4nder> I'm saying, it may be longer
[20:27:22] <alex4nder> something about a supplier issue
[20:27:35] <ReadError> oh they are out of machines?
[20:29:24] <ReadError> hmm they are on the distributor list
[20:37:52] <joe9> ReadError: checkout a2zcorp.us
[20:37:57] <joe9> they had some in stock
[20:38:01] <joe9> and that is how I got them.
[20:38:42] <joe9> ReadError: noone else has it in stock. some issue with the manufacturer.
[20:39:08] <joe9> alex4nder: thanks for your help. you are a trendsetter/leader helping us along.
[20:40:44] <ReadError> oh well i will get it eventually ;(
[20:40:49] <ReadError> i still need to learn cad first
[20:40:54] <ReadError> eagle isnt bad
[20:40:58] <ReadError> but autocad is a different beast
[20:47:39] <DJ9DJ> gn8
[20:48:02] -!-
DJ9DJ has quit [Quit: bye]
[21:13:42] <asdfasd> few days ago I hit the limit switch, they are wired all on one pin, after that I pressed reset button on the screen, then machine on button, then home all axis, then I run the G code as usual, but it makes strange roundings when Z is going down, the only way to get it work properly was to restart EMC, anyone experienced that?
[21:14:34] -!-
FinboySlick has quit [Quit: Leaving.]
[21:14:42] <asdfasd> should I report it as a BUG?
[21:16:50] <tom3p> describe 'strange rounding' .do you mean mathematical rounding? or something you hear?
[21:19:22] <asdfasd> first think to do in the G code is to make a hole 4mm with endmill 3mm, it is going down, and then moving in a small circle to extend the hole to 4mm, the bottom of the hole is fine, but at the top it looks like Z is lowered a bit early
[21:20:21] <asdfasd> Z is lowered while still moving on G0
[21:20:40] <asdfasd> probably 1-2 mm early
[21:22:45] <asdfasd> I use G64 P0.1
[21:22:51] <asdfasd> if that make any difference
[21:25:58] <tom3p> i'm guessing that you mean the round-ness of the hole at the surface.
[21:25:58] <tom3p> and that you are using a boring cycle i am not familiar with. is the entrance to the hole gouged somehow?
[21:27:01] <asdfasd> no, is not boring cycle, the G code is generated by CAM software, so it is simple G0 and G1 lines
[21:27:23] <asdfasd> yes, only the enterance is rounded
[21:28:15] <JT-Shop> can you reproduce it?
[21:28:25] <JT-Shop> in Axis Sim?
[21:28:59] <asdfasd> no, after restarting EMC everything was fine, I didnt try to hit end switch again
[21:30:51] <asdfasd> it is not big deal, just wondered if anyone experienced something like that
[21:32:00] <tom3p> check that your axis move well. you did bump at least one, and saw some error that went away. make sure nothing is loose or sticky.
[21:32:30] <JT-Shop> stepper machine?
[21:32:51] <alex4nder> re..
[21:33:07] <asdfasd> dc servo, everthing is fine, after restarting EMC just continue as normal
[21:33:36] <JT-Shop> strange
[21:34:44] <tom3p> something that happens just once is not a bug, its a misfortune, but cant be a software issue. monitor for it happening again.
[21:35:06] <asdfasd> next time Im cutting I will hit the switch again
[21:35:20] <asdfasd> and will see
[21:35:32] <tom3p> be careful, maybe offset or cut scrap at least
[21:39:37] <JT-Shop> do you use offsets that are usually cleared at the end of the G code file?
[21:39:53] <asdfasd> no offsets
[21:42:53] -!-
A1Sheds has quit [Quit: puff of smoke]
[21:42:59] -!-
skunkworks__ [
[email protected]] has joined #linuxcnc
[21:43:21] <tom3p> only tripped switch?, did not hit any physical obstruction?
[21:44:08] <asdfasd> no, the wire is going to the servo controller as well, so the motor stops before phisical contact
[21:45:55] -!-
A0Sheds [
[email protected]] has joined #linuxcnc
[21:45:56] -!-
A0Sheds has quit [Changing host]
[21:45:56] -!-
A0Sheds [A0Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[21:46:13] <asdfasd> after restarting EMC I cut same piece one more hour, didnt happen again
[21:46:57] <asdfasd> the whole G code is about 30 seconds so I cut about 60 more pieces
[21:53:48] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[21:55:33] -!-
Fox_Muldr [
[email protected]] has joined #linuxcnc
[22:00:04] -!-
bootnecklad [
[email protected]] has joined #linuxcnc
[22:01:11] -!-
Radium has quit []
[22:05:54] -!-
bootnecklad has quit [Quit: BRB WIREWRAPPING]
[22:06:38] -!-
iwoj [
[email protected]] has joined #linuxcnc
[22:24:49] -!-
Radium [
[email protected]] has joined #linuxcnc
[22:30:35] <KimK> djdelorie: Thanks for the help seeding. Mine has only sent out 117MB (1/6 of a CD?), but I'm running the Vuze plugin "speed scheduler" here, to avoid interfering with things. So it's pretty limited during the day, but opens up after office hours. I only sent the torrent link to the users mailing list, and once to #linuxcnc. It's not on the website (yet?)
[22:31:12] <djdelorie> ah, ok. I have rate limits disabled on mine unless I have a specific reason to need more bandwidth
[22:32:02] * ReadError flexes his 2mbit upload
[22:32:26] <djdelorie> I think that's what I have too
[22:33:21] <Tom_itx> KimK, i had issues with the iso install. the checksum checked out and i could 'try' it however with the full install, it wouldn't install linuxcnc. all i got was the documents placed in an 'other' menu bar.
[22:33:25] <KimK> ReadError: Thanks for the help seeding.
[22:33:34] <Tom_itx> i went ahead and used the script file off the website
[22:34:09] <KimK> Tom_itx: Sorry to hear you had trouble, has anyone else reported this?
[22:34:30] <KimK> (BTW, we currently show 10 seeds, but I've seen as many as 14 there.)
[22:34:36] <Tom_itx> i asked last night? and only a handfull had tried it but used the 'try' option
[22:35:00] <Tom_itx> iirc cradek was successful
[22:35:09] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[22:35:18] <KimK> Maybe I'll try it later installing under VirtualBox, if I have time.
[22:35:21] <Tom_itx> i noticed it skipped step 6 of the install
[22:35:27] <Tom_itx> and went from 5 to 7
[22:35:29] <Tom_itx> if that helps
[22:35:33] <pfred1> resizing a 500GB HDD takes forever!
[22:35:37] <djdelorie> nobody likes 6 anyway
[22:35:52] <djdelorie> it's a silly number
[22:35:58] <KimK> I forgot what step that is. Oh, is it partitioning?
[22:36:12] <Tom_itx> i dunno
[22:36:15] <pfred1> http://www.youtube.com/watch?v=5MzX-jhKiAE
[22:36:19] <Tom_itx> i used the whole drive
[22:36:45] <Tom_itx> the linux install worked fine, just no linuxcnc
[22:37:03] <pfred1> Tom_itx well you need a swap partition kind of maybe
[22:37:12] * pfred1 needs a swap partition
[22:37:41] <Tom_itx> it creates 2 partitions
[22:37:45] <pfred1> it just turned out I needed a bigger swap partition than I thought I did
[22:38:18] <pfred1> I really like suspend on this machine but I'd like it to work better
[22:38:21] <KimK> Tom_itx: Maybe they fixed it so you have to go back in and pick "linuxcnc"? Or say "sudo apt-get install linuxcnc"?
[22:39:18] <Tom_itx> it wasn't on the hdd so apt-get install would be the only way
[22:40:12] <KimK> (I guess I should quit saying "apt-get...", I think they (Ubuntu? Debian?) want us to start saying "aptitude..."? Not sure though. )
[22:40:28] <Tom_itx> i used the script from the website and got it. i was just reporting my experience
[22:41:17] <KimK> Tom_itx: Hey, thanks, user reports are always most appreciated.
[22:42:04] <KimK> You guys keep chatting, I'll check back later.
[22:42:08] <pfred1> KimK ubuntu scrapped aptitude
[22:42:19] <Tom_itx> it worked differently than the previous 10.04 iso install
[22:42:25] <pfred1> you can apt-get it but they don't install it by default
[22:42:43] <KimK> Oh, did they? Well, I'm always the last one on the rumor mill.
[22:42:44] <pfred1> I think they're making something new?
[22:43:35] <Tom_itx> it might be good to note that since some windows noob would not know
[22:43:51] * pfred1 thinks Mark Shuttlesworth is an alien reptillian overloard and Ubuntu is part of his grand plan of planetary conquest ...
[22:45:03] <pfred1> least that is the vibe I'm getting lately seeing soem of the changes they're making
[22:46:19] <pfred1> hrm I wonder if I can find my password for bugzilla
[22:46:33] <ReadError> http://www.deepgroove1.com/gecko/geckodriver.htm
[22:46:41] <ReadError> thats a good or bad deal you think?
[22:46:56] <ReadError> i know the gecko is like 245
[22:47:05] <ReadError> not sure how much the PSU is though
[22:47:09] <ReadError> motors ~40$ each
[22:48:24] <pfred1> apparently accounts aren't universal on bugzilla
[22:48:36] <JT-Shop> looks like they need to work on thier web page a bit
[22:49:28] <ReadError> agreed
[22:49:39] <ReadError> 400W 48VDC PSU ~95$
[22:49:53] <Tom_itx> ReadError, do your own comparison:
http://www.kelinginc.net/CNCNEMA23Package3x.html
[22:50:16] <pfred1> what are the knobs for?
[22:50:30] <Tom_itx> make you feel in control?
[22:50:35] <JT-Shop> LOL
[22:50:40] <Tom_itx> probably for the back of the steppers
[22:50:41] <pfred1> Tom_itx gotcha nice touch
[22:50:59] <pfred1> so you can buff your fingernails
[22:51:27] <Tom_itx> if you watch them during a run maybe they'll put you into a trance
[22:51:56] <pfred1> ReadError then there are my motor and driver pairs that set me back a whopping $25 each
[22:52:14] <Tom_itx> pfred1 what drivers?
[22:52:24] <pfred1> Tom_itx homemade TB6560s
[22:52:33] <Tom_itx> did you make a pcb for them?
[22:52:36] <pfred1> they cost $10 a pop
[22:52:42] <pfred1> not really
[22:52:46] <pfred1> here i have a pic
[22:53:05] <ReadError> pfred1: how much was your power supply?
[22:53:16] <ReadError> the gecko 540 seems to have good reviews from everyone here
[22:53:34] <Tom_itx> well, they're a 'package'
[22:53:37] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[22:53:59] <pfred1> Tom_itx
http://img709.imageshack.us/img709/9816/tb6560boardb.jpg
[22:54:18] <pfred1> ReadError I made it for cheap free!
[22:54:42] <Tom_itx> the chips are $5
[22:54:45] <pfred1> ReadError
http://www.instructables.com/id/300-Watt-Linear-Power-Supply/
[22:55:00] <pfred1> Tom_itx I got mine for $4.17 each
[22:55:07] <Tom_itx> where?
[22:55:14] <Tom_itx> i didn't check mouser yet
[22:55:16] <pfred1> I think mouser or digikey
[22:55:31] <Tom_itx> dk was 5.88
[22:55:41] <pfred1> the dollar is falling in value
[22:55:59] <pfred1> or the chips are getting more popular
[22:56:43] <pfred1> I have a pic now of the mysterious tan box that runs my power supply
[22:56:49] <Tom_itx> you used the sip?
[22:57:03] <Tom_itx> err it looks like a sip
[22:57:21] <pfred1> they've ZIPs
[22:57:24] -!-
micges has quit [Quit: Leaving]
[22:57:24] <Tom_itx> no, staggered dips
[22:57:31] <pfred1> the pins zig zag back and forth
[22:57:53] <pfred1> I found spreading them made soldering it a lot easier
[22:57:57] -!-
Radium has quit [Ping timeout: 248 seconds]
[22:58:05] <Tom_itx> how much current?
[22:58:09] <Tom_itx> and V?
[22:58:23] <pfred1> the transformer in here hard to see i pulled it out of a PDP 11/34
http://i.imgur.com/uB4rl.jpg
[22:58:31] <Tom_itx> meh, they're only 3A
[22:58:36] <pfred1> 3.5
[22:58:44] <Tom_itx> and 34v
[22:58:48] <pfred1> but I've yet to see one draw it they run OK
[22:58:55] <pfred1> don't believe that 34V
[22:59:06] <pfred1> they'll blow right up in yoru face yo utry that
[22:59:09] <Tom_itx> i need something that will take 45 or so
[22:59:16] <Tom_itx> safely 50v
[22:59:28] <pfred1> yah no but the TBs have a mode that makes them seem like they're higher voltage
[23:00:26] <pfred1> I only get useful power to 800 RPM
[23:00:29] <pfred1> thats about it
[23:01:04] <pfred1> it'll run a little faster than this but not much
http://www.youtube.com/watch?v=fHPKaHLzXes
[23:01:28] <pfred1> I got it to do 1.5 IPS
[23:01:38] <pfred1> it actually did better with more drag
[23:01:46] <Tom_L> http://tom-itx.dyndns.org:81/~webpage/motors/hb1.jpg
[23:01:54] <Tom_L> those worked ok
[23:01:58] <Tom_L> but they're expensive
[23:02:11] <pfred1> they're like $12 a module
[23:02:15] <Tom_L> i got some samples to try
[23:02:41] <ReadError> pfred1: ide like the knobs to run it manually if i needed too
[23:02:45] <ReadError> nice option to have IMO
[23:02:47] <pfred1> they have 4,000 MOSFETs in them
[23:02:51] -!-
Nick001-Shop has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120312181643]]
[23:02:59] <pfred1> ReadError no you won't
[23:03:09] <pfred1> once it is CNCed push button is where its at
[23:03:23] <pfred1> my motors can move much more precisely than I can
[23:03:37] <Tom_L> yeah if anything make a pendant for it
[23:03:53] <pfred1> it'll move like 0.000063 of an inch a step
[23:03:58] <ReadError> pfred1: what kind of interface do you use?
[23:04:06] <ReadError> keyboard?
[23:04:07] <djdelorie> and it won't shake if you've had too much coffee
[23:04:10] <pfred1> ReadError you mean my break out board?
[23:04:22] <ReadError> no when you control the machine manually
[23:04:23] <pfred1> oh yeah just the keyboard
[23:04:45] * pfred1 hasn't accessorized his outfit
[23:05:08] <ReadError> i seen one guy that used a ps2 style controller
[23:05:10] <pfred1> why would i want to manually control the machine?
[23:05:19] <pfred1> that sort of defeats the whole purpose of CNC
[23:05:24] <ReadError> yea
[23:05:30] <ReadError> but i might have to modify a part
[23:05:38] <djdelorie> we need pendants with spinny wheels so we can pretend we're in charge...
[23:05:42] <pfred1> then writne new code
[23:05:42] <ReadError> in which it would be much easier to use it manually
[23:05:50] <Tom_L> http://tom-itx.dyndns.org:81/~webpage/temp/cnc/pendant8.jpg
[23:05:52] <pfred1> write even
[23:05:53] <ReadError> pfred1: not a part i made in the past
[23:05:54] <Tom_L> make something like that
[23:05:59] <ReadError> an off the shelf solution
[23:06:23] <pfred1> ReadError they make indicators for that
[23:06:28] <djdelorie> old school it - three handwheels, one each on top, front, side :-)
[23:06:34] <pfred1> touch probes
[23:07:16] <pfred1> cradek has a video of one of his machines probing doesn't he?
[23:07:18] <Tom_L> http://tom-itx.dyndns.org:81/~webpage/emc/probe_index.php
[23:07:23] <Tom_L> those are pretty doable too
[23:08:14] <ReadError> do they have programs that automatically probe and model a part in CAD?
[23:09:03] <pfred1> ask cradek
[23:09:11] <Tom_L> http://fadedbits.com/2011/02/touchprobe/
[23:09:21] <djdelorie> I saw a youtube video of a system doing it with a usb camera
[23:09:27] <pfred1> oh man i have to get a new xterm
[23:09:46] <pfred1> everytime I try to copy a link this one draws a line under it
[23:10:00] -!-
PCW_ [
[email protected]] has joined #linuxcnc
[23:10:14] <djdelorie> yum install xterm ?
[23:10:33] <Tom_L> http://www.vinland.com/Touch-Probe.html
[23:10:34] <pfred1> djdelorie i like urxvt
[23:10:38] <Tom_L> he scanned a part
[23:10:59] <Tom_L> mach3 though
[23:11:19] <Tom_L> maybe meshlab
[23:11:28] <pfred1> "Chris Radek has published some g-code routines on his site that got me up and running quick."
[23:11:35] <Tom_L> http://meshlab.sourceforge.net/
[23:11:37] -!-
PCW has quit [Ping timeout: 265 seconds]
[23:11:42] PCW_ is now known as
PCW
[23:12:18] <pfred1> see I knew that cradek was a prober!
[23:14:14] <pfred1> bah Warning: No matches found for: urxvt
[23:14:54] <pfred1> oh they call it rxvt-unicode-256color-ml.x86_64
[23:15:26] <djdelorie> yum search rxvt
[23:15:32] -!-
kb8wmc has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120310193829]]
[23:15:37] <pfred1> I did
[23:15:44] <pfred1> it is installing
[23:15:58] <pfred1> I need to file a bug report
[23:16:17] <pfred1> there is a dep error for unetbootin and no filed report of it
[23:16:25] <pfred1> was annoying to fix
[23:17:34] <pfred1> ubuntu has the exact same bug!
https://bugs.launchpad.net/ubuntu/+source/unetbootin/+bug/774749
[23:18:29] <pfred1> but at least theirs is filed might even be fixed?
[23:18:45] <djdelorie> file it bugzilla, yes
[23:19:21] <pfred1> yeah my account isn't universal I need to make one for redhat?
[23:19:45] <pfred1> least it looked that way to me
[23:20:13] <djdelorie> you need to make one for fedora on redhat's bugzilla:
http://fedoraproject.org/wiki/How_to_file_a_bug_report
[23:20:24] <pfred1> I ran gparted on this box to resize my swap so maybe suspend will work better
[23:22:09] <pfred1> I really liked suspend but my network link went down and wouldn't come back up so I ended up having to reboot anyways
[23:22:42] <pfred1> but my swap was way too small so that might be why?
[23:23:11] -!-
Nick001 [
[email protected]] has joined #linuxcnc
[23:27:42] <ssi> Nick001: I got my X axis mostly sorted out
[23:29:04] <ReadError> joe9:
http://www.use-enco.com/CGI/INPAGE?PMPAGE=/specials/893-2096
[23:29:05] <ReadError> found that
[23:29:11] <ReadError> pretty cheap for a gallon
[23:31:15] <alex4nder> ReadError: do you not shop locally at all?
[23:31:20] <alex4nder> you're like the mailorder master
[23:31:31] <ssi> where the hell does one buy way oil locally? :P
[23:31:41] <djdelorie> the only "locally" around here is the local hardware store...
[23:31:43] <alex4nder> at the machine supply shop
[23:31:51] <ssi> those exist?
[23:31:51] <alex4nder> I walked in, bought a gallon of way oil, and left.
[23:31:52] <ssi> heh
[23:31:54] <Tom_L> hampel :)
[23:32:09] <alex4nder> ssi: I live in a coast tourist town, and I can still buy way oil on demand.
[23:32:12] <alex4nder> locally
[23:32:14] <djdelorie> I have to drive half an hour just to get welding gas
[23:32:15] <alex4nder> er coastal
[23:32:15] <ssi> lucky you
[23:32:18] <ssi> I'm not sure I can
[23:32:24] <pfred1> alex4nder I can only shop locally if corn is in season
http://img139.imageshack.us/img139/5026/p4110020.jpg
[23:32:30] <ssi> what coast?
[23:32:35] <alex4nder> west
[23:33:06] <pfred1> know what is great as way oil?
[23:33:10] <alex4nder> whales
[23:33:11] <pfred1> chainsaw bar lube
[23:33:13] <alex4nder> whale way oil
[23:33:23] <pfred1> nah man use bar lube
[23:33:31] <pfred1> stuff works great
[23:33:37] <Tom_L> stp
[23:33:38] <djdelorie> bar lube! *That* I can get at the local hardware store.
[23:33:51] <pfred1> djdelorie gives your machine a nice feel
[23:33:58] <djdelorie> which machine?
[23:34:06] <pfred1> yur lathe
[23:34:11] <pfred1> it has ways
[23:34:21] <pfred1> I use bar lube as shop oil
[23:34:23] <djdelorie> so far I've been using a light machine oil, and grease in a few key spots
[23:34:26] <pfred1> stuff rox
[23:34:34] <pfred1> pfft get some bar lube
[23:34:48] <alex4nder> pfred1 owns stock in bar lube
[23:34:49] <djdelorie> for cleaning, I need the thinnest oil I can get because it needs to work through tight spaces and bleed out the dirt
[23:34:57] <ssi> I live in one of the top ten largest metropolitan areas in the country and I don't think I can walk into a store and buy way oil :(
[23:34:58] <Tom_L> appears so
[23:35:01] <ssi> but if I can, I'd love to know where
[23:35:14] -!-
syyl_ has quit [Quit: Leaving]
[23:35:14] <djdelorie> they don't like people using chainsaws in the big city :-)
[23:35:21] <pfred1> I'm telling ya pick up a quart of bar lube you won't regret it
[23:35:29] <ssi> I can buy chainsaw bar oil, but that's not the concern
[23:35:37] <djdelorie> I have two gallong in the garage for the chain saws
[23:35:40] <djdelorie> gallons
[23:35:42] <alex4nder> ssi: what area?
[23:35:47] <ssi> I can, however, get vactra from mcmaster, which has a distributor in atlanta and can deliver to me overnight or faster
[23:35:50] <pfred1> well there you go
[23:35:50] <ssi> alex4nder: atlanta
[23:36:01] <pfred1> put some in a little oil can
[23:36:10] * djdelorie wonders if air tool oil is similar to light machine oil...
[23:36:27] <djdelorie> I have a little oil can somewhere. Came with the little lathe.
[23:36:38] <pfred1> air tool lube is light oil and i bet it has some rust preventitive maybe gas line drier in it?
[23:36:48] <Tom_L> http://www.ashburnchemical.com/tech_data_sheets/3b%20Lubricants/F-800_%20WAY%20OILStds.pdf
[23:36:49] <djdelorie> that's easy to get around here too
[23:36:58] <Tom_L> pull a data sheet on bar lube and do a comparison
[23:37:12] <pfred1> I ordered like 4 quarts off horrible fright years ago I still have a bunch
[23:37:29] <Tom_L> rear end lube may also work
[23:37:30] <pfred1> Tom_L hey try it if yo udon't like it wipe it off
[23:37:32] <Tom_L> 90wt
[23:37:47] <pfred1> bar lube is lkike honey gives machines a real nice feel
[23:37:50] <Tom_L> pfred1 i have a couple gallons of it
[23:38:01] <ssi> vactra 2 is much lighter than bar lube I'm pretty sure
[23:38:09] <Tom_L> stihl bar lube
[23:38:17] <pfred1> ssi you need that if your machine has a sump pump
[23:38:17] <djdelorie> for gear teeth and the feed screw, I put regular grease on it so it wouldn't drip on the floor
[23:38:38] <pfred1> djdelorie well bar lube is formulated to stick to chainsaw blades
[23:38:43] <ssi> my lathe has an auto oiler... I'm sticking to what the machine asks for
[23:38:54] <pfred1> ssi yeah you need different oil
[23:39:01] <pfred1> bar lube won't work for you
[23:39:06] <djdelorie> pfred1: not really, it's a constant feed system
[23:39:16] <djdelorie> and I have to drip the oil into little "oil me" holes
[23:39:23] <pfred1> djdelorie well nothing is going to stick to a chainsaw blade for very long
[23:39:36] <pfred1> you could paint it and it ain't gonna stick
[23:39:36] <Tom_L> non detergent oil is likely what you're after
[23:39:54] <djdelorie> right, but bar oil is still runny, just less runny than light oil. Grease is sticky, not runny.
[23:40:06] <pfred1> the stuff I have isn't runny
[23:40:18] <pfred1> well it is like honey
[23:40:53] <pfred1> I read about it in some machining forum and I tried it beats 30WT
[23:41:19] <alex4nder> I think emacs is better than vi.
[23:41:26] <alex4nder> buddha is better than jesus.
[23:41:29] <alex4nder> coke is better than pepsi.
[23:41:37] <alex4nder> chevy is better than ford.
[23:41:41] <pfred1> alex4nder my mill chatters less with it
[23:41:46] <djdelorie> if you can pour it into a chainsaw, it's runny enough. I'm going to try it anyway, just sayin ;-)
[23:41:48] <pfred1> how's that grab you?
[23:41:58] <alex4nder> pfred1: your mill chatters?
[23:42:03] <JT-Shop> Rudy is best to call for miracles
[23:42:13] <pfred1> alex4nder I never met one that didn't
[23:42:32] -!-
micges [
[email protected]] has joined #linuxcnc
[23:42:41] <pfred1> but mine usually chatters more than most
[23:42:57] <pfred1> bar lube made it 100% better!
[23:43:07] <alex4nder> have you tried KY or vaseline?
[23:43:13] <Tom_L> we know where alex4nder stands in the world
[23:43:15] <JT-Shop> lol
[23:43:21] <djdelorie> my little lathe chatters. The top slide doesn't fit on its dovetails right
[23:43:26] <pfred1> alex4nder not yet are you saying they work for you?
[23:43:46] <alex4nder> pfred1: no, I just mean as long as we're using something besides way oil to oil our ways, where does it end?
[23:43:47] <pfred1> djdelorie try bar lube let me know how it goes
[23:43:54] <djdelorie> just on the ways?
[23:44:00] <pfred1> stuff has some sticktion
[23:44:03] <alex4nder> perhaps crisco
[23:44:06] <pfred1> heck i use it everywhere
[23:44:14] <Tom_L> naw, rub it on your arms and legs too
[23:44:17] <pfred1> well, OK not everywhere
[23:44:22] <djdelorie> I need to figure out how to clean the underside of the cross carriage
[23:44:31] <ssi> spit on the ways every now and again
[23:44:41] <alex4nder> a mans mill
[23:44:49] <ssi> ok so while we're talking about lubricating linear motion
[23:44:54] <alex4nder> : |
[23:45:02] <ssi> what about linear rails that have bearing blocks with grease zerks
[23:45:08] <ssi> what do you suppose they like to be greased with
[23:45:24] <pfred1> djdelorie I have to use some on my PC upstairs it must know I got the new PSU and didn't put it into it the fan started whining
[23:45:34] <djdelorie> I have zerks on the top step pulley bearings, but that part is an add-on
[23:46:15] <pfred1> bar lube I'm telling ya!
[23:46:16] <alex4nder> I'm zerkless.
[23:47:31] <ssi> not putting barlube in my exceedingly expensive linear bearings :P
[23:47:45] <Tom_L> why?
[23:47:46] <djdelorie> mine have 3-in-1
[23:48:05] <ssi> they very likely want grease, not oil
[23:48:19] <Tom_L> from what i hear you can use bar lube for anything
[23:48:25] <pfred1> yeah bar lube ian't grease
[23:48:30] <djdelorie> I put it inside the ball bearing runs, it eventually got everywhere anyway :-)
[23:48:48] <djdelorie> grease would have been better there, but that's what I had on hand at the time
[23:49:12] <pfred1> but it is somewhere between oil and grease
[23:50:05] <pfred1> if i want bar lube to penetrate i hit it with some PB Blaster
[23:50:25] <pfred1> that thins it out
[23:52:46] <ReadError> alex4nder
[23:52:52] <ReadError> i work 7am-6pm
[23:52:57] <ReadError> most places closed when i get off ;/
[23:53:10] <ReadError> otherwise i could get stuff after work
[23:53:20] <pfred1> hardware stores here stay open to 8 or 9
[23:53:37] <pfred1> ace is 8 home depot and lowes 9
[23:54:20] <pfred1> you cna check them store hours out online too
[23:54:33] <ReadError> well yea they are open
[23:54:43] <ReadError> but places that would sell machining stuff probably close early
[23:55:07] <pfred1> I think I'd have to go out of state for that
[23:55:54] <pfred1> all they got here is TSC
[23:56:09] <alex4nder> werd.
[23:56:43] <pfred1> but i buy my tractor oil there I don't use bar lube in it
[23:56:57] <pfred1> wow check out the Moon!
[23:57:05] <pfred1> no wonder everyone is so batty tonight
[23:57:28] <pfred1> I have to go outside and check it out
[23:58:37] <pfred1> Venus is really cool tonight too
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
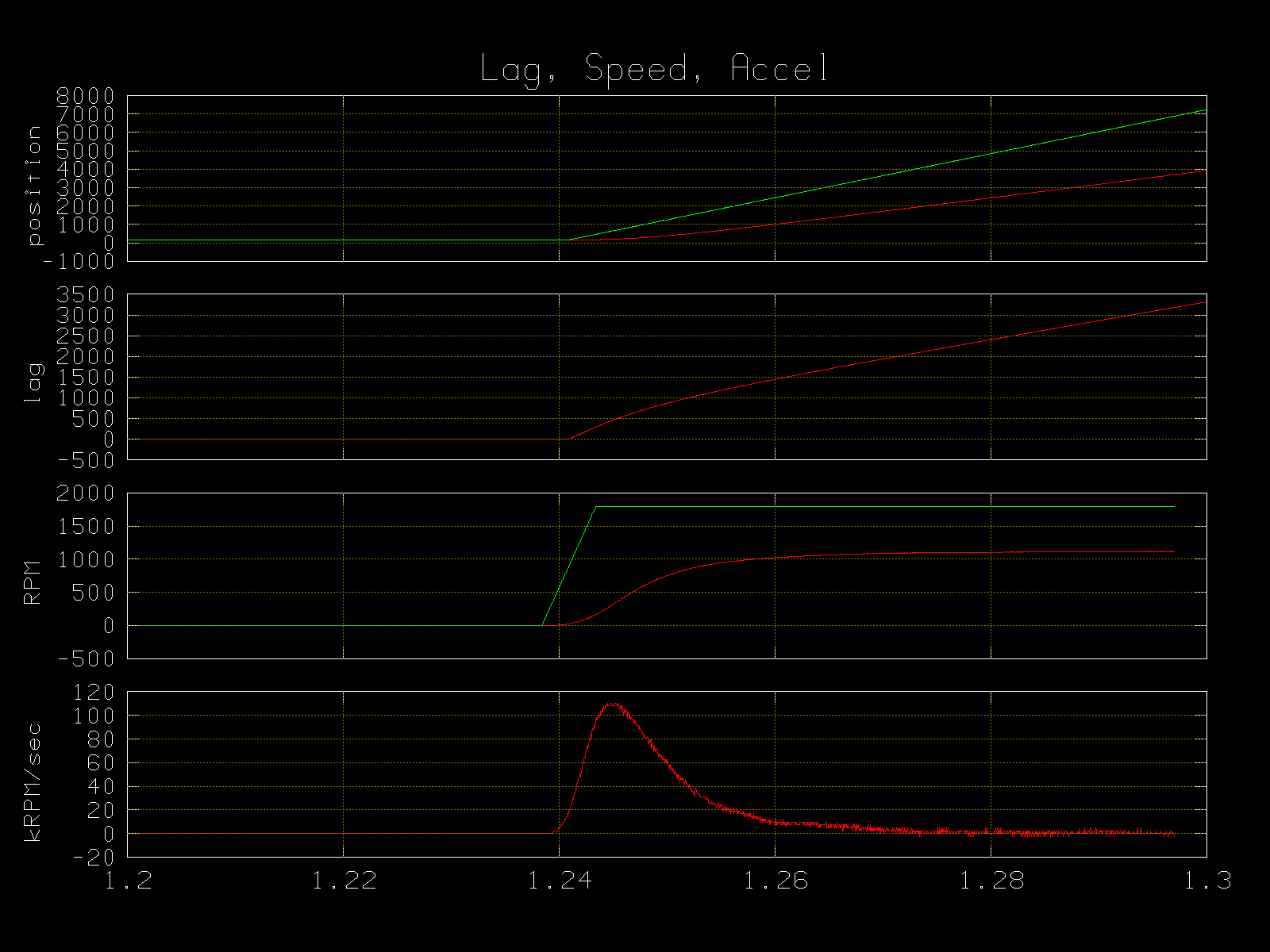{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}