Back
[00:00:10] -!- The_Ball [[email protected]] has joined #linuxcnc
[00:01:14] <Jymmm> In 304-2B, what is a "2B" finish?
[00:01:55] -!- micges [[email protected]] has joined #linuxcnc
[00:01:56] <r00t4rd3d> ss
[00:02:44] <r00t4rd3d> http://www.askzn.co.za/tech/tech_finishes.htm
[00:02:50] <r00t4rd3d> read that james
[00:02:55] -!- Nick001-Shop has quit [Quit: ChatZilla 0.9.88.2 [Firefox 14.0.1/20120713134347]]
[00:07:55] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:08:52] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:08:52] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:08:53] mhaberler_ is now known as mhaberler
[00:09:07] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:09:42] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:09:56] -!- taiden has quit [Quit: taiden]
[00:09:57] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:10:32] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:11:26] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:11:26] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:11:27] mhaberler_ is now known as mhaberler
[00:12:10] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:12:10] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:12:11] mhaberler_ is now known as mhaberler
[00:12:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:13:00] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:13:50] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:13:50] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:13:51] mhaberler_ is now known as mhaberler
[00:14:07] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:14:44] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:15:00] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:15:28] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:15:54] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:16:19] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:17:08] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:17:08] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:17:09] mhaberler_ is now known as mhaberler
[00:17:59] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:17:59] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:17:59] mhaberler_ is now known as mhaberler
[00:18:47] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:18:48] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:18:48] mhaberler_ is now known as mhaberler
[00:19:36] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:19:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:19:36] mhaberler_ is now known as mhaberler
[00:20:26] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:20:27] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:20:27] mhaberler_ is now known as mhaberler
[00:21:17] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:21:17] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:21:17] mhaberler_ is now known as mhaberler
[00:21:37] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:22:06] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:22:40] -!- micges has quit [Quit: Leaving]
[00:22:40] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:22:56] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:23:45] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:23:45] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:23:45] mhaberler_ is now known as mhaberler
[00:24:35] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:24:35] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:24:35] mhaberler_ is now known as mhaberler
[00:25:24] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:25:24] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:25:24] mhaberler_ is now known as mhaberler
[00:26:15] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:26:15] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:26:16] mhaberler_ is now known as mhaberler
[00:26:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:27:05] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:27:59] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:27:59] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:28:00] mhaberler_ is now known as mhaberler
[00:28:43] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:28:43] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:28:43] mhaberler_ is now known as mhaberler
[00:29:01] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:29:33] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:30:22] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:30:22] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:30:23] mhaberler_ is now known as mhaberler
[00:31:16] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:31:16] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:31:17] mhaberler_ is now known as mhaberler
[00:31:35] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:32:05] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:32:21] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:32:54] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:33:10] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:33:25] -!- rob__H has quit [Ping timeout: 248 seconds]
[00:33:41] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:34:32] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:34:33] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:34:33] mhaberler_ is now known as mhaberler
[00:35:20] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:35:21] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:35:21] mhaberler_ is now known as mhaberler
[00:35:43] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:36:12] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:37:01] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:37:01] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:37:01] mhaberler_ is now known as mhaberler
[00:37:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:37:53] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:38:41] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:38:41] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:38:42] mhaberler_ is now known as mhaberler
[00:39:19] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:39:31] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:40:22] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:40:22] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:40:23] mhaberler_ is now known as mhaberler
[00:40:58] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:41:08] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:41:40] -!- phantoneD has quit []
[00:41:40] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:41:58] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:42:20] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:42:28] -!- phantoxeD [[email protected]] has joined #linuxcnc
[00:42:48] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:43:37] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:43:37] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:43:37] mhaberler_ is now known as mhaberler
[00:44:26] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:44:27] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:44:27] mhaberler_ is now known as mhaberler
[00:44:54] -!- phantoxeD has quit [Client Quit]
[00:44:54] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:45:20] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:46:06] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:46:07] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:46:07] mhaberler_ is now known as mhaberler
[00:46:56] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:46:57] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:46:57] mhaberler_ is now known as mhaberler
[00:47:18] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:47:21] * jdh hands out better interwebbe connections
[00:47:59] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:48:02] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:48:36] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:49:26] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:49:26] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:49:27] mhaberler_ is now known as mhaberler
[00:50:14] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:50:15] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:50:15] mhaberler_ is now known as mhaberler
[00:51:04] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:51:05] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:51:05] mhaberler_ is now known as mhaberler
[00:51:20] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:52:00] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:52:16] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:52:43] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:53:33] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:53:33] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:53:34] mhaberler_ is now known as mhaberler
[00:54:23] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:54:23] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:54:24] mhaberler_ is now known as mhaberler
[00:54:39] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:55:16] -!- mhaberler [[email protected]] has joined #linuxcnc
[00:56:04] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:56:04] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:56:05] mhaberler_ is now known as mhaberler
[00:56:52] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:56:52] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:56:52] mhaberler_ is now known as mhaberler
[00:57:42] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:57:42] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:57:42] mhaberler_ is now known as mhaberler
[00:58:36] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:58:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:58:36] mhaberler_ is now known as mhaberler
[00:59:24] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[00:59:24] -!- mhaberler has quit [Read error: Connection reset by peer]
[00:59:25] mhaberler_ is now known as mhaberler
[01:00:12] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:00:13] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:00:13] mhaberler_ is now known as mhaberler
[01:01:01] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:01:01] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:01:02] mhaberler_ is now known as mhaberler
[01:01:51] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:01:51] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:01:51] mhaberler_ is now known as mhaberler
[01:02:48] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:02:48] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:02:49] mhaberler_ is now known as mhaberler
[01:03:03] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:03:31] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:04:02] <andypugh> I think I definitely need to look at up-speeding my spindle. Now I have the encoder I can confirm that it runs 50-1000rpm in high gear, and 0.5 to 45rpm in low gear. I wanted a milling machine not a clock or a record player.
[01:04:02] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:04:21] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:05:09] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:05:09] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:05:10] mhaberler_ is now known as mhaberler
[01:05:29] <andypugh> You back then?
[01:05:29] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:05:32] <andypugh> No
[01:05:59] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:06:22] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:06:50] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:07:13] <Tom_itx> heh
[01:07:13] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:07:23] <Tom_itx> are the gears ok with a higher rpm?
[01:07:44] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:07:57] <Tom_itx> maybe an op could boot him until he pm's someone that his connection is fixed
[01:07:57] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:08:01] <Tom_itx> it's the polite thing to do
[01:08:09] <Tom_itx> for all concerned
[01:08:29] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:09:18] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:09:18] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:09:19] mhaberler_ is now known as mhaberler
[01:09:34] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:10:09] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:10:24] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:10:57] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:11:47] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:11:47] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:11:48] mhaberler_ is now known as mhaberler
[01:12:04] -!- phantoxeD [[email protected]] has joined #linuxcnc
[01:12:05] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:12:37] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:13:27] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:13:27] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:13:27] mhaberler_ is now known as mhaberler
[01:13:49] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:14:23] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:15:05] <andypugh> Tom_itx: There were two optional belt ratios and 2 optional vertical head ratios. The belt ratios gave 1000 or 1500 rpm on the horizontal spindle, and the vertical head head gave either 1:1 or 1.86:1 depending on option. So 2800rpm was a standard option. I have the slowest possible combination. I can compensate for the belt ratio with the VFD, but I am chary of going all the way to 140Hz on the VFD to emulate the high-sp
[01:15:05] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:15:05] <andypugh> head.
[01:15:06] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:15:56] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:15:56] -!- mhaberler_ has quit [Read error: Connection reset by peer]
[01:16:49] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:16:49] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:16:49] mhaberler_ is now known as mhaberler
[01:17:07] <r00t4rd3d> kick him
[01:17:11] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:17:40] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:18:00] <andypugh> The vertical head ratio was set by a pair of helical gears, I am wondering about using a toothed belt, as they are easier to buy.
[01:18:00] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:18:02] -!- gmagno has quit [Ping timeout: 246 seconds]
[01:18:28] <andypugh> r00t4rd3d: I am not sure who has the Power.
[01:18:30] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:18:36] <r00t4rd3d> Jymmm
[01:19:01] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:19:21] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:20:18] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:20:18] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:20:19] mhaberler_ is now known as mhaberler
[01:20:41] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:21:15] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:22:05] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:22:05] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:22:06] mhaberler_ is now known as mhaberler
[01:22:55] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:22:55] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:22:55] mhaberler_ is now known as mhaberler
[01:23:12] -!- Keknom [[email protected]] has joined #linuxcnc
[01:23:12] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:23:35] <Tom_itx> jepler, cradek, SPandos, alex_joni_ and Jymmm could
[01:23:46] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:23:53] <r00t4rd3d> and they all afk
[01:24:00] <r00t4rd3d> though Jymmm is never afk
[01:24:07] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:24:13] <Tom_itx> or prefer to remain neutral
[01:24:14] <andypugh> To think, I could have got the 45,000 rpm model
http://www.lathes.co.uk/harrisonmiller/page2.html
[01:24:21] <Tom_itx> which an op shouldn't do
[01:24:28] <r00t4rd3d> my router does 26,000 rpm :)
[01:24:32] <Tom_itx> andypugh that would have been nice
[01:24:37] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:25:15] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:25:28] <Tom_itx> i wonder at what point they start balancing the assemblies
[01:25:33] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:26:17] <andypugh> i would prefer, say, 250 to 5000 rpm for the work I do. I certainly can't imagine needing the 45rpm setting (which with the VFD is completely un-stoppable with an 18" spanner at 0.5rpm)
[01:26:17] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:26:20] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:26:45] -!- mhaberler_ has quit [Read error: Connection reset by peer]
[01:27:14] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:27:51] <Tom_itx> i think i figured my new pulley would top out around 5500 rpm
[01:27:51] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:28:09] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:28:16] <Tom_itx> and if my spindle encoder is accurate it's pretty close to that
[01:29:03] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:29:03] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:29:03] mhaberler_ is now known as mhaberler
[01:29:50] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:29:51] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:29:51] mhaberler_ is now known as mhaberler
[01:30:39] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:30:39] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:30:39] mhaberler_ is now known as mhaberler
[01:31:28] <Tom_itx> i put a frequency counter on it and i seems to be
[01:31:28] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:31:29] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:32:19] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:32:19] -!- mhaberler_ has quit [Read error: Connection reset by peer]
[01:33:09] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:33:09] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:33:09] mhaberler_ is now known as mhaberler
[01:33:58] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:33:59] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:33:59] mhaberler_ is now known as mhaberler
[01:34:48] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:34:48] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:34:48] mhaberler_ is now known as mhaberler
[01:35:06] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:35:38] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:36:28] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:36:28] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:36:28] mhaberler_ is now known as mhaberler
[01:37:17] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:37:17] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:37:18] mhaberler_ is now known as mhaberler
[01:37:39] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:38:08] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:38:25] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:38:59] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:39:47] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:39:47] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:39:47] mhaberler_ is now known as mhaberler
[01:40:14] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:40:28] <Connor> Can someone do something about mhaberler ?
[01:40:49] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:40:56] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:41:25] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:41:44] <Tom_itx> jepler, cradek, SPandos, alex_joni_ and Jymmm could
[01:41:44] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:42:15] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:42:36] -!- mode/#linuxcnc [+o Jymmm] by ChanServ
[01:42:36] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:42:51] <Tom_itx> you can add a kick message to pm when it's fixed
[01:43:05] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:43:11] <Tom_itx> most ppl understand that
[01:43:24] <Jymmm> mhaberler: change your nick to get back in, your connection is bouncing
[01:43:24] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:43:42] <Tom_itx> i doubt he gets the message Jymmm
[01:43:54] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:44:15] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:44:22] <andypugh> It's 0344 in .de He's asleep at the wheel.
[01:44:30] <Tom_itx> yes
[01:44:44] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:45:10] <Tom_itx> set /mode +b *!*
[email protected]
[01:45:10] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:45:17] <Tom_itx> or such
[01:45:35] -!- mhaberler [[email protected]] has joined #linuxcnc
[01:45:57] -!- zzolo has quit [Quit: zzolo]
[01:46:29] -!- mhaberler_ [[email protected]] has joined #linuxcnc
[01:46:29] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:46:30] mhaberler_ is now known as mhaberler
[01:46:38] -!- mode/#linuxcnc [+b mhaberler*!*@*] by Jymmm
[01:46:40] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:47:30] -!- mhaberler has quit [Read error: Connection reset by peer]
[01:48:17] <Tom_itx> you can also reverse it tomorrow or such once he realizes
[01:49:00] <Jymmm> Tom_itx: do yu want to tell me how to wipe my ass too?
[01:49:25] <Tom_itx> seems ops here need all the help they can get
[01:49:31] -!- mode/#linuxcnc [-o Jymmm] by ChanServ
[01:49:51] <Jymmm> I'm just busy atm
[01:53:07] <Tom_itx> well that killed the channel
[01:55:44] <andypugh> I miss him already
[01:57:59] <Tom_itx> i gotta get a design figured out for an A axis
[01:58:07] <Tom_itx> something small that will fit my little mill
[01:59:17] <jdh> http://www.sherline.com/8730pg.htm
[01:59:19] <jdh> how about one of those
[02:00:07] <Tom_itx> that would be too easy
[02:01:10] <jdh> those only mount flat?
[02:01:31] <Tom_itx> no i think it'll stand on end too
[02:01:52] <andypugh> $395!
[02:03:19] <andypugh> Actually, I guess I would want at least that if I was selling mine.
[02:03:40] -!- gmagno [[email protected]] has joined #linuxcnc
[02:03:49] <Tom_itx> it's not something i would use that often though
[02:04:01] -!- demacus_ [[email protected]] has joined #linuxcnc
[02:06:48] -!- demacus has quit [Ping timeout: 245 seconds]
[02:08:11] <Jymmm> How can I punch a 2.5" disc from SS ?
[02:08:32] <Jymmm> 2.5625" / 65.1mm specifically
[02:08:54] <jdh> I punched one hole in SS with a harbor freight punch set.
[02:08:58] <Tom_itx> how thick?
[02:09:10] <jdh> it was a SS outlet cover thing
[02:09:13] <Tom_itx> jdh was the punch junk afterward?
[02:09:14] <Jymmm> 0.024"
[02:09:16] <jdh> they gave me a new one
[02:09:33] <jdh> it's still in the box.
[02:09:33] <Jymmm> jdh: which one?
[02:09:57] <jdh> I don't remember. Probably 1", it was a switch mount
[02:10:02] <Tom_itx> Jymmm use the end of a pipe and sharpen it
[02:10:22] <Jymmm> I ned to make a LOT of these
[02:10:24] <Jymmm> need
[02:10:34] <Tom_itx> then you better have a punch made
[02:10:37] <Tom_itx> mating parts
[02:10:42] <Jymmm> no
[02:10:48] <Tom_itx> make one yourself
[02:11:00] <jdh> outsource
[02:11:14] <Jymmm> jdh: $469,105 USD
[02:11:51] <Tom_itx> make a cup for the underside and a curved cutter piece to fit it from the top
[02:12:21] <jdh> http://www.ebay.com/itm/300753677170
[02:12:25] <Tom_itx> how many is alot?
[02:12:26] <jdh> kind of a trunion table?
[02:12:52] <Jymmm> Tom_itx: 50K+
[02:13:35] <Tom_itx> you need something made from tool steel properly
[02:14:30] <Tom_itx> with dowel guide pins springs to return it and cork in the relief to push out the part
[02:15:00] <Jymmm> Yeah, no mill and no off the shelf stock the size I'd prefer
[02:15:31] <Tom_itx> maybe a .090" straight cutting edge so it can be sharpened and then maybe a 2 or 3 deg relief angle from there on back
[02:16:00] <Tom_itx> we used to make them for punching out aluminum aircraft parts
[02:16:03] <Tom_itx> non critical parts
[02:16:23] <Tom_itx> +-.030 from mylar drawings
[02:18:11] <Jymmm> might have to have it made
[02:18:35] <Tom_itx> won't be cheap but not that hard to make if you had a mill
[02:18:45] <Tom_itx> or even a lathe
[02:18:49] <Tom_itx> since it's round
[02:18:54] <Jymmm> Hell, I'd rather just buy the discs pre made
[02:19:04] <Tom_itx> may be cheaper
[02:19:25] <Tom_itx> somebody's gonna have to make tooling though
[02:19:59] <Jymmm> If Ido enough searching, I'll find it, but it'll take a while
[02:20:26] <Tom_itx> i worked at a place that stamped parts out like that too
[02:20:28] <Jymmm> oh fuck.... hang on
[02:20:36] <Tom_itx> up to maybe 8" discs
[02:20:50] <Tom_itx> maybe a bit bigger
[02:21:00] <Jymmm> found em
[02:21:03] <Tom_itx> but they were mild steel
[02:22:23] <Jymmm> Now, I'll have to see how much they'll cost me
[02:24:24] -!- FinboySlick [[email protected]] has joined #linuxcnc
[02:27:39] -!- sumpfralle1 has quit [Ping timeout: 244 seconds]
[02:28:17] -!- r00t-Shed [[email protected]] has joined #linuxcnc
[02:29:30] <r00t-Shed> im gonna cut something
[02:30:06] <alex4nder> like, your wrists?
[02:30:13] <alex4nder> or some material
[02:30:13] <Tom_itx> heh
[02:30:24] <r00t-Shed> toms neck
[02:30:31] <alex4nder> haha
[02:35:52] <r00t-Shed> http://i.imgur.com/fnxuQ.png
[02:39:44] <r00t-Shed> a big fat clock
[02:43:52] -!- archivist [[email protected]] has joined #linuxcnc
[02:44:52] -!- the_wench [[email protected]] has joined #linuxcnc
[02:50:49] <andypugh> Unless that is m or ' that's quite a small clock
[03:20:54] -!- geo01005droid [geo01005droid!~AndChat73@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[03:21:46] <geo01005droid> http://www.youtube.com/watch?v=DIiWoGUPP78
[03:22:04] <geo01005droid> Piezoelectric touch probe
[03:25:12] <andypugh> That is a very simple idea.
[03:26:18] <andypugh> The probing routine could be optimised though
[03:26:29] <geo01005droid> I saw something similar on the web the other night so I made it today.
[03:26:55] <andypugh> (by "simple" I mean, "Why didn't I think of that?"
[03:27:38] -!- r00t-Shed has quit [Read error: Operation timed out]
[03:27:42] <geo01005droid> I would love a optimized probe routine. Any body have a better probe routine?
[03:28:49] <andypugh> I think that only backing off 2mm or so from the last probed position would help.
[03:29:36] <geo01005droid> The routine I'm using is one of the examples that comes with linuxcnc
[03:29:53] <geo01005droid> Ian
[03:30:25] <geo01005droid> I have been trying to find a better probe routine.
[03:30:56] <andypugh> This is Linux, you have to hack :-)
[03:31:20] <Thetawaves> damn man, you've got some skills geo01005droid
[03:31:47] -!- null_radix has quit [Ping timeout: 250 seconds]
[03:32:02] <archivist> have you started writing it yet!
[03:32:25] -!- tjb1 [[email protected]] has joined #linuxcnc
[03:32:48] <geo01005droid> http://www.instructables.com/id/cheap-super-sensitive-digitizer-probe-for-cnc-/
[03:33:22] <geo01005droid> I have not started writing it yet.
[03:33:39] <r00t4rd3d> http://i.imgur.com/bG13p.jpg
[03:33:43] <r00t4rd3d> test cut, check
[03:33:53] <r00t4rd3d> my stain, so so
[03:33:59] <geo01005droid> Above is the example I saw. But it never shows it working.
[03:34:31] <tjb1> right over the knot...tsk..tsk..tsk
[03:34:52] <r00t4rd3d> "test cut"
[03:34:58] <r00t4rd3d> i made that face from an image
[03:35:55] <r00t4rd3d> http://fc01.deviantart.net/fs30/f/2008/102/a/4/Roman_Clock_by_a_lemonhead.png
[03:35:57] <r00t4rd3d> there
[03:36:13] <tjb1> face?
[03:36:29] <tjb1> oh… clock face
[03:36:45] <r00t4rd3d> did you just call me a clock face?
[03:36:57] <r00t4rd3d> you wanna fight me?
[03:37:33] <tjb1> yes
[03:37:56] <andypugh> Hmm, in theory with that sensor you could run a PID loop in piezo voltage and just trace a constant-force raster. No tedious up-down at all.
[03:39:19] <archivist> until you get a reversal of your contour
[03:40:39] -!- FinboySlick has quit [Quit: Leaving.]
[03:40:50] <tjb1> Is there a way to set a message for someone on here that they will receive when they log on?
[03:41:11] <andypugh> I believe there is.
[03:41:22] <archivist> !later nick message
[03:41:27] -!- geo01005droid has quit [Read error: Connection reset by peer]
[03:41:34] -!- geo01005droid [geo01005droid!~AndChat73@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[03:42:05] <tjb1> replace the ! with / ?
[03:42:15] <Tom_itx> it would have to be done with a bot
[03:42:18] <Tom_itx> i don
[03:42:27] <Tom_itx> don't think freenode does it by itself
[03:43:11] <archivist> !later tjb1 here is your message
[03:43:12] <the_wench> will tell tjb1 when he/she joins next
[03:43:16] <tjb1> Nothin came up with that archivist, guess Ill keep checking back
[03:43:43] <andypugh> You would need to leave and come back
[03:43:51] <Tom_itx> the_wench bot may support it
[03:43:57] <geo01005> Well this device is piezo electric not piezo resistive, so it is dificult to track surface contact. Mostly good for detecting an impact.
[03:44:09] <tjb1> I was talking about when I entered the command, I did get a message from wench
[03:44:18] <tjb1> the_wench: will tell tjb1 when he/she joins next
[03:44:19] <andypugh> (the_wench is a dumb bot, I guess she looks for <name> joined
[03:44:29] -!- null_radix has quit [Read error: Connection reset by peer]
[03:44:30] -!- tjb1 [[email protected]] has parted #linuxcnc
[03:44:38] -!- tjb1 [[email protected]] has joined #linuxcnc
[03:44:38] <the_wench> tjb1: archivist said here is your message
[03:45:29] -!- tjb1 has quit [Quit: tjb1]
[03:45:36] -!- geo01005 has quit [Read error: Connection reset by peer]
[03:45:40] <andypugh> tjb1: PID to zero output might work.
[03:46:04] -!- geo01005 [[email protected]] has joined #linuxcnc
[03:46:32] <geo01005> I would love to make a probe routine like this one:
[03:46:34] <geo01005> http://www.youtube.com/watch?v=IcVv1So1n_8
[03:47:51] -!- geo01005_ [[email protected]] has joined #linuxcnc
[03:47:51] <andypugh> Nothing there LinuxCNC can't do, in thoery.
[03:49:35] <geo01005_> Yes, just need to figure out how it works and duplicate it.
[03:49:52] <andypugh> It's just software :-)
[03:50:19] <geo01005_> I just hate doing something twice. If somebody has already done it, it would be a great addition to the example code with linuxcnc
[03:50:24] <Tom_itx> there are some probe examples
[03:50:51] -!- geo01005 has quit [Ping timeout: 250 seconds]
[03:51:00] geo01005_ is now known as geo01005
[03:51:52] <andypugh> One thing I think I see there is a switch to horizontal probing when the probe reaches a small distance above the previously defined datum.
[03:52:53] <archivist> and lift height related to previous probing height
[03:55:49] -!- geo01005_ [[email protected]] has joined #linuxcnc
[03:57:43] -!- dhoovie [[email protected]] has joined #linuxcnc
[03:57:55] <Tom_itx> i think digitizing would be a painfully slow process
[03:58:13] -!- geo01005 has quit [Ping timeout: 250 seconds]
[03:58:13] geo01005_ is now known as geo01005
[03:59:50] <andypugh> The world has gone mad. Youtube video carving wood (largely with a knife) and he says the first requirement is safety glasses:
http://www.youtube.com/watch?v=lZ9z5lc3gnw&feature=related&noredirect=1
[04:01:54] <archivist> and a glove! wimp
[04:02:12] <andypugh> The glove I can agree with.
[04:02:22] -!- dhoovie has quit [Ping timeout: 246 seconds]
[04:02:35] <andypugh> Blood will tend to stain the carving.
[04:02:53] <Thetawaves> lol
[04:03:31] <archivist> supposed to be carving the wood not teh finger
[04:03:35] -!- kent_ has quit [Read error: Operation timed out]
[04:03:41] <Thetawaves> :D
[04:03:48] <andypugh> If only you always had thay choice.
[04:05:02] -!- Vq has quit [Ping timeout: 248 seconds]
[04:05:02] <archivist> gloves would make my little stuff un holdable
[04:05:35] <andypugh> But do you carve it with a knife
[04:05:52] <archivist> scalpel
[04:06:11] <L84Supper> ehh.. kids today
[04:06:51] <Tom_itx> i wonder if those probe routines set up a bounding box at the beginning
[04:07:11] <andypugh> Ok, too late to finish this HAL file now. See you chaps again tomorrow.
[04:07:19] -!- andypugh has quit [Quit: andypugh]
[04:15:56] -!- cevad has quit [Quit: Leaving]
[04:28:11] -!- gmagno has quit [Quit: Leaving]
[04:28:23] -!- FinboySlick [[email protected]] has joined #linuxcnc
[04:34:11] -!- FinboySlick has quit [Quit: Leaving.]
[04:47:21] -!- FinboySlick [[email protected]] has joined #linuxcnc
[04:48:51] -!- tjb1 [[email protected]] has joined #linuxcnc
[04:49:19] <tjb1> Would anyone be willing to load test an assembly in solidworks for me?
[04:50:22] <r00t4rd3d> you better wak ReadError
[04:51:04] <tjb1> I really need to learn how to do that...
[04:56:34] <tjb1> Well this calculator says a 64" fixed 2" square with 1/8" wall, 500lb center load will have a deflection of .0417"
[04:56:53] <tjb1> or .0307 with 3/16" wall
[04:58:10] -!- null_radix has quit [Ping timeout: 246 seconds]
[04:58:58] <tjb1> .017" isnt worth the cost
[05:02:55] -!- tjb1 has quit [Quit: tjb1]
[05:03:22] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:04:05] GeorgeH_ is now known as GeorgeH
[05:04:13] -!- GeorgeH has quit [Quit: Leaving]
[05:04:30] -!- GeorgeH [[email protected]] has joined #linuxcnc
[05:05:23] -!- Fox_Muldr [[email protected]] has joined #linuxcnc
[05:22:36] -!- odogono has quit [Read error: Connection reset by peer]
[06:08:21] uw is now known as battery
[06:08:34] battery is now known as coolstar
[06:09:21] coolstar is now known as iPhone5SS
[06:09:31] iPhone5SS is now known as uw
[06:24:39] -!- karavanjo has quit [Read error: Connection reset by peer]
[06:29:27] -!- skunkworks__ has quit [Ping timeout: 244 seconds]
[06:29:30] -!- geo01005 has quit [Ping timeout: 264 seconds]
[06:32:10] -!- geo01005 [[email protected]] has joined #linuxcnc
[06:35:31] -!- geo01005_ [[email protected]] has joined #linuxcnc
[06:35:32] -!- FinboySlick has quit [Quit: Leaving.]
[06:37:25] -!- geo01005 has quit [Ping timeout: 246 seconds]
[06:37:26] geo01005_ is now known as geo01005
[06:58:25] -!- geo01005 has quit [Ping timeout: 246 seconds]
[07:00:48] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:01:01] <DJ9DJ> moin
[07:38:57] -!- Keknom has quit [Quit: Leaving.]
[07:44:04] -!- vladimirek [[email protected]] has joined #linuxcnc
[07:48:35] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:06:22] -!- rob_h [[email protected]] has joined #linuxcnc
[08:15:16] -!- Vq [[email protected]] has joined #linuxcnc
[08:16:54] -!- kent [[email protected]] has joined #linuxcnc
[08:17:17] kent is now known as Guest73498
[09:12:57] <Loetmichel> mornin'
[09:14:43] <Loetmichel> again the mill engraves Slot plates... its time the order is done, i want to have a weekend again :-(
[09:15:36] <archivist> Im going out to play steam engine driving !
[09:17:43] -!- mhaberler has quit [Quit: mhaberler]
[09:23:16] -!- sumpfralle [[email protected]] has joined #linuxcnc
[09:34:15] -!- pjm has quit [Quit: TTFO]
[09:34:56] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[09:54:58] -!- pjm [[email protected]] has joined #linuxcnc
[10:20:11] -!- Diony [[email protected]] has joined #linuxcnc
[10:20:16] <Diony> hi
[10:21:08] <Diony> Is there a way to do g38.x until probe or machine limits reached?
[10:32:36] -!- mhaberler has quit [Quit: mhaberler]
[10:51:15] -!- _bwg_ has quit [Client Quit]
[10:55:12] <jthornton> yea just make the move long enough
[11:05:25] -!- hm2-buildmaster_ has quit [Ping timeout: 248 seconds]
[11:05:33] -!- linuxcnc-build has quit [Ping timeout: 245 seconds]
[11:16:03] <Jymmm> jthornton: goin fishing?
[11:17:02] <Diony> jthornton: sure but how to know the "long enough" with offsets (tool, G5x and 92) including rotations.
[11:17:58] <jthornton> make it a million miles long
[11:18:26] <Diony> linuxcnc doesnot allow the move...
[11:19:37] <jthornton> Jymmm, ?
[11:19:56] <Jymmm> jthornton: you up at 6am on a saturday
[11:20:44] <jthornton> yea, slept in for a change
[11:20:53] <Jymmm> oh, heh
[11:21:11] <jthornton> usually up at 5am
[11:21:35] <Jymmm> jthornton: Didn't realize it. usually dont see you till 8ish
[11:22:31] <jthornton> I'm usually reading the forum, banning spammers etc.
[11:23:24] <Jymmm> jthornton: LOL, Hey I need about 2.5" disc punched from 0.024" SS, suggestions?
[11:24:19] <jthornton> you need 1 or 10,000?
[11:24:26] <Jymmm> 50K
[11:24:36] <Jymmm> But, I dont need all that many immediatly
[11:25:41] <Jymmm> jthornton: I can get away with 100+ for now.
[11:27:30] <jthornton> 100 would be kind of expensive to make a die for, stacked and cut on a water jet maybe...
[11:27:58] <Jymmm> jthornton: can a waterjet engrave?
[11:29:20] <jthornton> dunno
[11:29:24] <jthornton> but doubt it
[11:29:56] <Jymmm> jthornton: I sent out RFQ's to a few precision sheet metal place, what they've been quoting so far is really out there.
[11:30:16] <Jymmm> I like the stacked idea though.
[11:30:56] <jthornton> if you don't spec the tolerance correctly the price of an item goes up exponentially
[11:31:32] <Jymmm> Well, I told them I'm really flexible
[11:32:45] <jthornton> flexible is subject to interpretation and shops don't like that
[11:32:52] <Jymmm> ah
[11:33:17] <Jymmm> Well, I think much of the price they gave was due to the laser engraving on SS.
[11:33:33] <jthornton> you have to give them exact tolerance like 2.5" +- 1/8"
[11:33:57] <jthornton> ask them to break out each op in the quote
[11:34:22] <Jymmm> I did ask them to itemize the quote, none of them did
[11:35:07] <Jymmm> Hell, I had oen place decline, and had to put a flame under the asses of two others to even get a quote.
[11:36:45] <jthornton> in that case what you got was "I don't want to do this job but if you pay this much I'll be happy to do it"
[11:37:09] <Jymmm> I'm sure, I'm just nto sure why, it's an easy job.
[11:38:32] <Jymmm> except for the laser engraving
[11:38:37] <jthornton> many things look easy till you try and do them
[11:39:04] <Jymmm> jthornton: can your plasma cut that thin of SS ?
[11:42:19] <jthornton> the thinest listed on the cut chart for ss is 24ga
[11:43:40] <Jymmm> oh, so you can. would it warp?
[11:44:32] <jthornton> I've never tried to cut 24ga, I don't even know how one would touch off much less hold the material still
[11:45:11] <jthornton> I'm guessing you would need some kind of frame to stretch the material to keep it flat
[11:45:13] <Jymmm> ah
[11:51:05] <jthornton> does it have to be laser etched? you can't use a pad printer?
[11:51:29] <Jymmm> jthornton: Text needs to withstand 1200F+
[11:51:39] <jthornton> ah
[11:51:46] <Jymmm> Unless thee is a high temp ink
[11:51:49] <Jymmm> there
[11:52:29] <jthornton> there might be... what does header paint withstand?
[11:52:42] <Jymmm> 600F iirc
[11:53:37] <Jymmm> hmmmm 2000F
http://www.autozone.com/autozone/accessories/Rust-Oleum-12-oz-white-high-heat-spray-paint/_/N-261a?itemIdentifier=69499_0_0_
[12:04:40] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[12:25:37] <r00t4rd3d> Get some VHT, 1500F
[12:26:23] <r00t4rd3d> VHT Flameproof
[12:26:52] <r00t4rd3d> http://www.caswellplating.com/paints-and-coatings/vht-aerosol-paints/vht-flameproof-coatings.html
[12:27:47] <jthornton> ah caswellplating my favorite place
[12:28:23] <r00t4rd3d> really?
[12:28:28] <r00t4rd3d> you in ny?
[12:29:18] <jthornton> no
[12:30:14] <jthornton> I got a powder coating rig from them and I have acquired 90% of an anodizing kit that needs to get set up
[12:31:47] <jthornton> so Jymmm if you want to send me some material I can test cut a couple for you
[12:33:05] <Jymmm> jthornton: Thanks. Might be later this month as I'm working between two projects
[12:39:00] -!- mhaberler has quit [Quit: mhaberler]
[12:39:53] -!- Valen [[email protected]] has joined #linuxcnc
[12:40:27] -!- servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[12:42:15] <andypugh> Jymmm: How does mah unban himelf?
[12:42:32] <jthornton> he can't an operator has to do that
[12:42:34] <r00t4rd3d> irc?
[12:42:35] <Jymmm> andypugh: ask?
[12:42:51] <jthornton> I've tried from here
[12:43:01] <andypugh> How does he ask if he is banned?
[12:43:17] <jthornton> lol
[12:43:21] <Jymmm> andypugh: I PM'ed him to change his nick, join the channel, and just ask
[12:43:30] <Jymmm> last night that is
[12:43:57] <jthornton> I tried to unban him but it said I must be the channel operator and that looks like cradek
[12:44:08] <r00t4rd3d> jymm set it
[12:44:12] <Jymmm> is he here?
[12:44:47] <andypugh> Anyway, he emailed me to say the problem was fixed. But that he can't figure out how to get unbanned
[12:45:00] <r00t4rd3d> /mode -b mhaberler*!*@*
[12:45:08] <Jymmm> *sigh* another case of can't RTFM
[12:45:13] <Jymmm> lol
[12:45:26] <andypugh> Where is TFM for IRC?
[12:45:43] -!- mode/#linuxcnc [+o Jymmm] by ChanServ
[12:46:13] <r00t4rd3d> that is so scary
[12:46:18] <jthornton> LOL
[12:46:45] -!- mode/#linuxcnc [-b mhaberler*!*@*] by Jymmm
[12:46:53] <r00t4rd3d> was cradek drunk when he set that?
[12:47:06] -!- mode/#linuxcnc [-o Jymmm] by ChanServ
[12:48:13] * r00t4rd3d sets mode +b mhaberler*!*@*
[12:49:52] -!- mhaberler [[email protected]] has joined #linuxcnc
[12:55:36] <andypugh> wb mah
[12:57:21] <jthornton> andypugh, did you ever run a BLDC from the arduino?
[12:57:46] <andypugh> Yes.
[12:58:52] <andypugh> Well, I ran a resolver-feedback AC servo from an Arduino. A conventional BLDC would probably be easier.
[12:59:40] <jthornton> hmm so you need some kind of switch to power the windings and read the position with the hall inputs?
[13:00:29] <andypugh> However, I seem to recall some problem with the Arduino not dong phase-locked three-phase PWM easily, so I ended up using a single PWM output gating a buffer chip.
[13:00:53] <andypugh> Yes, if you have halls it is all rather simple.
[13:01:23] <jthornton> I imagine simple once you know how :)
[13:02:03] * jthornton searching for some info on the web but not really finding much
[13:03:10] <andypugh> If you have the right hall pattern decoding no phases ever go straight from high to low-side drive, so you don't actually have to take precautions about shoot-through. Though the Arduino PWMs allow you to set up two thresholds on the same counter so that you can cover for it anyway.
[13:04:20] <jthornton> just found a graph of the hall output and I can see that only one hall changes at a time
[13:05:47] <jthornton> ah found a Microchip AN885 Brushless DC Motor Fundamentals pdf
[13:10:06] <r00t4rd3d> http://www.pololu.com/catalog/product/1352
[13:10:18] <r00t4rd3d> i have one of those, what should i do with it
[13:13:20] <andypugh> Control some "servos" perhaps? I am pretty sure that it refers to radio control plane "servos" thhough.
[13:15:31] <r00t4rd3d> yeah it is
[13:15:37] <r00t4rd3d> i have one, just sits though
[13:21:54] -!- syyl_ws [[email protected]] has joined #linuxcnc
[13:22:11] <r00t4rd3d> http://www.thingiverse.com/thing:2433
[13:22:23] <r00t4rd3d> robotic arm it is!
[13:27:39] -!- _bwg_ has quit [Quit: Leaving...]
[13:29:12] <Tom_itx> i'd imagine an xmega would do the bldc alot easier since it has alot more complex timer stuff available
[13:30:00] <Tom_itx> jthornton is it 3 phase?
[13:33:16] <Tom_itx> http://www.atmel.com/Images/doc8012.pdf
[13:33:34] <Tom_itx> source is also there
[13:35:08] <Tom_itx> http://www.atmel.com/applications/automotive/motor_control_systems/default.aspx?tab=documents
[13:35:14] <Tom_itx> rest of the articles in the search
[13:36:14] <jthornton> Tom_itx, thanks, and yes I assume 3 phase
[13:36:33] <jthornton> I have one with a built in drive but I need more than it can provide
[13:36:37] <Tom_itx> http://www.atmel.com/Images/doc8311.pdf
[13:36:42] <Tom_itx> there's one for the xmega series
[13:36:54] <Tom_itx> it would be more robust probably
[13:37:02] <Tom_itx> but they're 3.3v chips
[13:37:13] <jthornton> what does that mean?
[13:37:26] <Tom_itx> it means you run them at 3.3v not 5
[13:37:57] <Tom_itx> non tolerant i believe, they may be 5v tolerant on the io... i don't know enough about them yet
[13:38:55] <Tom_itx> they're alot more complex than the regular 8bit avrs
[13:39:40] <jthornton> this is what I have atm
http://www.anaheimautomation.com/products/brushless/brushless-integrated-item.php?sID=147&pt=i&tID=97&cID=48
[13:40:12] <Tom_itx> the old motorola 68332 had built in microcode to control them
[13:40:28] <Tom_itx> as well as quadrature read
[13:41:43] <Tom_itx> seems it has it's own controller
[13:42:35] <Tom_itx> An external potentiometer (10K) or external voltage (0-5VDC) can be used to control the speed
[13:43:12] <Tom_itx> the xmega have dac out i believe
[13:43:31] <Tom_itx> so you read the hall feedback and spit out dac to the control on the motor
[13:44:42] <Tom_itx> jthornton is this your standalone project?
[13:46:31] -!- syyl_ [[email protected]] has joined #linuxcnc
[13:48:37] -!- syyl_ws has quit [Ping timeout: 246 seconds]
[13:49:08] -!- syyl has quit [Ping timeout: 244 seconds]
[13:51:27] <Tom_itx> jthornton i don't think you have to do the comutations on that one
[13:52:32] <Tom_itx> you need something to read the hall sensor int0 or pcint will do then output a 0-5v range for velocity mode control
[13:53:15] <Tom_itx> with another pin for direction
[13:54:30] -!- geo01005 [[email protected]] has joined #linuxcnc
[13:56:06] <jthornton> Tom_itx, yes this is for my stand alone project
[13:56:35] <jthornton> this is what I think I want to use actually now
http://www.anaheimautomation.com/products/brushless/brushless-gearmotor-item.php?sID=156&pt=i&tID=98&cID=47
[13:57:14] -!- odogono has quit [Read error: Connection reset by peer]
[13:58:08] <Tom_itx> star wound 3 phase
[13:58:21] <jthornton> that good or bad?
[13:58:46] <Tom_itx> i don't know
[13:59:42] <Tom_itx> you may have to do your own comutation with that one
[13:59:48] <Tom_itx> i can't tell from that page
[14:00:50] <jthornton> says on this one winding type: Delta, 4 poles
[14:01:35] -!- syyl_ws [[email protected]] has joined #linuxcnc
[14:01:37] <Tom_itx> which one?
[14:01:40] <Tom_itx> the link?
[14:01:42] <Tom_itx> These star wound motors come with integrated hall sensors for closed loop control for velocity applications
[14:01:54] <Tom_itx> they're confused
[14:01:59] <jthornton> http://www.anaheimautomation.com/products/brushless/brushless-gearmotor-item.php?sID=158&pt=i&tID=98&cID=47
[14:02:12] <jthornton> I stay confused
[14:03:19] <Tom_itx> it doesn't have the built in controller like the first one
[14:03:39] <jthornton> no, these are just BLDC motors with gear boxes attached
[14:03:59] <Tom_itx> so you would have to do your own BLDC function and feedback
[14:04:08] -!- JessicaRN [JessicaRN!4cf844c1@gateway/web/freenode/ip.76.248.68.193] has joined #linuxcnc
[14:04:11] <jthornton> yea
[14:04:23] <jthornton> I guess it is time to learn how to do that
[14:04:41] <JessicaRN> anyone know of a good router speeds n feeds reference?
[14:04:44] <Tom_itx> the xmega are more complex but probably better suited to do that
[14:06:59] <jthornton> like the AVR1607?
[14:07:17] -!- mikegg [[email protected]] has joined #linuxcnc
[14:07:20] <Tom_itx> http://www.custompartnet.com/calculator/milling-speed-and-feed
[14:07:22] <Tom_itx> http://www.daycounter.com/Calculators/GCode/Feed-Rate-Calculator.phtml
[14:07:29] <Tom_itx> jess ^^
[14:07:35] <JessicaRN> ty tom
[14:08:08] <Tom_itx> jthornton i closed all those pages
[14:08:20] <jthornton> or for $30 just get this
http://www.anaheimautomation.com/products/brushless/brushless-driver-controller-item.php?sID=350&serID=15&pt=i&tID=999&cID=23
[14:08:22] -!- mikegg has quit [Client Quit]
[14:09:04] -!- mikegg [[email protected]] has joined #linuxcnc
[14:09:07] <Tom_itx> 2A max
[14:09:11] <Tom_itx> is that enough?
[14:09:17] <Tom_itx> err 3 max
[14:09:18] <jthornton> they have other models
[14:09:37] <Tom_itx> depends how cheap you are :)
[14:09:52] <Tom_itx> the avr will do it but you have to write your own
[14:10:01] <jthornton> depends on how much torque I need for the application really
[14:10:13] <Tom_itx> i have quadrature for one already
[14:10:17] <Tom_itx> using pcint
[14:10:52] <JessicaRN> you all talking about using a avr as a stepper driver? (sorry... came in the middle)
[14:11:03] <Tom_itx> no, a BLDC motor controller
[14:11:08] <Tom_itx> brushless dc
[14:11:12] <Tom_itx> 3 phase
[14:11:13] <JessicaRN> yea
[14:11:16] <JessicaRN> ok
[14:12:26] <JessicaRN> the only thing i know about bldc is a few cool articles put out by mit. these were all focused on EV's and not machining.
[14:13:51] <JessicaRN> Tom_itx: all the cut rate tables I can find are focused on metal. are there any for wood?
[14:15:08] JT-Shop-2 is now known as JT-Shop
[14:16:25] <Tom_itx> http://forum.thecncforum.com/CNC_Woodworking/Feed_rates_IPM
[14:16:27] <Tom_itx> not really
[14:17:44] <JessicaRN> all good. a bunch of this is just trial and error based on the machine and motors, eh?
[14:17:59] <Tom_itx> http://www.onsrud.com/plusdocs/Doc/index.html?model.code=FeedSpeeds
[14:19:21] <JessicaRN> that last one seems nice
[14:19:24] <JessicaRN> ty again
[14:19:32] <Tom_itx> all sorts of wood tables there
[14:21:42] <JessicaRN> sheesh... you know, it's less effort to calculate medication dosages!
[14:21:55] <JessicaRN> that's scary...
[14:22:09] <Tom_itx> chip load * flutes * rpm
[14:22:14] <Tom_itx> = ipm
[14:22:18] <JessicaRN> yeah
[14:22:59] <jthornton> material, moisture level, machine ... the list of variables goes on and on
[14:23:21] <Tom_itx> JessicaRN, you can still plug those numbers in those other calculators
[14:23:39] <JessicaRN> errr... that's all the stuff you learn with experience, right jthornton?
[14:24:28] <jthornton> yea, when you don't get what you expect you just got some experience
[14:24:33] <Tom_itx> some machines would shake apart under some chiploads while others would beg for more
[14:25:00] <r00t4rd3d> i got a large chipload right now
[14:25:08] <r00t4rd3d> bag of doritos
[14:25:21] <Tom_itx> you got a large load of something
[14:25:33] <jthornton> lol
[14:26:13] <JessicaRN> r00t4rd3d: too much of that chipload and you'll be hauling another load... your ass!
[14:26:23] -!- Valen has quit [Quit: Leaving.]
[14:26:25] -!- mcenter [[email protected]] has joined #linuxcnc
[14:26:42] <r00t4rd3d> nope
[14:26:50] <r00t4rd3d> way too active
[14:27:00] <r00t4rd3d> same weight for 20 years
[14:27:12] <JessicaRN> good job
[14:30:53] <r00t4rd3d> i was jk any way. Never would i eat doritos at my computer
[14:31:11] <JessicaRN> jk?
[14:31:22] -!- bedah [[email protected]] has joined #linuxcnc
[14:31:50] <r00t4rd3d> just kidding
[14:32:10] <r00t4rd3d> https://images.nonexiste.net/popular/tag/cheetos/
[14:32:12] <JessicaRN> duh
[14:32:22] <r00t4rd3d> funny thats what i was thinking too!
[14:32:32] <r00t4rd3d> :D
[14:32:40] <JessicaRN> i was thinking you were talking a sport... like JV or something...
[14:33:00] <r00t4rd3d> schooling was never my thing
[14:33:46] <r00t4rd3d> my school sport was seeing how much school I could avoid.
[14:34:04] <r00t4rd3d> i was team captain
[14:36:41] <JessicaRN> well, i won't go there except to say that being a dyslexic genius girl who was into computers and electronics never made my school years a lot of fun.
[14:37:29] <r00t4rd3d> dyslexic genius huh?
[14:37:33] <JessicaRN> i know why jeri ellsworth dropped out
[14:37:47] <JessicaRN> yeah, i prayed to dog every night for a cure.
[14:39:28] <r00t4rd3d> the bounty hunter?
[14:39:56] <JessicaRN> you serious? jeri is like every geek girl's idol...
[14:40:20] <JessicaRN> oh
[14:40:23] <JessicaRN> duh
[14:40:23] <r00t4rd3d> lol
[14:40:31] <r00t4rd3d> are you blond also?
[14:40:41] <JessicaRN> <- doesn't have TV...
[14:40:51] <r00t4rd3d> well i dont watch tv either
[14:41:06] <r00t4rd3d> but i know who dog the bounty hunter is for some odd reason
[14:41:25] <r00t4rd3d> probably his idiot status
[14:41:31] <JessicaRN> shows like that are most of the reason i don't have tv
[14:41:38] <JessicaRN> afk.
[14:43:16] <JessicaRN> i'm doing rapid transit repeatability tests and i thought i heard the machine screaming out in the garage
[14:44:50] <JessicaRN> ok, i'm getting off of here and going to cut some wood. thanks for the snf info
[14:45:07] <Tom_itx> ok, i've been asked about feedrate calcs numerous times here so i added those links to one of my pages:
http://tom-itx.dyndns.org:81/~webpage/cnc/psu/psu_index.php
[14:47:09] -!- skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[14:48:09] -!- JessicaRN has quit [Quit: Page closed]
[14:50:42] -!- Diony has quit [Quit: Quitte]
[14:52:07] <r00t4rd3d> tom why dont you port forward 80 to 81?
[14:52:21] <r00t4rd3d> or just use 80
[14:52:29] <Tom_itx> isp block
[14:52:46] <r00t4rd3d> router?
[14:52:54] <r00t4rd3d> port all 81 requests to 80
[14:53:07] <r00t4rd3d> then you can remove the :81
[14:53:15] <Tom_itx> my isp blocks outbound 80
[14:53:22] <r00t4rd3d> they cant
[14:53:34] <Tom_itx> as well as a few others
[14:53:34] <r00t4rd3d> you wouldnt be able to use the internet
[14:53:50] <r00t4rd3d> inbound 80s maybe
[14:53:56] <Tom_itx> well that then
[14:55:14] <r00t4rd3d> dyndns should have some option to port forward also
[14:56:11] <jthornton> Tom_itx,
http://www.anaheimautomation.com/manuals/brushless/L010676%20-%20MDC010-024031%20Users%20Guide.pdf
[14:58:41] <r00t4rd3d> set apache up to use port 81
[14:59:10] <r00t4rd3d> and open that port on your router
[14:59:21] <r00t4rd3d> then you should be able to drop the :81
[15:00:21] <Tom_itx> i did i think
[15:00:35] <Tom_itx> apache listens on 81
[15:07:30] -!- asdfasd [[email protected]] has joined #linuxcnc
[15:08:50] <Tom_itx> jthornton, is 17 an adc input voltage?
[15:08:57] <Tom_itx> dac
[15:09:33] <r00t4rd3d> anyone make clocks?
[15:09:41] <Tom_itx> and 11 & 12 set the rpm range
[15:12:09] <jthornton> Tom_itx, I think so
[15:14:22] -!- milmil has quit [Client Quit]
[15:14:32] -!- freespace has quit [Quit: leaving]
[15:16:39] <Tom_itx> Set value Speed - Analogue input (0-5V); Resolution: 1024 Steps
[15:20:02] -!- cevad [[email protected]] has joined #linuxcnc
[15:20:55] -!- JT-Shop has quit [Read error: Connection reset by peer]
[15:21:29] -!- null_radix has quit [Read error: Connection reset by peer]
[15:26:01] <jthornton> on the Inputs what does 1 Pole Pair, 4 Pole Pair, 8 Pole Pair mean?
[15:26:09] <jthornton> page 4
[15:28:28] <Tom_itx> good q
[15:29:14] <andypugh> Talking about motors?
[15:29:26] <Tom_itx> http://www.anaheimautomation.com/manuals/brushless/L010676%20-%20MDC010-024031%20Users%20Guide.pdf
[15:29:28] <andypugh> It's the number of, err, pole pairs :-)
[15:29:31] <Tom_itx> that little driver
[15:29:38] <jthornton> I think so it is on a chart for the driver
[15:31:17] <jthornton> ok, I think I see it on the specs of the motor
[15:31:29] <jthornton> winding type: Star, 4 poles
[15:32:24] <Tom_itx> how do poles and phase correlate?
[15:32:49] <jthornton> good q
[15:32:54] <Tom_itx> andypugh?
[15:33:44] <Tom_itx> maybe it's like a hybrid stepper
[15:34:40] <Tom_itx> http://answers.yahoo.com/question/index?qid=20090401164149AA852gp
[15:34:44] <Tom_itx> :)
[15:40:31] <andypugh> A brushless motor will (almost) always be three-phase.
[15:40:44] <Tom_itx> yeah
[15:40:59] -!- mode/#linuxcnc [+o jepler] by ChanServ
[15:41:47] -!- mode/#linuxcnc [-o jepler] by jepler
[15:47:09] <pcw_home> common exception is a step motor which is a brushless 2 phase normally 50 pole motor
[15:49:54] <andypugh> This is what you get when you run a stepper as a brushless.
http://www.youtube.com/watch?v=2SozZ7af3wg
[15:52:18] <jthornton> so that is a stepper with hall feedback?\
[15:52:27] <andypugh> Encoder feedback.
[15:52:38] <jthornton> cool
[15:52:51] <andypugh> Though you probably _could_ do it with halls.
[15:53:41] <pcw_home> You need to have about 10 times the step size encoder resolution
[15:53:59] <andypugh> Hmm. Using halls as encoder feedback on steppers is a really neat idea. Is there a patent lawyer in the house?
[15:55:07] <andypugh> pcw_home: For an encoder, yes. But if you are tracking whether the last step "worked" and not sending the next step until has...
[15:56:03] <r00t4rd3d> every app Vectric makes is awesome
[15:59:55] <pcw_home> Yeah if it were just used to keep in sync with the rotor (and not get better than 1/2 step or so resolution)
[16:01:12] <pcw_home> Is seems to me you would have to mimic the rotor/stator magnetics away from the stator coils (a rotor extension)
[16:01:57] <andypugh> It might be worth an experiment. I can imagine it would be easy to make replacement motor end-covers.
[16:02:12] <pcw_home> just 2 sensors
[16:02:25] <andypugh> I am not sure if I have any small-enough Halls lying about.
[16:02:40] <Tom_itx> andy just want's to play with his little hall sensors
[16:04:09] -!- JT-Shop [[email protected]] has joined #linuxcnc
[16:05:35] <L84Supper> http://www.google.com/patents/US5256943 Zero adjustment shaft encoder control for stepping motors
[16:07:28] <pcw_home> Jeez trivial and obvious
[16:07:42] <pcw_home> how else would you do it
[16:11:39] * jthornton has almost found the top of the desk down here in the beer cave
[16:11:52] <jthornton> another few inches to go I suspect
[16:12:23] <pcw_home> But if you could use the magnetic rotor of a hybrid stepper and so matching pole pieces on a HAL stator pickup with interpolation, then you would have something (a absolute over one electrical rotation relatively high res encoder permanently synced with the rotor)
[16:24:08] * jthornton wonders why the forum give an error now if you try and download a .py file?
[16:24:43] <r00t4rd3d> it wants cake
[16:30:31] -!- MarkusBec has quit [Ping timeout: 240 seconds]
[16:33:35] <r00t4rd3d> whats the error?
[16:33:35] <jthornton> hmmm new user Nina Santamaria from Bogota Colombia... spammer or not?
[16:33:55] <r00t4rd3d> nah, she has your money!
[16:34:30] <jthornton> http://www.linuxcnc.org/images/fbfiles/files/gaxis.py
[16:35:33] <andypugh> I wouldn't assume that she is a spammer, but would be suspcious. I share an office with a Colombian, so they clearly do engineering.
[16:36:07] <r00t4rd3d> wait, what?
[16:36:08] <jthornton> but would their name be after three ships
[16:36:26] <jthornton> or two as the case may be
[16:38:00] <r00t4rd3d> classifying all colombians based on one you work with is not a sane thought
[16:38:23] <jthornton> seems to be a real address afaikt
[16:38:31] <jthornton> afaict
[16:38:34] <r00t4rd3d> ask for pics
[16:38:55] <r00t4rd3d> or cocaine
[16:39:48] <andypugh> She sounds cute, let her in :-)
[16:40:33] <r00t4rd3d> you are gonna get spammed
[16:41:11] <r00t4rd3d> you might as well open a can and rub it into your chest
[16:42:11] <andypugh> "The Niña, the Pinta, and the Santa Maria were the ships that Columbus took on his first journey to the new world."
[16:42:21] <Tom_itx> andy are you saying all columbians are bad?
[16:42:23] <Tom_itx> :)
[16:42:50] <Tom_itx> one of my ancestors was on one of those ships too
[16:42:53] <r00t4rd3d> they are either smart cause they work with him or he is dumb cause he works with them
[16:43:07] <jthornton> andypugh, that's what I was referring to...
[16:43:32] <Tom_itx> innocent coincidence
[16:43:38] <jthornton> and every name ends with an 'a'
[16:44:10] <Tom_itx> i know 3 mexicans named Jesus... are they ok?
[16:44:44] <jthornton> I think there are 25 million mexicans named heyzuse
[16:44:46] <r00t4rd3d> http://www.makecnc.com/freeproducts/makecnc_noahs_ark.dxf
[16:44:50] <Tom_itx> heh
[16:45:03] <Tom_itx> and likely are all related
[16:45:58] <Tom_itx> ok i gotta find one more old monitor
[16:46:00] <andypugh> http://www.youtube.com/watch?v=y_IrkdXAOkk indicates that ninasanta1 is a Solidowrks user.
[16:47:16] -!- ve7it [[email protected]] has joined #linuxcnc
[16:47:16] <Tom_itx> i wish i could use solidworks that fast
[16:47:50] <jthornton> must be on speed
[16:52:07] -!- zzolo has quit [Quit: zzolo]
[16:55:23] -!- MarkusBec [[email protected]] has joined #linuxcnc
[16:55:28] -!- taiden [[email protected]] has joined #linuxcnc
[16:55:47] <taiden> what do you guys think of running 1/8" shank bits in a 1/4" or 1/2" collet with an adapter bushing?
[16:55:53] <taiden> for cutting hardwoods
[16:58:26] <andypugh> Better to use a different collet
[16:58:33] <jthornton> sounds like nap time to me
[17:02:15] <taiden> yeah..
[17:02:23] <taiden> man I really am a cheap ass
[17:02:45] <mcenter> Jesus loves you is a fine sentiment when heard in church, but rather terrifying when heard in a Mexican prison.
[17:05:53] <taiden> http://24.media.tumblr.com/tumblr_lxq32wjlAY1qil96wo1_500.jpg
[17:05:56] <taiden> related pic is related
[17:09:13] -!- ve7it has quit [Remote host closed the connection]
[17:09:49] <taiden> definitely like writing gcode more than I like making parts
[17:10:14] <taiden> maybe that confirms that i should be majoring in computer science instead of mechanical engineering
[17:13:54] <andypugh> I like that I have to choice to do which I fancy at the time.
[17:14:44] <andypugh> Just watched the Women's Team Pursuit. I really thought that they might catch them :-)
[17:20:08] -!- sumpfralle [[email protected]] has joined #linuxcnc
[17:20:24] <jthornton> yea! I just got a custom gui to toggle the estop and power in Linuxcnc
[17:20:40] <andypugh> W00t!
[17:20:49] <jthornton> now to figure out how to run it without Axis...
[17:20:54] <taiden> woop!
[17:21:00] <taiden> some day I will dive into that
[17:21:15] <taiden> for now my absurd nested subroutines stored in files seem to work LOL
[17:21:18] <jthornton> it has just became much easier for me up to this point
[17:21:56] <taiden> can the custom gui run gcode direct or does it have to reference a file?
[17:22:28] <jthornton> I assume you could do what ever you want somehow
[17:23:00] <jthornton> I have pyvcp buttons that run a mdi command that calls a file...
[17:23:56] * jthornton really hears a nap calling his name now
[17:25:23] <taiden> did I hear the word PYTHON?
[17:25:27] <taiden> be still my beating heart
[17:29:12] <andypugh> taiden: Sarcasm?
[17:32:04] <alex4nder> he's waiting for the QBASIC bindings.
[17:32:30] <Jymmm> 10 LPRINT CHR$(12)
[17:32:32] <Jymmm> 20 GOTO 10
[17:33:11] <archivist> syntax error REDO FROM START
[17:33:38] <Jymmm> theres no error, evil yes, but not error
[17:36:39] -!- Thetawaves [[email protected]] has joined #linuxcnc
[17:39:27] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[17:53:34] -!- r00t-Shed [[email protected]] has joined #linuxcnc
[17:59:13] -!- geo01005 has quit [Ping timeout: 246 seconds]
[18:00:36] <Jymmm> Will this type of sheer bend/bow the cut piece?
http://www.prc68.com/I/Images/12InShearOAw.jpg
[18:01:00] <Jymmm> or will the cut piece remain flat?
[18:01:07] -!- geo01005droid has quit [Ping timeout: 240 seconds]
[18:05:02] -!- geo01005 [[email protected]] has joined #linuxcnc
[18:05:07] <andypugh> The left-hand piece will stay flat and the right-hand side will bend.
[18:05:29] <Jymmm> ty
[18:06:19] <archivist> left hand flat will depend how well the left hand is held
[18:07:59] <fragalot_> ^
[18:08:47] <Tom_itx> use an old paper cutter
[18:08:49] <Tom_itx> i do
[18:15:06] -!- zer0_her0 has quit [Ping timeout: 264 seconds]
[18:15:14] -!- syyl_ws has quit [Quit: Verlassend]
[18:31:21] -!- geo01005Farm [[email protected]] has joined #linuxcnc
[18:32:12] <geo01005Farm> anybody ever had an "Unknown word starting with I" error in emc/linuxcnc?
[18:39:23] <archivist> pastebin the gcode segment
[18:39:32] <jthornton> sure
[18:41:47] -!- odogono has quit [Ping timeout: 252 seconds]
[18:41:52] <geo01005Farm> http://pastebin.com/U3tV2WzR
[18:42:23] <geo01005Farm> It apears to be connected to the G38.3 probe at line 40
[18:43:10] <geo01005Farm> Sorry, Line 40 should have the () removed.
[18:44:15] <jthornton> so do you have it figured out?
[18:44:35] <geo01005Farm> no, I just pasted it wrong in the pastebin
[18:44:48] <jthornton> ok
[18:48:26] <geo01005Farm> it looks like there is something wrong with o399
[18:48:32] -!- FinboySlick [[email protected]] has joined #linuxcnc
[18:48:39] <geo01005Farm> lines 41-50
[18:48:58] <jthornton> I thought you said it was the wrong pastebin?
[18:49:10] <andypugh> Try a space after LOG,
[18:49:42] <andypugh> Ah, no, it woin't be that, as it will just ne seen as a comment if it was wrong.
[18:50:17] <jthornton> what line does the error happen at?
[18:50:32] <jthornton> what plane are you operating in?
[18:50:45] <geo01005Farm> g17
[18:50:50] <Jymmm> g6
[18:51:41] <geo01005Farm> if I remove the (LOG ... line, then it errors around line 57
[18:51:44] <Jymmm> http://www.youtube.com/watch?v=w4s6H4ku6ZY
[18:52:31] <jthornton> I get near line 12 unknown word starting with t
[18:52:34] <andypugh> That URL in line 11 doesn't help.
[18:52:51] <jthornton> lol yea
[18:53:15] <jthornton> now it's near line 57
[18:53:22] <andypugh> o410 if [#lastContactDirection EQ 0]
[18:53:32] <andypugh> Needs to be o410 if [#<lastContactDirection> EQ 0]
[18:53:53] <andypugh> (same in line 59
[18:54:10] <jthornton> Andy's on it now
[18:54:53] -!- geo01005_ [[email protected]] has joined #linuxcnc
[18:54:57] <geo01005Farm> Ahh I see.
[18:55:23] <geo01005Farm> I'm sure there are still lots of other bugs, I just could see that one.
[18:56:37] <jthornton> geo01005Farm, a good practice to have a preamble at the top of your g code
[18:57:12] <geo01005Farm> It looks like it is a bit of a pain to use parameters 5420 etc along with probing...
[18:57:45] <geo01005Farm> Thanks jthornton, I'll keep that in mind.
[18:58:09] <jthornton> want a link to the tutorial?
[18:58:22] -!- geo01005 has quit [Ping timeout: 246 seconds]
[18:58:33] geo01005_ is now known as geo01005
[18:58:48] <geo01005Farm> Sure/
[18:58:52] <jthornton> http://gnipsel.com/linuxcnc/tutorial/gen01.html
[18:59:54] <Tom_itx> i really gotta get my probe hooked up
[19:00:15] <Jymmm> thats what she said
[19:02:14] <geo01005Farm> anybody know how to get the current location (in a parameter) after probing?
[19:02:37] <geo01005Farm> It says #5420 is out of range after a probe move
[19:03:58] <pcw_home> thats what she said
[19:04:11] <Tom_itx> she's a chatty little thing
[19:05:04] <jthornton> http://linuxcnc.org/docs/html/gcode/overview.html#_numbered_parameters_a_id_sub_numbered_parameters_a
[19:05:10] <Jymmm> Tom_itx: only because you haven't inserted your probe in the correct socket
[19:05:55] <jthornton> does sound like a mistoke in your code again
[19:10:28] -!- karavanjo has quit [Read error: Connection reset by peer]
[19:11:42] <andypugh> is a mis-toke when you don't inhale?
[19:12:02] <Jymmm> andypugh: when you dont exhale
[19:13:11] -!- r00t-Shed has quit [Ping timeout: 272 seconds]
[19:14:33] <Jymmm> I'm looking for these but with a machine thread, anyone know the proper name? (Note the closed eye, unlike an 'eye bolt')
http://images.drillspot.com/pimages/12045/1204509_300.jpg
[19:16:14] <andypugh> Try "forged eye"
http://www.ukfixings.net/M6-Forged-Eye-Bolt-Box-of-50.html
[19:17:57] <Jymmm> andypugh: They are coming up but huge, I need about 10-24 thread
[19:18:16] <andypugh> The one I liked was M6
[19:18:20] <andypugh> )linked)
[19:18:33] <r00t4rd3d> aww you liked it!
[19:19:55] <Jymmm> andypugh: The OD of the eye is far too wide, I need that 1/4" at the widest
[19:20:25] <andypugh> Ah, OK.
[19:20:48] -!- vladimirek has quit [Ping timeout: 246 seconds]
[19:21:11] <andypugh> Try starting with who might use what you want, and what for.
[19:21:35] <Jymmm> andypugh: The closest I've found a tie rods
[19:21:42] <Jymmm> s/a/are/
[19:22:53] <r00t4rd3d> http://i.imgur.com/EYbEe.jpg
[19:23:00] <r00t4rd3d> all icing, made by a guy :/
[19:23:03] <jthornton> Jymmm, you looking for a rod end?
[19:23:33] <Tom_itx> http://www.fastenal.com/web/products/detail.ex?sku=0511483
[19:23:35] <Tom_itx> ?
[19:23:35] <Jymmm> jthornton: Only if it's 2-3" long =)
[19:23:46] <jthornton> they come in all sizes
[19:23:54] <Tom_itx> that's what she said
[19:23:59] <Jymmm> Tom_itx: the head OD can't be more than 1/4"
[19:24:59] <Jymmm> jthornton: The rod ends have too wide a head on them it seems
[19:25:07] <r00t4rd3d> well he just meets that criteria
[19:25:37] <Jymmm> I need what I linked but in machien thread instead of wood thread
[19:25:51] <andypugh> How many?
[19:25:54] <jthornton> maybe your looking at one that is too big?
[19:25:56] <Jymmm> Just not sure of the proper name to search for it
[19:26:03] <r00t4rd3d> bolt
[19:26:38] <andypugh> What goes in the eye?
[19:26:39] <Jymmm> jthornton: google images search
[19:26:46] <Jymmm> andypugh: cable
[19:27:10] <jthornton> solid rod end or square shoulder rod end
[19:27:22] <jthornton> http://www.mcmaster.com/#rod-ends/=ipf25e
[19:28:03] <Tom_itx> http://www.fastenal.com/web/products/detail.ex?sku=0543553
[19:28:12] <andypugh> Jymmm: Much nicer to swage the cable into the threaded part.
http://www.savacable.com/pages/prod_02_02.html
[19:29:19] <Jymmm> Tom_itx: now to find in 10-24 instead of 1/4-28 =)
[19:30:14] <Jymmm> andypugh: I'm looking at the drawing, but I'm not seeing it
[19:30:37] <andypugh> Eyes open? Looking at the right side of the monitor?
[19:31:43] <andypugh> What are you not seeing?
[19:31:52] <Tom_itx> http://www.fastenal.com/web/products/detail.ex?sku=0543554
[19:31:54] <Tom_itx> wrong way
[19:31:57] <Jymmm> andypugh: Ah, ok... This isn't terminating the END of a cable, but looped thru the cable.
[19:32:35] <Jymmm> Tom_itx: Yeah, fastenal is usually construction materials
[19:35:12] <Jymmm> They are called 'swing bolts'
[19:35:31] <Tom_itx> swage eye bolt
[19:37:03] <Jymmm> Tom_itx: those have an interior thread it seems
[19:38:36] <Jymmm> ty Tom_itx jthornton andypugh =)
[19:40:18] <jthornton> np
[19:43:43] -!- Cylly2 [[email protected]] has joined #linuxcnc
[19:45:08] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[19:45:15] Cylly2 is now known as Loetmichel
[19:49:15] -!- djdelorie has quit [Ping timeout: 244 seconds]
[19:49:48] <joe9> i added a tool length probe switch. instructions at
http://forscience.nl/?p=144 work fine. I can see the False and True states in HalMeter.
[19:50:03] <joe9> Now, I am checking this out
http://forscience.nl/?p=197
[19:50:40] <joe9> and it feels that I do not need it. I just need to program M6 so that the machine automatically does a "tool length" probe, whenever there is a tool change.
[19:51:07] <joe9> Is adding the gui component as mentioned in the tutorial superior to just a custom program to M6?
[19:51:13] <joe9> any thoughts, please?
[19:51:48] <joe9> i see the instructions here:
http://softsolder.com/2010/04/14/emc2-ugliest-tool-length-probe-station-ever/ and they do not seem to be for M6
[19:52:11] <joe9> It just seems to be a standalone program for "tool length probe". I could be wrong.
[19:52:46] <jthornton> to change the behavior of M6 you will need to look at master
[19:52:58] <jthornton> do you need a link to the documents on that?
[19:53:03] <joe9> andypugh: any thoughts, please?
[19:53:16] <joe9> jthornton: I think I am going down the wrong path.
[19:53:27] <andypugh> Which path do you want to go down?
[19:53:33] <joe9> I don't want to change how M6 works. just to call this tool length probe function when M6 happens.
[19:53:50] <joe9> andypugh: is this what you meant yesterday?
[19:53:59] <andypugh> So, you are happy to have an extra bit of G-code after the M6 command/
[19:54:09] <joe9> andypugh: i want to stick with your recommendation. so, that any tool change automatically does the length check.
[19:54:23] <andypugh> Then you need to change M6
[19:54:32] <andypugh> Ah, actually...
[19:54:37] <andypugh> You might not need to.
[19:54:58] <jthornton> classicladder?
[19:55:03] <joe9> oh, ok. how about a sed script that "s/M6/M6 <more gcode>/g" for my gcode programs?
[19:55:07] <joe9> is that good enough.
[19:55:13] <andypugh> MDI_COMMAND on the tool-change pin...
[19:56:56] <joe9> http://softsolder.com/2010/12/06/improved-tool-length-probe-switch/ seems to be pretty good.
[19:57:07] <joe9> andypugh: is ^^ that how you are thinking?
[19:58:09] <andypugh> I am not thinking. You are the one doing the thinking.
[19:58:10] <joe9> andypugh: is there something that I can do to replicate the homing behaviour for tool length probe too?
[19:58:31] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[19:59:05] <r00t4rd3d> i like this
http://emergent.unpythonic.net/01216264526
[19:59:12] <r00t4rd3d> i think andy posted it
[19:59:38] <joe9> r00t4rd3d: that is the switch I have
[19:59:46] <joe9> i worked off of it.
[19:59:49] <r00t4rd3d> i could make that, just not sure how to set it up
[20:00:29] <r00t4rd3d> i think you could use that as a z homing switch
[20:00:44] <joe9> but, could not find any gcode on how it works.
[20:01:28] <r00t4rd3d> it would be your machine setup, not gcode
[20:02:11] <r00t4rd3d> you would set that switch to z home in the parallel settings
[20:02:33] <joe9> r00t4rd3d: i have the same switch and wired similarly.
[20:02:36] <joe9> r00t4rd3d: gotcha.
[20:02:46] <joe9> so, this new switch will become the z-home switch.
[20:02:49] <r00t4rd3d> im guessing though
[20:02:51] <joe9> is that what you mean?
[20:02:55] <r00t4rd3d> yeah
[20:03:04] <joe9> i already had a z-home switch at the top.
[20:03:21] <joe9> which I use as a limit switch too.
[20:03:35] <joe9> I just wanted to add a tool length probe switch to measure the tool length.
[20:03:57] <joe9> I want the existing limit switch to work
[20:04:12] <joe9> r00t4rd3d: does that make sense?
[20:05:26] <r00t4rd3d> im not sure on probes at all
[20:05:30] <jthornton> anyone want read step 1 of creating your custom gui for linuxcnc?
[20:05:43] <r00t4rd3d> how many pages is it?
[20:06:08] <jthornton> 1
[20:06:31] * Jymmm will wait for the movie to come out
[20:06:54] <r00t4rd3d> Debbie Does Customs?
[20:08:45] <andypugh> joe9: I just managed to make LinuxCNC run G-code automatically after a tool-change using MDI_Command. But I have a feeling it won't work inside a program.
[20:10:00] <joe9> andypugh: Do you think this could work for me?
http://softsolder.com/2010/12/06/improved-tool-length-probe-switch/ Is this what you had in mind when you recommended the tool length probe.
[20:10:09] <joe9> not exactly that but that idea, I mean.
[20:10:37] <andypugh> I have no idea which "idea" there you are talking about.
[20:11:58] <andypugh> Yes, you probably could bolt a microswitch to your machine table.
[20:12:14] <andypugh> Yes you could use G-code to control the probe move.
[20:13:39] <Jymmm> joe9: a micro switch with a long lever on it would provide more sensativity if you need it
http://www.isplc2006.org/b2b/pics/Micro_Switch.jpg
[20:14:02] <andypugh> Jymmm: Les sensitivity
[20:14:06] <Jymmm> and a little lead room if over traveled
[20:14:35] <r00t4rd3d> http://www.liveleak.com/view?i=9d6_1344053879
[20:15:37] <Jymmm> andypugh: more precision?
[20:16:37] <andypugh> No. It takes more travel to operate the switch with the lever, so variations in switching point are larger variations in tool travel.
[20:18:35] <Jymmm> andypugh: more macho?
[20:19:15] -!- Thetawaves [Thetawaves!~Thetawave@66-230-109-238-rb1.nwc.dsl.dynamic.acsalaska.net] has joined #linuxcnc
[20:22:12] <andypugh> joe9: If you look in the "examples" section of the nc_files directory you ought to find a file called "tool_length_probe.ngc"
[20:22:19] <joe9> "Yes, you probably could bolt a microswitch to your machine table." -- I have done this.
[20:22:28] <joe9> I can check the switch from halmeter.
[20:22:43] <joe9> "Yes you could use G-code to control the probe move." -- I do not have a clue how to go about this.
[20:22:52] <alex4nder> yoh
[20:22:55] <joe9> I have written gcode and have limit/home switches configured
[20:22:59] <andypugh> joe9: If you look in the "examples" section of the nc_files directory you ought to find a file called "tool_length_probe.ngc"
[20:23:30] <joe9> andypugh: ok, will check it out. thanks.
[20:24:39] <joe9> andypugh: thanks, that is exactly what I was looking for.
[20:24:45] <joe9> andypugh: that is helpful.
[20:25:42] <andypugh> It looks like 8 lines of Gcode. You could just insert it when required, or put it in a named subroutine and use O<toollength> call
[20:27:06] <andypugh> The alternative is to change the behaviour of M6, which is possible, but not trivial:
http://www.linuxcnc.org/docs/devel/html/remap/structure.html
[20:33:06] <joe9> changing M6 behaviour seems to be a more involved. let me get the subroutine stuff working first.
[20:40:36] <mhaberler> hey, it's dead simple, it's just a oword sub (with an admittedly pathetic but one-off & preconfigured calling sequence ;-)
[21:01:13] <DJ9DJ> gn8
[21:02:12] -!- DJ9DJ has quit [Quit: bye]
[21:08:40] <r00t4rd3d> scrap wood clock:
[21:08:40] <r00t4rd3d> http://i.imgur.com/qgkil.jpg
[21:12:11] <andypugh> It appears to be more of a sundial without a gnomon.
[21:12:44] <r00t4rd3d> i need some clock parts
[21:13:00] <r00t4rd3d> im fresh out
[21:14:07] <archivist> I haz stock of quartz clock movements
[21:14:16] <andypugh> If I may be excused some pedantry, you have made a nice clock-face, and now need a clock.
[21:17:24] -!- mrsun has quit [Quit: Leaving]
[21:19:55] -!- mrsun [mrsun!~mrsun@c-5f3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[21:21:27] <jthornton> sombitch! my GUI runs without Axis!!!!
[21:24:53] uw is now known as AshleyWaffle
[21:25:13] AshleyWaffle is now known as uw
[21:25:54] -!- djdelorie [[email protected]] has joined #linuxcnc
[21:27:07] <r00t4rd3d> http://www.microcarve.com/forum002/bbx-paint/
[21:29:18] <jthornton> http://imagebin.org/223307
[21:30:48] <jthornton> quit from menu
[21:30:48] <jthornton> Shutting down and cleaning up LinuxCNC...
[21:30:48] <jthornton> Cleanup done
[21:31:26] <andypugh> Does it also run G-code, or just display it?
[21:32:17] <jthornton> as soon as I add the run, stop button it will run G code
[21:32:35] <jthornton> all I have so far is the open file and the gremlin to display it
[21:32:44] <jthornton> I'm just stoked it worked
[21:33:06] -!- jpk has quit [Ping timeout: 264 seconds]
[21:33:24] <andypugh> Ah, yes, it's a GUI option in the INI isn't it?
[21:33:52] <jthornton> yes! I ran it from the INI
[21:35:03] <andypugh> And those Mach dudes say you can't customise the GUI in LinuxCNC! Hah, you can write it from scratch. Err, actually, you have to write it from scratch..
[21:36:08] <jthornton> it's so simple really once you put a few lines of code together with the glade screen.
[21:36:53] <jthornton> I have 37 lines of code to get what you see there and won't need any more for standard linuxcnc actions
[21:37:34] <jthornton> I'd guess in 30 minutes following my tutorial you could have a working GUI up and going
[21:37:38] <andypugh> I wonder if there is an argument for re-making Axis in Glade?
[21:38:04] <jthornton> you could
[21:38:21] <jthornton> it would play nicer with GladeVCP that's for sure
[21:38:35] <andypugh> Then we could have a GUI-editable GUI.
[21:39:18] <jthornton> and you could have it default to max screen size with no pain and suffering
[21:40:37] -!- chillly has quit [Quit: Leaving]
[21:41:48] <r00t4rd3d> built in xchat and add a tab
[21:41:51] <Jymmm> kiosk mode
[21:42:36] <Jymmm> order pizza
[21:42:55] <Jymmm> pour beer
[21:43:30] <Jymmm> tell you when to flip the ribs/steaks on the grill
[21:43:31] <andypugh> r00t4rd3d: I think you could already do that
[21:49:53] <jthornton> andypugh, just running a G code file now
[21:49:59] <jthornton> that is amazing
[21:50:25] <andypugh> I am rarther impressed, I have to say.
[21:51:06] <jthornton> all I had to do was add the actions for run pause and stop to my glade file
[21:51:19] <andypugh> Folk have been describing LinuxCNC as modular for a long time, but it seems that we have only recently started to experiment with that.
[21:51:56] <andypugh> Pavel's work in GladeVCP is what makes it all possible, I think?
[21:53:06] <jthornton> yes I think your correct and Chris Morley's work with gscreen
[21:53:27] <jthornton> and Chris Morley telling me how to do it...
[21:54:35] -!- mhaberler has quit [Quit: mhaberler]
[21:55:15] <andypugh> I assume that wasn't mah leavingin a huff?
[22:00:20] <Jymmm> andypugh: why would he?
[22:00:35] <Jymmm> andypugh: what did you do?
[22:00:57] <andypugh> Well, he was involved in GladeVCP too.
[22:01:48] <Jymmm> ok, and?
[22:03:49] <Jymmm> he doesn't like when ppl think it's amazing?
[22:04:16] <andypugh> I gave the credit elsewhere?
[22:04:39] <Jymmm> oh, I dont know who pavel is
[22:04:51] <andypugh> psha
[22:04:54] <Jymmm> ah
[22:05:49] <Jymmm> well, *IF* by a slight chance it is, he'll get over it.
[22:06:53] <jthornton> I should give mah credit for this "Pavel committing a patch ;-)"
http://www.liveleak.com/view?i=4cf_1343665540
[22:08:25] <Jymmm> wtf
[22:08:26] <andypugh> looks like they got away with it.
[22:08:35] <Jymmm> grenade?
[22:08:52] <Jymmm> (suicide) grenade
[22:08:57] <andypugh> Maybe a floating grenade?
[22:09:08] <jthornton> short fuse I'd think
[22:09:18] <andypugh> But it seemed like a very short timer
[22:09:19] <Jymmm> one thing for sure, dumbasses with a grenade
[22:09:41] <Jymmm> 2s fuse
[22:10:37] <jthornton> I can't quit staring at jtgui
[22:11:06] <Jymmm> jt? he's such a whore.
[22:11:42] <andypugh> I am working on laser-rasta-gui. Or, rather, the motion controller for it.
[22:12:03] <Jymmm> rasta?
[22:12:07] <Jymmm> ya mon
[22:12:23] <andypugh> Yeah, I like the idea of Bob Marley with a laser.
[22:12:46] <Jymmm> precision doobage?
[22:13:14] <andypugh> I suspect it might all be a bit vague, actually.
[22:15:20] -!- bootnecklad [[email protected]] has joined #linuxcnc
[22:15:25] -!- bootnecklad [[email protected]] has parted #linuxcnc
[22:17:15] <joe9> HOME_LATCH_VEL = 0.050000
[22:17:19] <joe9> is that too high?
[22:17:27] <joe9> i have a search velocity of 0.1
[22:17:33] <joe9> this is in inches
[22:22:10] <andypugh> Search vel should be as high as possible such that the machine can still stop before crushing or over-running the switch.
[22:23:18] <andypugh> latch_vel should be as slow as makes sense given the accuracy of your switch. Think in terms of how far the machine moves in 1mS
[22:24:18] <joe9> oh, once I think in terms of mS, then I guess what I have is not that bad.
[22:24:19] <joe9> thanks.
[22:25:51] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[22:27:58] -!- bootnecklad [[email protected]] has joined #linuxcnc
[22:33:24] -!- bootnecklad_ [[email protected]] has joined #linuxcnc
[22:33:27] -!- bootnecklad_ [[email protected]] has parted #linuxcnc
[22:35:23] -!- bootnecklad has quit [Ping timeout: 246 seconds]
[22:36:04] -!- FinboySlick has quit [Quit: Leaving.]
[22:37:48] <r00t4rd3d> http://i.imgur.com/rWy9J.jpg
[22:40:19] -!- bootnecklad [[email protected]] has joined #linuxcnc
[22:40:28] -!- bootnecklad has quit [Client Quit]
[22:40:57] <Tom_itx> did i hear andypugh volunteer to rewrite axis in glade?
[22:41:04] <Tom_itx> looks nice jthornton
[22:41:10] <jthornton> yea, I think that's what he said
[22:41:12] <jthornton> thanks
[22:41:27] <andypugh> Tom_itx: No, you heard me asking for volunteers. Well done.
[22:42:02] <Tom_itx> how hard would it be?
[22:42:25] <andypugh> If ye ken Python, posibly quite easy.
[22:42:39] <Tom_itx> i don't know python or glade
[22:42:42] <andypugh> Actually, the Python already exists,.
[22:42:45] <Tom_itx> but i'm interested in it
[22:42:54] <andypugh> Well, perhaps you ought to learn :-)
[22:42:59] <jthornton> read my tutorials
[22:43:05] <Tom_itx> perhaps you should teach us
[22:43:22] <andypugh> Who is "you"?
[22:43:30] <Tom_itx> yeah you
[22:43:44] <andypugh> I know _nothing_ about Pythin
[22:43:52] <Tom_itx> i'm doing good to boot linux
[22:43:55] <andypugh> I can't even spell it.
[22:43:58] <Tom_itx> heh
[22:44:23] <Tom_itx> jthornton you're using the builtin gui for linuxcnc with a glade front end?
[22:44:33] <Tom_itx> err backend of linuxcnc
[22:44:45] <joe9> i have this setup in my .hal file:
http://codepad.org/W6bBDgLV
[22:45:03] <joe9> How do I know when this "tool-length-probe-in-filtered" is triggered?
[22:45:06] <joe9> in gcode.
[22:45:17] <joe9> in halmeter, I can debounce.0.3.out
[22:45:18] <jthornton> Tom_itx, ?
[22:45:27] <joe9> see that the value is being triggered.
[22:45:41] <jthornton> GladeVCP and LinuxCNC and a little python
[22:45:45] <joe9> but, am not sure how to read this "tool-length-probe-in-filtered" in gcode.
[22:46:03] <Tom_itx> jthornton, how do you hook glade to the backend of linuxcnc?
[22:46:53] <jthornton> that will be in tutorial 3 and it is only a few lines long
[22:48:51] <Tom_itx> so what do i need to load to get started?
[22:49:03] <Tom_itx> i can put off my touch probe longer :)
[22:49:20] <jthornton> to get started with GladeVCP?
[22:49:42] <Tom_itx> isn't gladevcp builtin linuxcnc as a front end option?
[22:49:58] <Tom_itx> are you using glade or gladevcp?
[22:50:02] <jthornton> yes
[22:50:07] <Tom_itx> :)
[22:50:07] <jthornton> and python
[22:50:26] <Tom_itx> glade does the screen and python makes it work
[22:50:55] <jthornton> gladevcp makes it work really if I understand correctly
[22:52:12] -!- bedah has quit [Quit: Ex-Chat]
[22:54:24] <jthornton> Tom_itx, did you read part one of the gui tut?
[22:56:28] <Tom_itx> gettin ready to
[22:56:38] <Tom_itx> lookin for a better keyboard
[22:56:42] <Tom_itx> no way can i program with that crap one
[23:00:09] -!- atom1 [[email protected]] has joined #linuxcnc
[23:00:09] -!- atom1 has quit [Changing host]
[23:00:09] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:00:29] <r00t4rd3d> I am going to make a mini grandfather clock
[23:01:12] <atom1> ok this one may work
[23:02:59] <Tom_itx> jthornton where do i get glade3?
[23:03:05] <Tom_itx> i see 2 in the package manager
[23:03:31] <jthornton> I think I just went to Ubuntu Software Center on the menu
[23:06:05] <atom1> doesn't say what ver it is
[23:06:40] <jthornton> I'd bet it is 3.6.7
[23:06:48] -!- FinboySlick [[email protected]] has joined #linuxcnc
[23:07:43] -!- null_radix has quit [Read error: Connection reset by peer]
[23:07:46] <atom1> the package manager says i have python-glade2 already, is that something else?
[23:09:02] <atom1> ok this keyboard sucks too
[23:11:50] -!- atom1 has quit [Quit: Leaving]
[23:12:11] -!- null_radix has quit [Read error: Connection reset by peer]
[23:14:01] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:16:56] -!- atom1 has quit [Client Quit]
[23:28:17] * Tom_itx makes a general arm sweep across the desk to make room
[23:36:43] <jthornton> Tom_itx, did you get it sorted out?
[23:36:51] <Tom_itx> yeah
[23:36:59] <Tom_itx> i'm reading
[23:45:36] -!- Keknom [[email protected]] has joined #linuxcnc
[23:52:02] <Tom_itx> jthornton, typo in your demo1 code
[23:52:20] <jthornton> where?
[23:52:31] <jthornton> demo1?
[23:52:39] -!- atom1 [[email protected]] has joined #linuxcnc
[23:52:39] -!- atom1 has quit [Changing host]
[23:52:39] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:52:50] <atom1> Traceback (most recent call last):
[23:52:52] <atom1> File "tutorial1.py", line 35, in <module>
[23:52:54] <atom1> main = Buglump()
[23:52:56] <atom1> File "tutorial1.py", line 29, in __init__
[23:54:38] -!- Tom_itxs [Tom_itxs!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:54:46] Tom_itxs is now known as Tom_L
[23:54:56] <jthornton> in the file?
[23:55:05] <Tom_L> no
[23:55:12] <jthornton> where?
[23:55:15] <Tom_L> i did a screen capture
[23:55:33] <jthornton> where is the typo?
[23:55:33] -!- zlog has quit [Ping timeout: 245 seconds]
[23:55:33] <Tom_L> bad idea huh?
[23:55:47] -!- asdfasd has quit []
[23:56:02] <Tom_L> says line 35 in .py
[23:56:07] -!- Tom_itx has quit [Ping timeout: 240 seconds]
[23:56:17] <Tom_L> main = Buglump()
[23:56:35] <Tom_L> oh nevermind
[23:56:38] <Tom_L> i see what it is
[23:56:45] <jthornton> maybe a typo buy you it is "tutorial-1.py"
[23:56:56] <Tom_L> i named my files tutorial1 and you used -1
[23:57:16] -!- atom1 has quit [Ping timeout: 246 seconds]
[23:57:32] Tom_L is now known as Tom_itx
[23:58:25] <andypugh> Is there a way to undo the rip-environment script and switch to the installed environment?
[23:58:37] <jthornton> close the terminal?
[23:58:48] -!- zlog [[email protected]] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
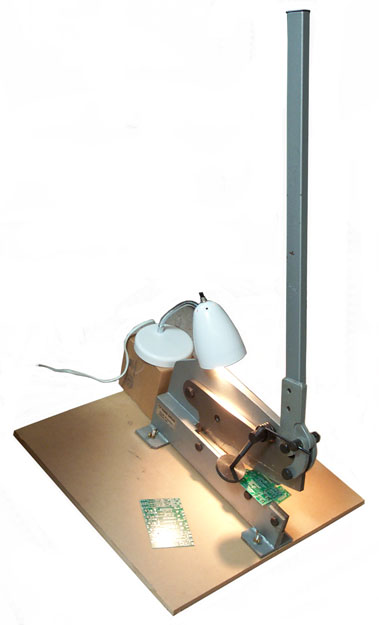{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}