Back
[00:01:24] -!- Nick001-Shop has quit [Quit: ChatZilla 0.9.88.2 [Firefox 14.0.1/20120713134347]]
[00:03:41] <ReadError_> thats what they call me, The Inebriator, i put bitches to sleep
[00:07:54] -!- sumpfralle1 [[email protected]] has joined #linuxcnc
[00:11:07] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[00:12:38] -!- sumpfralle [[email protected]] has joined #linuxcnc
[00:14:03] -!- andypugh has quit [Quit: andypugh]
[00:14:22] -!- sumpfralle1 has quit [Ping timeout: 252 seconds]
[00:16:48] -!- broofa has quit [Quit: Computer has gone to sleep.]
[00:19:32] -!- tlab [[email protected]] has joined #linuxcnc
[00:29:08] -!- morfic has quit [Ping timeout: 248 seconds]
[00:30:51] <ReadError_> hrmrmrmrm
[00:30:59] <ReadError_> taig lathes 10% off
[00:31:04] <ReadError_> might be time to score one...
[00:32:07] <alex4nder> nice
[00:36:01] -!- Keknom [[email protected]] has joined #linuxcnc
[00:36:01] <jdh> so you don't forget, order before midnight tomorrow!
[00:41:21] -!- tlab has quit [Quit: Leaving]
[00:43:44] -!- _bwg_ has quit [Read error: Connection reset by peer]
[00:44:34] -!- wd5jwy [[email protected]] has joined #linuxcnc
[00:50:08] -!- Guthur has quit [Remote host closed the connection]
[01:05:39] -!- zzolo has quit [Client Quit]
[01:12:35] <wd5jwy> <jthornton>, are you around?
[01:20:22] -!- factor [factor!~factor@r74-195-182-168.msk1cmtc01.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[01:30:15] -!- tjb1 has quit [Quit: tjb1]
[01:47:06] -!- Keknom has quit [Quit: Leaving.]
[01:55:31] <jdh> connor: did you make a cover for the hole where the Z crank was?
[01:59:56] -!- tjb1 [[email protected]] has joined #linuxcnc
[02:04:33] -!- broofa has quit [Quit: Computer has gone to sleep.]
[02:05:53] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[02:16:32] -!- skunkworks__ has quit [Ping timeout: 240 seconds]
[02:29:18] -!- phantoxeD has quit [Read error: Connection reset by peer]
[02:29:35] -!- phantoxeD [[email protected]] has joined #linuxcnc
[02:42:47] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[03:04:43] -!- broofa has quit [Ping timeout: 245 seconds]
[03:05:54] -!- tjb1 has quit [Quit: tjb1]
[03:17:39] -!- skunkworks__ [skunkworks__!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[03:49:59] -!- zzolo has quit [Quit: zzolo]
[04:46:49] -!- dimas [[email protected]] has joined #linuxcnc
[04:53:41] -!- psha[work] [psha[work][email protected]] has joined #linuxcnc
[04:54:44] -!- kb8wmc has quit [Ping timeout: 244 seconds]
[05:03:09] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:05:04] -!- Fox_Muldr [[email protected]] has joined #linuxcnc
[05:09:35] -!- kb8wmc [[email protected]] has joined #linuxcnc
[05:15:53] -!- JT-Shop-2 [[email protected]] has joined #linuxcnc
[05:15:54] -!- JT-Shop has quit [Read error: Connection reset by peer]
[05:23:13] -!- mhaberler [[email protected]] has joined #linuxcnc
[05:29:06] -!- wd5jwy has quit [Quit: ChatZilla 0.9.88.2 [Firefox 14.0.1/20120713225625]]
[05:29:07] -!- olsson has quit [Read error: Connection reset by peer]
[05:36:26] <Jymmm> Anyone know where to find 6-40 x 2 screw for less than $1.50/ea
[05:57:56] Cylly2 is now known as Loetmichel
[05:58:53] <Loetmichel> mornin'
[06:02:43] <Jymmm> ug
[06:41:41] -!- vladimirek [[email protected]] has joined #linuxcnc
[06:45:07] -!- odogono has quit [Ping timeout: 252 seconds]
[06:45:08] -!- jpk has quit [Ping timeout: 245 seconds]
[06:46:38] <Jymmm> Loetmichel: you awake yet?
[06:49:07] -!- vladimirek has quit [Remote host closed the connection]
[06:54:13] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:54:27] <DJ9DJ> moin
[06:54:55] <Jymmm> DJ9DJ: You're early, come back in 6m ;)
[06:57:55] jpk1 is now known as jpk
[06:58:06] -!- jpk has quit [Changing host]
[06:58:28] -!- jthornton has quit [Ping timeout: 245 seconds]
[06:58:43] -!- JT-Shop-2 has quit [Ping timeout: 268 seconds]
[06:59:53] -!- emel has quit [Excess Flood]
[07:00:04] -!- JT-Shop [[email protected]] has joined #linuxcnc
[07:00:41] -!- jthornton [[email protected]] has joined #linuxcnc
[07:02:33] -!- jthornton_ [[email protected]] has joined #linuxcnc
[07:02:33] -!- jthornton has quit [Read error: Connection reset by peer]
[07:09:06] -!- crib has quit [Ping timeout: 264 seconds]
[07:10:05] -!- crib [[email protected]] has joined #linuxcnc
[07:11:00] -!- rob_h [[email protected]] has joined #linuxcnc
[07:57:06] -!- bmwyss has quit [Ping timeout: 264 seconds]
[07:57:06] bmwyss__ is now known as bmwyss
[07:58:24] -!- bmwyss has quit [Remote host closed the connection]
[07:59:11] -!- bmwyss_ has quit [Ping timeout: 240 seconds]
[08:03:29] -!- bmwyss has quit [Ping timeout: 272 seconds]
[08:03:29] bmwyss___ is now known as bmwyss
[08:04:48] -!- bmwyss_ has quit [Ping timeout: 252 seconds]
[08:05:51] -!- bmwyss__ has quit [Ping timeout: 240 seconds]
[08:13:37] -!- bengan has quit [Excess Flood]
[08:13:43] -!- bengan [[email protected]] has joined #linuxcnc
[08:16:05] -!- vladimirek [[email protected]] has joined #linuxcnc
[08:22:09] -!- alex_joni has quit [Ping timeout: 256 seconds]
[08:23:36] -!- amaldo [amaldo!~amaldo@pdpc/supporter/student/amaldo] has parted #linuxcnc
[08:23:40] -!- amaldo [amaldo!~amaldo@pdpc/supporter/student/amaldo] has joined #linuxcnc
[08:24:39] ybon is now known as log_ybon
[08:27:53] -!- cncbasher_ [cncbasher_!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[08:28:02] -!- alex_joni [alex_joni!~alex_joni@emc/board-of-directors/alexjoni] has joined #linuxcnc
[08:28:02] -!- mode/#linuxcnc [+v alex_joni] by ChanServ
[08:38:09] -!- mhaberler has quit [Quit: mhaberler]
[08:42:30] -!- mhaberler [[email protected]] has joined #linuxcnc
[08:43:11] -!- odogono has quit [Read error: Connection reset by peer]
[08:50:40] -!- r00t4rd3d_ [[email protected]] has joined #linuxcnc
[08:50:50] -!- r00t4rd3d has quit [Read error: Connection reset by peer]
[08:56:45] -!- odogono has quit [Ping timeout: 252 seconds]
[08:56:45] odogono_ is now known as odogono
[08:58:30] <Loetmichel> Jymmm: i am working since roughly three hours
[08:58:42] <Loetmichel> just found the time ti look at the IRC ;)
[09:02:51] -!- odogono has quit [Read error: Connection reset by peer]
[09:09:32] -!- DJ9DJ_ [DJ9DJ_!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[09:09:37] -!- PCW_ [[email protected]] has joined #linuxcnc
[09:09:42] -!- DJ9DJ has quit [Disconnected by services]
[09:09:44] DJ9DJ_ is now known as DJ9DJ
[09:10:54] -!- odogono has quit [Read error: Connection reset by peer]
[09:10:54] odogono_ is now known as odogono
[09:16:49] -!- PCW has quit [*.net *.split]
[09:16:49] -!- mattswe has quit [*.net *.split]
[09:16:50] -!- beawesomeinstead has quit [*.net *.split]
[09:16:50] -!- MattyMatt has quit [*.net *.split]
[09:19:27] <Jymmm> Loetmichel: Just because you are at work, doens't mean your awake =)
[09:21:08] <Loetmichel> Jymmm: right. i had times when my colleauges said something like "you look like a pyjama on autopilot" ;-)
[09:21:19] <Jymmm> lol
[09:21:26] <Jymmm> Loetmichel: See, there ya go =)
[09:23:38] -!- MattyMatt [[email protected]] has joined #linuxcnc
[09:30:02] -!- odogono has quit [Read error: Connection reset by peer]
[09:37:56] -!- pcw_home has quit [Ping timeout: 248 seconds]
[09:39:34] <Tom_itx> 6-40 x 2? you mean a double lead screw?
[09:42:20] <Tom_itx> or 2" long?
[09:47:14] -!- pcw_home [[email protected]] has joined #linuxcnc
[10:10:59] -!- toastydeath has quit [Read error: Connection reset by peer]
[10:11:23] -!- toastydeath [[email protected]] has joined #linuxcnc
[10:14:07] -!- PhoenixMage1 [PhoenixMage1!~Phoenix@CPE-120-146-192-94.static.vic.bigpond.net.au] has joined #linuxcnc
[10:14:12] -!- PhoenixMage has quit [Ping timeout: 248 seconds]
[10:21:23] -!- vladimirek has quit [Remote host closed the connection]
[10:28:01] -!- gmagno [[email protected]] has joined #linuxcnc
[10:29:43] -!- JT-Shop has quit [Read error: Connection reset by peer]
[10:29:44] -!- jthornton_ has quit [Read error: Connection reset by peer]
[10:30:59] -!- jthornton_ [[email protected]] has joined #linuxcnc
[10:31:05] -!- JT-Shop [[email protected]] has joined #linuxcnc
[10:32:24] jthornton_ is now known as jthornton
[10:40:58] -!- Valen [[email protected]] has joined #linuxcnc
[10:41:15] -!- mhaberler has quit [Quit: mhaberler]
[11:01:57] -!- Valen has quit [Quit: Leaving.]
[11:30:43] <jthornton> os.system("%s/bin/halshow.tcl -- -ini %s" % (self.tcl_dir,self.ini_name)) launches halshow but I can not do anything in the gui
[11:31:02] <jthornton> how do I launch it as a separate window?
[11:39:15] norayr is now known as noch
[11:43:53] -!- servos4ever [servos4ever!~chatzilla@74-45-201-215.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:47:12] -!- theos has quit [Excess Flood]
[11:47:19] -!- sumpfralle [[email protected]] has joined #linuxcnc
[11:47:53] <jthornton> or new window might be a better description
[11:48:13] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[11:54:56] -!- theos has quit [Read error: Connection reset by peer]
[11:55:26] -!- bmwyss has quit [Ping timeout: 265 seconds]
[11:55:57] -!- bmwyss_ has quit [Ping timeout: 268 seconds]
[11:57:22] -!- factor has quit [Quit: Leaving]
[11:59:12] -!- jthornton_ [[email protected]] has joined #linuxcnc
[11:59:13] -!- jthornton has quit [Read error: Connection reset by peer]
[12:03:51] -!- tronwizard has quit [Ping timeout: 240 seconds]
[12:05:24] -!- r00t4rd3d_ has quit [Quit: Leaving]
[12:05:51] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[12:11:05] <r00t4rd3d> "My Dearest in The Lord - KINDLY OPEN THE ATTACHED FILE"
[12:11:08] <r00t4rd3d> spammers
[12:12:33] <r00t4rd3d> damn Googles new tablet is out
[12:12:35] <r00t4rd3d> 199 lol
[12:16:00] -!- sumpfralle has quit [Quit: Leaving.]
[12:16:06] -!- sumpfralle [[email protected]] has joined #linuxcnc
[12:17:10] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[12:17:30] -!- mhaberler [[email protected]] has joined #linuxcnc
[12:25:03] -!- the_wench has quit [Ping timeout: 272 seconds]
[12:25:11] -!- logger[mah] has quit [Remote host closed the connection]
[12:25:21] -!- logger[mah] [logger[mah][email protected]] has joined #linuxcnc
[12:26:57] -!- archivist has quit [Ping timeout: 272 seconds]
[12:27:57] -!- logger[mah] has quit [Remote host closed the connection]
[12:28:03] -!- logger[mah] [logger[mah][email protected]] has joined #linuxcnc
[12:29:57] -!- logger[mah] has quit [Remote host closed the connection]
[12:30:03] -!- logger[mah] [logger[mah][email protected]] has joined #linuxcnc
[12:30:03] -!- logger[mah] has quit [Read error: Connection reset by peer]
[12:30:09] -!- logger[mah] [logger[mah][email protected]] has joined #linuxcnc
[12:34:22] -!- DJ9DJ has quit [Remote host closed the connection]
[12:34:48] -!- DJ9DJ_ [DJ9DJ_!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[12:34:59] DJ9DJ_ is now known as DJ9DJ
[12:45:53] -!- archivist [[email protected]] has joined #linuxcnc
[12:46:05] <r00t4rd3d> http://i.imgur.com/efGyU.jpg
[12:46:10] <r00t4rd3d> that is pretty sweet
[12:46:39] <awallin> hah.. and 3x 24" is still cheaper than one 30" screen
[12:47:23] <awallin> you'd have to have them mounted quite low though.. the ergonomic positioning is with the top edge of the screen at eye-level
[12:47:45] <cradek> I'm surprised to learn that there are "Men's Health" nuts
[12:53:09] -!- the_wench [[email protected]] has joined #linuxcnc
[12:54:52] jthornton_ is now known as jthornton
[12:55:24] <jthornton> can anyone spot my syntax error? os.spawnv(os.P_NOWAIT, "%s/bin/halshow.tcl", "-- -ini %s % (self.tcl_dir,self.ini_name))
[12:55:52] <awallin> missing "
[12:55:52] <jthornton> this one works but is not what I want os.system("%s/bin/halshow.tcl -- -ini %s" % (self.tcl_dir,self.ini_name))
[12:55:53] <awallin> ?
[12:55:59] <cradek> you have three "
[12:56:11] <jthornton> ok see it now thanks
[12:56:20] <cradek> shoot for an even number :-)
[12:57:59] -!- t3cht|_ has quit [Client Quit]
[12:58:13] <jthornton> now it says "global name s not defined" so it don't like the string os.spawnv(os.P_NOWAIT, "%s/bin/halshow.tcl", "-- -ini" %s % (self.tcl_dir,self.ini_name))
[12:58:37] <jthornton> maybe I see it
[12:58:38] <archivist> so I got my super upgrade....not
http://www.speedtest.net/result/2145060481.png
[13:01:23] -!- t3cht| has quit [Ping timeout: 245 seconds]
[13:02:18] <jthornton> now a cryptic error message that monkey see monkey do has a puzzled look on his face
[13:02:21] <jthornton> os.spawnv(os.P_NOWAIT, "%s/bin/halshow.tcl", "-- -ini %s" % (self.tcl_dir,self.ini_name))
[13:02:21] <jthornton> TypeError: not all arguments converted during string formatting
[13:02:47] <awallin> %s is supposed to match one string, not a tuple?
[13:03:45] <awallin> "%s blabla" % string1 , "bla bla %s" % string2
[13:03:46] <awallin> maybe
[13:03:54] <jthornton> ok
[13:07:44] <jthornton> well I'm down to no error and no worky... be back later to try some more
[13:12:05] -!- raju_a2a has quit [Ping timeout: 245 seconds]
[13:12:34] <r00t4rd3d> archivist, lol
[13:12:42] <r00t4rd3d> is ur site any faster?
[13:18:15] <awallin> archivist: I got 800Mbps last time I tried that on my GigE connection at work. eat my shorts.
[13:22:05] -!- gmagno has quit [Ping timeout: 260 seconds]
[13:26:45] -!- odogono has quit [Quit: odogono]
[13:28:41] <jthornton> this command works to launch halshow but stops the python file so I'm trying to port that to os.spawn... any ideas on which one I should try?
[13:28:43] <jthornton> os.system("%s/bin/halshow.tcl -- -ini %s" % (self.tcl_dir,self.ini_name))
[13:33:40] <awallin> the python docs seem to suggest subprocess.call() is better
[13:46:19] <jthornton> ok, I'll look at that
[13:49:03] <jthornton> looks like subprocess.call waits for the command to complete which is not what I want I think
[13:53:18] -!- FinboySlick [[email protected]] has joined #linuxcnc
[13:54:02] <awallin> http://docs.python.org/library/subprocess.html#subprocess.Popen
[14:01:41] <r00t4rd3d> ReadError_,
http://vimeo.com/46546886
[14:01:51] <r00t4rd3d> rc car quadcopter
[14:11:26] -!- grummund has quit [Ping timeout: 272 seconds]
[14:15:58] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[14:20:18] -!- zzolo has quit [Quit: zzolo]
[14:21:12] -!- noch has quit [Quit: Leaving.]
[14:23:38] <jthornton> well I got Popen to work with gedit
[14:25:55] <Jymmm> Popen?
[14:27:04] <jthornton> awallin, the magic is subprocess.Popen([self.tcl_dir, self.ini_name])
[14:27:56] <jthornton> read back a few lines Jymmm
[14:28:33] <jdh> isn't popen() deprecated?
[14:29:04] <jthornton> this is so cool! my gui and halshow side by side
[14:29:24] <jthornton> subprocess.Popen() is the latest
[14:30:24] <jthornton> I finally found this example subprocess.Popen(["/bin/mycmd", "myarg"]) and saw the light
[14:31:42] -!- gmagno [[email protected]] has joined #linuxcnc
[14:32:16] -!- i_tarzan has quit [Read error: Connection reset by peer]
[14:34:28] <jdh> the Popen doesn't block?
[14:36:28] <JT-Shop> block?
[14:36:39] <jdh> wait until the command complees.
[14:36:42] <jdh> or completes
[14:37:18] -!- gmagno has quit [Quit: Leaving]
[14:37:43] * cpresser uses pthreads if there are blocking IOs in the program :)
[14:37:45] <JT-Shop> no, it just returns something
[14:39:54] <cpresser> for some IOs you can also define timeouts for blocking access (at least for serial read)
[14:42:49] -!- JT-Shop has quit [Read error: Connection reset by peer]
[14:43:16] -!- JT-Shop [[email protected]] has joined #linuxcnc
[14:47:30] -!- grummund has quit [Ping timeout: 264 seconds]
[14:48:51] -!- kb8wmc has quit [Quit: ChatZilla 0.9.88.2 [Firefox 14.0.1/20120713225625]]
[14:51:19] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[14:52:00] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[14:56:34] -!- broofa has quit [Quit: Computer has gone to sleep.]
[15:07:21] -!- psha[work] has quit [Quit: Lost terminal]
[15:15:41] <Connor> jdh: No, Not yet.. I'll get to it.. kinda low on my priority list.
[15:18:04] <jdh> same hole pattern as the black hat thingie that covered the top of the Z
[15:18:56] <jdh> if I ever brought it inside, I'd cam a cover
[15:19:10] -!- carsten_de_ms_ has quit [Quit: Ex-Chat]
[15:26:45] <Connor> Ah.
[15:30:39] <Jymmm> That just sounds dirty for some reason.
[15:31:18] <jdh> been a while, huh.
[15:31:29] <jdh> you don't need to answer that.
[15:34:21] <Jymmm> jdh: Since you asked... Here's the full 3D video with multiple viewing angles and smellovision
[15:35:27] -!- jpk has quit [Read error: Operation timed out]
[15:35:29] <Connor> Jymmm: Dude, your so not right....
[15:36:17] <Jymmm> Connor: Oh come on, it was just a take off of the old grosser than gross jokes
[15:36:40] <Jymmm> it wasn't THAT bad
[15:37:03] <Connor> Jymmm: It wasn't just that joke.. :)
[15:38:07] <Jymmm> Connor: do tell
[15:49:21] -!- sumpfralle [[email protected]] has joined #linuxcnc
[15:50:48] -!- zux0r [[email protected]] has joined #linuxcnc
[15:50:58] -!- zux0r [[email protected]] has parted #linuxcnc
[15:52:14] <Jymmm> Newspaper column reader response: "To all you hunters who kill animals for food, shame on you; you ought to go to the store and buy the meat that was made there, where no animals were harmed."
[15:56:01] <Jymmm> "County to pay $250,000 to advertise lack of funds"
http://www.vijaybangaru.com/2007/09/27/your-tax-dollars-at-work/
[16:02:07] -!- psha [[email protected]] has joined #linuxcnc
[16:10:38] -!- geo01005 has quit [Ping timeout: 265 seconds]
[16:14:03] -!- syyl [[email protected]] has joined #linuxcnc
[16:26:03] -!- bedah [[email protected]] has joined #linuxcnc
[16:30:00] -!- toastyde1th [[email protected]] has joined #linuxcnc
[16:31:54] -!- toastydeath has quit [Ping timeout: 252 seconds]
[16:39:58] <theos> if they make more than $250,000 due to the ad, its a good investment
[16:42:24] -!- maximilian_h [[email protected]] has joined #linuxcnc
[16:42:32] -!- maximilian_h has quit [Client Quit]
[16:42:39] -!- emel has quit [Excess Flood]
[16:45:01] -!- emel has quit [Read error: Connection reset by peer]
[17:04:09] -!- djcoin has quit [Quit: WeeChat 0.3.2]
[17:05:43] -!- IchGuckLive [[email protected]] has joined #linuxcnc
[17:06:00] <IchGuckLive> Hi all around the Globe
[17:06:16] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[17:12:20] -!- taiden-cnc [[email protected]] has joined #linuxcnc
[17:12:30] <taiden-cnc> whats up play ers
[17:12:44] <IchGuckLive> B)
[17:12:49] <IchGuckLive> D525 working
[17:12:57] <taiden-cnc> IchGuckLive: like a well lubricated something
[17:12:59] <Jymmm> taiden-cnc: Ghetto CNC ?
[17:13:09] <taiden-cnc> Ghetto CNC is in da houz
[17:13:16] <Jymmm> hahahaha
[17:13:44] <Jymmm> taiden-cnc: houz music a la steppers?
[17:13:47] taiden-cnc is now known as taiden-ghetto-cn
[17:13:57] taiden-ghetto-cn is now known as taiden-ghettocnc
[17:14:10] <taiden-ghettocnc> you know it boii
[17:14:18] <IchGuckLive> taiden-cnc: so now go and get the parts tgeter
[17:14:22] <taiden-ghettocnc> i just turned back on my bashlash comp
[17:14:28] <taiden-ghettocnc> now my circles are circles again!
[17:14:40] <taiden-ghettocnc> like this: O
[17:14:46] <taiden-ghettocnc> not like this: ()
[17:14:52] <taiden-ghettocnc> or this: []
[17:14:58] <taiden-ghettocnc> especially not this: {}
[17:15:23] <IchGuckLive> as it shoudt be
[17:15:44] <IchGuckLive> http://www.nrlmry.navy.mil/TC.html isaac eye is forming
[17:16:17] <IchGuckLive> is there a national wether stream in the USA
[17:20:01] -!- JT-Shop has quit [Read error: Connection reset by peer]
[17:20:02] -!- jthornton has quit [Write error: Connection reset by peer]
[17:20:04] <taiden-ghettocnc> yeah
[17:20:09] <taiden-ghettocnc> it's my window :)
[17:20:24] <taiden-ghettocnc> IchGuckLive: can we send emc2 the command to home from an .ngc file?
[17:20:33] <IchGuckLive> http://www.ustream.tv/
[17:20:35] <taiden-ghettocnc> i want to cut, home, cut, home, etc
[17:20:49] <IchGuckLive> WHY
[17:21:04] <taiden-ghettocnc> because everything should be more complicated than it needs to be
[17:21:18] -!- JT-Shop [[email protected]] has joined #linuxcnc
[17:21:36] <IchGuckLive> taiden-ghettocnc: you can
[17:21:48] -!- jthornton [[email protected]] has joined #linuxcnc
[17:25:03] -!- micges [[email protected]] has joined #linuxcnc
[17:25:25] <IchGuckLive> taiden-ghettocnc: via Mcodes
[17:30:46] <cpresser> IchGuckLive: which MCode does home your machine?
[17:31:16] <IchGuckLive> i use the button
[17:31:27] <IchGuckLive> you can remap the M codes
[17:32:13] <cpresser> i also have buttons; but they move to home; they dont home the machine
[17:32:28] <cpresser> so i was wondering which code actually triggers a homing cycle
[17:35:12] <Jymmm> cpresser: what's the difference?
[17:35:49] <cpresser> Jymmm: homing = searching for the home-position-switch
[17:35:53] -!- ktchk [[email protected]] has joined #linuxcnc
[17:35:53] <taiden-ghettocnc> yeah
[17:36:06] <taiden-ghettocnc> i have a few production based files
[17:36:18] <taiden-ghettocnc> would like to home automatically
[17:36:22] <taiden-ghettocnc> between files
[17:36:26] <cpresser> 'rapid2home' might give a different position than 'homing' if your steppers lost steps :)
[17:36:46] <taiden-ghettocnc> to maintain consistency with steppers
[17:36:52] <IchGuckLive> halui.joint.x.home
[17:37:04] <Jymmm> cpresser: And 'homing' is what you have currently?
[17:37:37] <cpresser> i use the Axis-GUI to home my machine after startup
[17:38:01] <Jymmm> cpresser: but the button you were speaking of
[17:38:26] <cpresser> Jymmm: that is done via pyvcp and "MDI_COMMAND" in the ini
[17:38:43] <cpresser> its a simple button which calls 'G53 G0 X0 Y0 Z0 A0'
[17:39:09] <Jymmm> cpresser: I'm asking it's functionality... search for switches -OR- just move to home location?
[17:39:51] <cpresser> currently mine just rapids to home, without a search for switches (since it is not available through MDI)
[17:40:07] <Jymmm> ok
[17:40:18] <Jymmm> I thought there was a HOME button already?
[17:40:33] <cpresser> but i am looking forward to implement a custom M-Code which triggers "halui.joint.x.home", so i can home from MDI
[17:40:49] <cpresser> Jymmm: there is. but taiden-ghettocnc is asking how to home from within a ngc-file :)
[17:41:07] <cpresser> we kinda lost the topic here^^
[17:41:13] <IchGuckLive> via O word MDI command
[17:41:30] <Jymmm> Hmmm, shouldn't that be part of a "pre ngc" file operation?
[17:41:31] <cradek> you can't do that, since homing can only happen in manual mode
[17:42:02] <IchGuckLive> MDI_COMMAND o<Home> call
[17:42:29] <taiden-ghettocnc> yeah
[17:43:13] <taiden-ghettocnc> i'll have to give it a go
[17:43:19] <IchGuckLive> postgui.hal net Home halui.mdi-command-00 => halui.joint.x.home
[17:43:20] <taiden-ghettocnc> i also have to get cracking on a GUI for my parts
[17:43:36] <cradek> again, you can't do that, since homing can only happen in manual mode
[17:43:45] <taiden-ghettocnc> :[
[17:43:48] <cpresser> cradek: so triggering the halui-pins wia MDI will throw an error?
[17:43:52] <cradek> yes
[17:44:20] <Jymmm> why?
[17:44:40] <IchGuckLive> so only G53 to near the poin and then Hit F3 unhome and rehome
[17:45:06] <cradek> why do you want to home more than once?
[17:45:34] <IchGuckLive> for steploss rset on chees Touters
[17:45:45] <cpresser> cradek: because 'bad machines' lose steps. and some people try to work around it instead of fixing the machine :)
[17:45:58] <cradek> oh, ick
[17:46:03] <IchGuckLive> cpresser: You got the candy
[17:46:04] <cpresser> in the end, i ended up fixing my machine^^
[17:46:28] <cradek> a home switch is probably not repeatable to less than a step anyway, so you're trading one problem for another
[17:47:01] <IchGuckLive> cradek: but more precise then a chees
[17:47:36] <IchGuckLive> i wored on this on NC-frs at the cnc beginning
[17:48:02] <IchGuckLive> and i did this on every part
[17:48:31] <IchGuckLive> there where a entry in the settings home after every M2
[17:49:16] <cpresser> when you are losing steps we are not taking about 1-2 steps. but as stated above, its a problem which has to be fixed mechanically
[17:49:51] <IchGuckLive> agree on this as it is only a workaround for BAD BAD behavior
[17:49:55] <cpresser> splitting jobs and re-homing is just an ugly workaround
[17:50:09] <IchGuckLive> no need to be fixed on cradek or any other programmer
[17:50:43] <cradek> my experience is that a misconfigured stepper machine won't lose a step here and there - it'll stall and you'll have gross position loss, ruining the work and making it unsafe (in general) to home anyway
[17:50:56] <IchGuckLive> SOMeONE in the path of isacc
[17:52:48] <IchGuckLive> cradek: agree on that i did a complede remount on my big stepper router as it showed this behavior
[17:53:03] <cpresser> one of my early stepper-fails (prior to switching to emc2):
http://imagebin.org/226184 the engraving is supposed to be exacly inside the outline
[17:54:00] <Jymmm> I have had stalls and have been able to recover from many of them without scraping the workpiece.
[17:55:13] <IchGuckLive> everybody here seams to got once to that stall probem
[17:55:25] <IchGuckLive> as we all force the max out of the system
[17:55:26] -!- Guthur [[email protected]] has joined #linuxcnc
[17:58:49] <IchGuckLive> ok thanks for the info BY
[17:58:54] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 14.0.1/20120713225625]]
[18:00:39] -!- broofa has quit [Quit: Computer has gone to sleep.]
[18:09:52] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[18:30:02] -!- broofa has quit [Quit: Computer has gone to sleep.]
[18:35:07] -!- Nick001-Shop [[email protected]] has joined #linuxcnc
[18:48:00] <taiden-ghettocnc> I LOVE D525MW
[18:48:03] <taiden-ghettocnc> i love lamp
[18:48:17] * archivist lights the lamp
[18:48:43] <awallin> a lot of lamps are LEDs now. any love left over for those?
[18:49:21] <archivist> LEDs die just as easily
[18:49:57] <archivist> when abused by mi microscope psu :)
[18:50:01] <archivist> my
[18:50:39] <awallin> the smoke must not be let out..
[18:53:01] <archivist> is a rather rough dc with a pot to set voltage for the bulb, just I used a 12v led type, it only lasted about the same as incandescent
[18:58:47] <jdh> so, it's not so much of a PSU as an LED torture device.
[18:59:32] <archivist> it has no problem with a 50 watt halogen
[19:00:27] <archivist> and the led claimed to be a halogen replacement, so me being me, must try that
[19:01:23] <jdh> no small print? "only for use with current regulated supply"?
[19:01:31] <Jymmm> but a halogen isn't a constant current device.
[19:01:50] <Jymmm> one example
http://www.dealextreme.com/p/mr16-1-3w-650-700ma-constant-current-regulated-led-driver-8-40v-input-13557
[19:02:39] <jdh> I've replaced a lot of light-tower and indicator lights with drop-in LED replacments. Don't think I've any problems, but none are high-output devices.
[19:02:43] -!- sumpfralle [[email protected]] has joined #linuxcnc
[19:03:02] -!- i_tarzan [[email protected]] has joined #linuxcnc
[19:03:30] <archivist> no small print I remember about what 12v really meant :)
[19:04:13] -!- ktchk [[email protected]] has parted #linuxcnc
[19:05:10] <Jymmm> archivist: Here ya go, RC rainbow light
http://www.dealextreme.com/p/10w-rgb-led-driver-with-remote-controller-100921
[19:06:34] -!- andypugh has quit [Ping timeout: 272 seconds]
[19:07:06] <archivist> I am not about to buy junk off dx
[19:07:44] <Jymmm> well, that one was a joke, but there are a few gems on DX
[19:08:26] -!- dooley has quit [Quit: Page closed]
[19:08:37] <jdh> like... 48 condoms for $3.00us including shipping.
[19:09:03] <Jymmm> jdh: dnt forget the bonus 100 pregnacy tests for $1
[19:10:50] <Jymmm> archivist: If you care, there is an example constant current circuit using LM317 easily enough
[19:11:18] <Jymmm> it's in the National (now Ti) datasheet
[19:12:18] <archivist> are you trying to teach me to suck eggs
[19:13:34] <jdh> that is one 'saying' that I've never really understood.
[19:14:10] <Jymmm> http://users.telenet.be/davshomepage/current-source.htm
[19:14:58] <archivist> teaching granny to suck eggs is a reference to the fact that they are already good at it as they will be toothless at that age
[19:15:33] <jdh> is egg sucking something that .uk people do with often?
[19:15:37] <archivist> Jymmm, has failed to realise I am an electronics person in all the years I have lurked here
[19:15:54] -!- vladimirek [[email protected]] has joined #linuxcnc
[19:15:55] <jdh> I thought you were a gear maker.
[19:16:17] <archivist> that is a second/third/4th career
[19:16:27] <Jymmm> yet doesn't practice it with his own equipment even though he knows better.
[19:17:05] <archivist> Jymmm, the bulb was specced for 12v as is the psu
[19:17:29] <archivist> tolerance of one or the other is out
[19:17:32] <Jymmm> archivist: But LEDs are not VOLTAGE DRIVEN driven devices.
[19:17:38] <Jymmm> -driven
[19:17:56] <Jymmm> I was just suggesting a easily solution
[19:18:04] <archivist> Jymmm, did you read the packet containing the led I HAD
[19:18:49] <Jymmm> did it say INTERNALLY REGULATED?
[19:20:06] -!- tjb1 [[email protected]] has joined #linuxcnc
[19:20:19] <Jymmm> archivist: Damn dude, the LM317 was just a suggestion, quit being an ass about it.
[19:20:32] <archivist> some just dont say
http://www.ledcentre.uk.com/247-led-mr16/279-20-smd-power-5050-mr16-led-spot-light-bright-white-12-v-ac.html
[19:21:02] <archivist> hence I tested one and it failed
[19:22:10] <Jymmm> archivist: I know you have a clue, and we all test stuff, I just figured you could add that simple circuit into your existing PS and flip between halogen/led if you wanted to.
[19:22:13] <jdh> I have a microscope somewhere with a bad PSU. Wonder if I could use it for soldering.
[19:23:08] <Jymmm> I love LED's though some of this BIN stuff gets confusing.
[19:23:29] <Jymmm> it's difficult to keep on top of it all.
[19:23:58] <archivist> http://www.archivist.info/cnc/works/P1010237.JPG psu is hiding to the right rear
[19:25:26] <archivist> hand turning under a microscope is entertaining
[19:26:05] <Jymmm> Not as bright as halogen, but a couple of these toghether might output enough for microscope work
http://www.ikea.com/us/en/catalog/products/20169658/
[19:26:30] <Jymmm> the base comes off with just two screws to easily mount to an angle bracket.
[19:27:00] <Jymmm> Actually runs off 5V little PS that comes with it.
[19:28:15] <archivist> for delicate work you need serious illumination, most led's I have tried are not up to it yet
[19:28:18] <Jymmm> Hmmm, somebody is actually using it for that...
http://www.lmscope.com/produkt22/Makrofotografie_mit_IKEA_LED_JANSJOE_en.shtml
[19:30:07] <jdh> I like HID's, but they are not so great on the eyes in air.
[19:30:31] <Jymmm> jdh: Are the HID's THAT much better underwater ?
[19:31:02] <jdh> they are more focusable (tight beam is better for me) and I like the Temp. better
[19:31:21] <Jymmm> jdh: 5900K ?
[19:31:52] <Jymmm> jdh: or more the 3000K range
[19:31:55] <Jymmm> ?
[19:33:31] <jdh> 5900ish
[19:33:33] <Jymmm> Ah, detailed pics; also mounted to a tiag mill
http://toolingaround.ca/tml.html
[19:34:42] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[19:37:47] <Jymmm> jdh: is 5000K ok?
[19:37:55] <jdh> probably
[19:38:10] <jdh> with a 6-degree beam.
[19:40:31] <Jymmm> jdh: I LOVE this light, great throw, and surprisingly good flood too. I've used it for driving on fwy at night (as a test) and for searching for things
http://www.dealextreme.com/p/ultrafire-th-t60-ha-ii-xm-lt60-5-mode-1200-lumen-white-led-flashlight-with-strap-1-x-18650-57007
[19:40:45] <andypugh> You can tell you are too fat when you can swap a spoke in your bicycle wheel in 15 minutes.
[19:40:57] <Jymmm> jdh: How good for diving is another question.
[19:42:14] <Jymmm> jdh: and the modes may be annoying to you
[19:42:47] <Jymmm> jdh: pcw_home got a couple too if you want to ask his 2¢
[19:42:50] -!- archivist has quit [Ping timeout: 240 seconds]
[19:43:03] -!- the_wench has quit [Ping timeout: 245 seconds]
[19:43:35] <andypugh> I need to do some work on my motorbike headlights after crashing it. I wonder if I can swap the main beams for LEDs? The dips are HID and so bright that the Mains add almost nothing.
[19:44:03] <andypugh> (They just add a dull yellow glow around the edge of the dip pattern).
[19:45:01] <Jymmm> andypugh: They have (what they call) "drop in" modules. mostly for other handheld flashlights, but you could look into it
[19:46:08] <andypugh> Some of the dev cars have LED headlamps.
[19:46:25] <andypugh> Maybe I should prowl the crash-test parking area?
[19:46:45] -!- Cylly2 [[email protected]] has joined #linuxcnc
[19:47:14] <jdh> do headlamps and the like have to be approved by any governing body?
[19:47:24] <andypugh> Yes.
[19:47:30] <Jymmm> andypugh: example
http://www.dealextreme.com/p/5-cree-q5-1000-lumen-white-light-drop-in-led-module-52-7mm-42mm-8-4v-max-35243
[19:48:23] <tjb1> Hello everyone
[19:48:30] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[19:48:32] <jdh> http://shop.hidcountry.com/motorcycle-hid-kit-1/?gclid=CPHQk7CLi7ICFcHc4AodEhkAIg
[19:48:36] <Jymmm> jdh: someone made a dive light with it
http://www.dealextreme.com/p/5-cree-r2-1200-lumen-white-light-drop-in-led-module-52-7mm-42mm-8-4v-max-35241
[19:48:50] <jdh> I'm not diving with dx crap
[19:50:34] <andypugh> jdh: I can't (legally) put HIDs in the Main beams, because the bulb is visible. The dips are Projector, so are allowed.
[19:52:00] <Jymmm> jdh: you could test it while diving with your main light
[19:52:16] <Jymmm> http://www.candlepowerforums.com/vb/showthread.php?272061-SKU-26106-5xCree-15W-driver-schematics-12V-mod/page3
[19:54:18] <tjb1> Im getting irritated with cncrouterparts, told me the stuff would ship yesterday and absolutely no updates to the order.
[19:54:59] <jdh> remember back when you had to tear teh order form out of the back of the magazine, send them a money order and waith 6-8 weeks for delivery?
[19:56:08] -!- archivist [[email protected]] has joined #linuxcnc
[19:56:27] <Connor> I ordered stuff from Digi key COD as a kid..
[19:56:29] <Connor> try that now..
[19:56:50] <jdh> now you get pissed if you don't get tracking info right away.
[19:57:04] <jdh> my W1 drill rod from mcmaster is out for delivery
[19:57:21] -!- chippy has quit [Remote host closed the connection]
[19:57:34] <Connor> that for you trying to make your own TTS holders?
[19:57:36] <Connor> the 1.5" stuff?
[19:57:37] <jdh> wish I could text the driver "it weighs 20 lbs, don't deliver it if it only weighs 6 oz"
[19:57:39] -!- the_wench [[email protected]] has joined #linuxcnc
[19:57:46] <jdh> yeah
[19:58:29] <tjb1> Its been 7 days since I ordered...
[19:58:29] <Connor> You would have been better off if they just stuck a label to the bar itself and called it done.
[19:58:31] <Jymmm> Heh, FedEx has a new service offering called 'FedEx SmartPost'. They take it mot of the way, then hand it over to the USPS for the last haul.
[19:58:31] <jdh> I have kind of lost interest now though. Got another 3/4" collet and ground the top down so the holders will sit flush against the spindle
[19:58:42] <tjb1> Thats not new Jymmm
[19:58:45] <jdh> Jymmm: no really new, takes for-fucking-ever
[19:58:51] <jdh> weeks
[19:58:53] <tjb1> UPS also has something like that
[19:59:02] <tjb1> UPS Basic
[19:59:23] <jdh> puts the snail back in snailmail
[19:59:25] <Jymmm> Oh, new to me. I usually never mail order.
[19:59:33] <jdh> I think there logo is a snail
[19:59:56] <Connor> I like USPS as far as Priority mail..
[20:00:12] <Connor> they even deliver on Saturdays...
[20:00:12] <jdh> me too, but it's a pain to drop off for me.
[20:00:16] <jdh> fedex ground/home does Sat.
[20:00:20] <Connor> and typically cheaper.
[20:00:29] <Jymmm> jdh: drop off?
[20:00:37] <Connor> jdh: You can schedule pickup for USPS for priority packages.
[20:00:44] <Jymmm> for free
[20:01:51] <Connor> When we ran a online store.. we used USPS almost exclusively.. and if we had a single Priority package, they would come and pick everything up..
[20:01:54] -!- broofa has quit [Quit: Computer has gone to sleep.]
[20:01:58] <jdh> http://static.woot.com/Images/Icons/64x64/SmartPost1.png
[20:02:08] <Connor> We just stuck them outside in a patio box.
[20:02:53] <Jymmm> You CAN use Priority Mail for inernational too, I just never have
[20:02:58] <Jymmm> international
[20:03:25] <Connor> Filling out the forms for international sucks... no matter WHO you use.
[20:03:52] <Jymmm> Connor: They dont want hand forms anymore, all online is prefered now
[20:04:41] <Connor> you still have to have the customs form that goes in the pouch on the item.
[20:04:50] <Jymmm> Connor: If you have a USPS account, you can send international for pickup for under 4lbs iirc
[20:05:17] <Jymmm> Connor: Well I'm speaking the CN22
[20:06:25] <Jymmm> Connor: err 13ounces
[20:08:31] <tjb1> How do the chinese on ebay sell stuff on ebay with free shipping and then pay more to ship it then the item cost?
[20:08:35] <Jymmm> Connor: pickup
http://pe.usps.gov/text/imm/immc2_015.htm#ep2368072
[20:09:36] <Connor> tjb1: Because they still win in the end by taking that business away from the US ?
[20:09:38] <tjb1> Ive paid $.75 for something that they paid $1.80 to ship
[20:09:56] <jdh> .cn subsidized shipping (and currency)
[20:10:30] -!- archivist has quit [Ping timeout: 240 seconds]
[20:10:33] <tjb1> It said right on the envelop $1.80 ship
[20:10:33] -!- the_wench has quit [Ping timeout: 245 seconds]
[20:10:45] <Jymmm> tjb1: Did it say USD ?
[20:10:55] <tjb1> yes
[20:11:05] <Jymmm> Really?
[20:11:13] <Jymmm> "$1.80 USD"
[20:11:19] <tjb1> pretty sure
[20:11:32] <Jymmm> Mine never have is why I was asking.
[20:11:34] <tjb1> Not that many $ out there anyway and the US is probably the lowest of them all
[20:12:41] <Jymmm> some of those (Like DX) do such mass mailing, typically ground, that they probably get a serious discount
[20:13:06] <Jymmm> as much as they can shove in a cargo container for a flat rate
[20:22:55] -!- geo01005 [[email protected]] has joined #linuxcnc
[20:23:51] -!- archivist [[email protected]] has joined #linuxcnc
[20:27:28] <PCW_> Well rats got the Gigabyte525 and the Hudson MB to test and both need DDR3 memory
[20:27:30] <PCW_> which I do not have unless I want to rob a desktop and anger some employee
[20:28:55] -!- wboykinm has quit [Remote host closed the connection]
[20:29:48] <jdh> go for it.
[20:30:40] <Jymmm> PCW_: Tell them it's in the name of science!
[20:31:51] <Jymmm> Hmmm, the gigabyte uses a realtek nic chipset, boo hiss hiss
[20:33:10] <Connor> Drill Rod not the same as Cold Rolled Steel is it ?
[20:33:15] <andypugh> No.
[20:33:29] <syyl> no, drill rod is a toolsteel, OD ground
[20:33:36] <PCW_> I suspect it will be pretty much identical to the Intel D525 (other than memory)
[20:33:52] <Connor> http://madmodder.net/index.php?topic=3523.0
[20:33:59] <Connor> Says he used drill rod..
[20:35:06] <jdh> small stuff is pretty cheap, and might not fall out of the box/tube.
[20:35:49] <Connor> needing a internal threading boring bar.. looks like I'm going to have to make it.
[20:38:14] -!- draig [[email protected]] has joined #linuxcnc
[20:38:20] <Connor> Thoughts on that ?
[20:38:45] <jdh> looks good. Might be easier to grind one though?
[20:38:56] <syyl> and withstand more abuse
[20:39:13] <syyl> a tool made from drillrod will not stand very long
[20:39:19] <Connor> jdh: My grinder sucks..
[20:39:25] <jdh> mine too!
[20:39:34] <syyl> or get komet thread turning tools
[20:39:38] <Jymmm> syyl: as opposed to?
[20:39:39] <Connor> I have a mini benchtop 3" wheels
[20:39:53] <Connor> syyl: This is for a one off deal..
[20:39:53] <syyl> opposed to anythinge else
[20:40:13] <Jymmm> syyl: No, I'm really asking here.
[20:40:18] -!- Guthur has quit [Ping timeout: 264 seconds]
[20:40:23] <Connor> Looks like he heats up the drill rod and cools it off in water to harden it.
[20:40:29] <syyl> and i answered really
[20:40:32] <syyl> Connor
[20:40:43] <syyl> heat until its not attracted by a magnet any more
[20:40:46] <syyl> then quench
[20:41:03] <syyl> that will get dril rod glas-hard
[20:41:27] <syyl> then remove the scale by buffing/sanding
[20:41:32] -!- psha has quit [Quit: zzz]
[20:41:33] <Jymmm> syyl: drill rod is worse than rebar? (I really don't know)
[20:41:41] <Connor> Okay, what If it's not true drill rod.. say just some cold rolled rod I get from the box store ?
[20:41:51] <syyl> and heat again, until it gets straw yellow, then quench again
[20:42:13] <syyl> "some cold rolled" will probably not have enough carbon in it
[20:42:24] <syyl> to allow hardening
[20:42:51] <Connor> why the 2nd heat and quench ?
[20:43:08] <Jymmm> hardening is the "bonding" of the carbon atoms in the alloy?
[20:43:17] <syyl> from the glowing/quenching its brittle and glas hard
[20:43:21] <syyl> it might break
[20:43:42] <syyl> the second process is called annealing
[20:43:50] <syyl> and makes it springy-hard
[20:43:51] <syyl> :D
[20:44:30] <Jymmm> syyl: hardening is the "bonding" / "alignment" of the carbon atoms in the alloy?
[20:44:37] <syyl> use wikipedia
[20:44:43] <syyl> i am no metallurgalist
[20:44:55] <syyl> metallurgist
[20:45:38] <Connor> I have 2 options. make one like that guy.. Or try to grind down a HSS blank I have (I have a few).. I've never ground bits before..
[20:45:52] <jdh> connor: $9.17 for 12" of 0.75 from mcmaster
[20:45:55] -!- grummund has quit [Ping timeout: 244 seconds]
[20:46:53] <Connor> and my mini grinder isn't up for it. I can borrow my father-in-laws 5" grinder. and try the HSS, or see about digging up some Drill Rod and trying this method..
[20:47:56] <Connor> the one with the lathe looks like it would be easier to get the proper angles.
[20:48:17] <Jymmm> interesting
https://gist.github.com/9ea9ca629de87675ab97
[20:48:57] <jdh> connor: shars 404-1571
[20:49:32] <syyl> do you have an angle grinder, Connor?
[20:49:40] <syyl> rough the tool out with it
[20:49:46] <syyl> then finish on the benchgrinder
[20:49:56] <Connor> syyl: Yes, a Ryobi.. and also a Dremel tool.
[20:50:03] <jdh> my angle grinder would probably grind better than my benchgrinder
[20:51:19] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:52:03] <syyl> lay the contour out on the hss, rough out and keep it cool
[20:52:04] <DaViruz> my bench grinder is pretty weak, but i've found it doesn't really matter, it's easy to overheat while grinding despite that
[20:52:18] <syyl> i use a water soaked rag..
[20:52:59] -!- draig has quit [Quit: draig]
[20:53:00] <syyl> if the toolbit starts to glow from grinding, you are pushing to hard :D
[20:53:57] <Connor> Wonder if Shars has layout dye...
[20:54:05] <Connor> for that matter.. what they would call it.
[20:54:09] <syyl> hmm
[20:54:14] <syyl> layout dye..
[20:54:22] <syyl> i use a fat edding pen
[20:54:23] <syyl> :D
[20:54:29] <jdh> sharpie
[20:54:38] -!- broofa has quit [Quit: Computer has gone to sleep.]
[20:54:41] <syyl> way less mess
[20:54:55] <Connor> what is it.. Dyecom Blue or something.. Spelling probably wrong.
[20:55:08] <syyl> dykem blue is a spotting blue
[20:55:13] <syyl> for scraping
[20:55:42] <syyl> not for layout :D
[20:55:53] <Connor> http://www.grainger.com/Grainger/DYKEM-Steel-Blue-Layout-Fluid-2C945
[20:55:54] <Connor> really ?
[20:56:01] <syyl> damn ;)
[20:56:11] <Connor> DYKEM Blue Layout Fluid, 4 Oz
[20:56:11] <syyl> ok, they have a layout blue too
[20:56:18] * syyl says nothing
[20:56:31] <jdh> what's the difference?
[20:56:31] <Connor> Cool. I can get that at Grainger..
[20:56:42] <DJ9DJ> gn8!
[20:56:44] <syyl> layout blue dries
[20:56:52] <syyl> spotting blue stays wet
[20:57:48] <syyl> mh, time to leave
[20:57:50] <syyl> ahoi!
[20:57:51] <Connor> Also have it in red
[20:57:56] -!- DJ9DJ has quit [Quit: bye]
[20:58:08] <taiden-ghettocnc> d525 unexpected realtime delay
[20:58:17] <taiden-ghettocnc> i dont know what to say at this point
[20:58:18] -!- syyl has quit [Quit: Leaving]
[20:58:35] <Connor> taiden-ghettocnc: need to adjust your base thread value
[20:58:48] <taiden-ghettocnc> can you help me with that?
[20:58:54] <taiden-ghettocnc> i dont know what that means by that name
[20:58:56] <andypugh> While doing the house my dad and I used to joke about "Stonemasons Green" and "Carpenters Red" as alternatives to "Engineers Blue" with much larger particle sizes.
[20:59:35] <andypugh> taiden-ghettocnc: What motherboard?
[20:59:52] <taiden-ghettocnc> d525mw
[21:00:01] <taiden-ghettocnc> the supposed holy grail of linuxcnc motherboards
[21:00:14] <andypugh> Hmm, those are normally pretty immune to realtime delays.
[21:00:22] <taiden-ghettocnc> that was why i bought it
[21:00:34] <andypugh> I managed to make my D510 misbehave by plugging in a webcam.
[21:00:51] <taiden-ghettocnc> at the time of the error
[21:00:59] <taiden-ghettocnc> i had
[21:01:04] <taiden-ghettocnc> usb keyboard and mouse plugged in
[21:01:09] <taiden-ghettocnc> and empathy im client open
[21:01:13] <taiden-ghettocnc> and that's it
[21:01:17] <andypugh> Hmm.
[21:01:29] <andypugh> What base thread rate are you running?
[21:01:45] <taiden-ghettocnc> i dont know how to check that
[21:02:09] <andypugh> You presumably chose a number during configuration?
[21:02:21] <taiden-ghettocnc> yes, i believe I chose 16,000
[21:02:34] <taiden-ghettocnc> i took the maximum latency numbers i saw under hard load
[21:02:40] <taiden-ghettocnc> and added about 1,000
[21:03:23] <andypugh> You could try 20,000. I doubt that you will run out of step rate at that. But really 16k ought to be OK.
[21:03:34] <andypugh> Is hyperthreading off in the BIOS?
[21:03:36] <taiden-ghettocnc> yes
[21:03:46] <andypugh> isolcpus?
[21:03:47] <taiden-ghettocnc> i also have the isolcpu=1 boot flag
[21:04:11] <andypugh> Ignore it :-?
[21:04:17] <taiden-ghettocnc> ?
[21:04:18] -!- bedah has quit [Quit: Ex-Chat]
[21:04:30] <taiden-ghettocnc> when i dont use it, my latency numbers are ~18-30k
[21:04:31] <andypugh> Is it a common occurrence?
[21:04:49] <taiden-ghettocnc> all i know is i have gone through three used computers trying to find one that would work
[21:05:03] <taiden-ghettocnc> finally jumped on the d525mw as this computer is the backbone of my small business production
[21:05:19] <andypugh> I meant, consider ignoring the over-run, unless it is common. And note that you will only ever see it once per start-up of linuxCNC
[21:05:26] <taiden-ghettocnc> spent a couple days setting it up from scratch
[21:05:31] <taiden-ghettocnc> and today i got that error
[21:05:36] <taiden-ghettocnc> so
[21:05:39] <taiden-ghettocnc> i am just trying to figure out
[21:05:48] <taiden-ghettocnc> if at this point i try another motherboard
[21:05:57] <taiden-ghettocnc> ignore it and risk having production stop for a week again
[21:06:01] <taiden-ghettocnc> switch to mach3
[21:06:08] <taiden-ghettocnc> or give up entirely which is not an option
[21:06:22] <ries> I have a love and hate relationship with this :
http://blog.cnccookbook.com/2012/08/09/mit-students-create-hand-held-cnc-router-you-gotta-see-this/
[21:06:52] <Connor> slot cutters require you to cut the main slot first ?
[21:08:01] <andypugh> taiden-ghettocnc: You are running software step-generation, stepper motors, and the parallel port I assume?
[21:08:11] <taiden-ghettocnc> yes
[21:08:12] <andypugh> Connor: No.
[21:08:37] <andypugh> And the message popped up in the middle of machining?
[21:08:42] <taiden-ghettocnc> yes
[21:08:52] <taiden-ghettocnc> i can send you dmesg output
[21:08:56] <taiden-ghettocnc> if that helps?
[21:09:06] <andypugh> Might be interesting. Put it on Pastebin?
[21:09:17] <JT-Shop> taiden-ghettocnc: what is empathy im client?
[21:09:23] <taiden-ghettocnc> http://pastebin.com/5HwsrFm5
[21:09:33] <taiden-ghettocnc> it's the irc client that comes on 10.04
[21:09:41] <taiden-ghettocnc> that i am currently using to chat with you fine gentlemen
[21:09:50] -!- mhaberler has quit [Ping timeout: 252 seconds]
[21:09:59] <Connor> http://www.shars.com/products/view/3137/38quot_HSS_TSlot_Cutter
[21:10:04] <Connor> That one sure looks like it..
[21:11:16] <andypugh> Connor: Ah. T-slot cutter yes. I thought you meant a "slot drill"
[21:11:31] <Jymmm> ries: If it requires the use of the strips on the material, kinda defeats the purpose
[21:11:36] <Connor> slot drill ?
[21:11:50] <Jymmm> ries: I said that wrong, but you know what I mean
[21:12:08] <Connor> damn, over $13.00 to ship a freak $6.00 tool
[21:12:10] <Connor> grumble.
[21:12:12] <ries> Jymmm: I think the next step for them could be to track the real traffeled distance, like how a mouse can do it… thinking out load...
[21:12:15] <andypugh> Connor:
http://en.wikipedia.org/wiki/Milling_cutter#Slot_drill
[21:13:17] <andypugh> taiden-ghettocnc: I thought that the dmesg output came up with a message like "in recent history there have been 100,000, 60,000 and 170,000 clock cycles between successive calls, and the latter is so anomalously large…."
[21:13:27] <taiden-ghettocnc> me too
[21:13:30] <taiden-ghettocnc> i can't find anything
[21:13:34] <taiden-ghettocnc> on my old computer it would say things like
[21:13:43] <taiden-ghettocnc> what you just quotes
[21:13:46] <Connor> andypugh: Hmm. I would typically use a standard endmill for that vs a Slot drill
[21:13:47] <taiden-ghettocnc> quoted
[21:14:07] <taiden-ghettocnc> it's worth noting that i didn't notice any problems with part quality
[21:14:08] <andypugh> Connor: A standard end-mill can't plunge.
[21:14:25] <Jymmm> ries: If it could move on it's own....
[21:14:31] -!- mhaberler [[email protected]] has joined #linuxcnc
[21:14:43] <taiden-ghettocnc> it's an extremely discouraging message to get
[21:15:11] <taiden-ghettocnc> sitting here chatting with you guys i'm getting 5.2k / 8.2k
[21:15:14] <Connor> Then I've been doing something wrong.. Because I've plunged a few times with one.. :)
[21:15:30] <taiden-ghettocnc> servo / base
[21:16:03] <Connor> Though, mostly in aluminum, wood and plastics..
[21:16:03] <JT-Shop> taiden-ghettocnc: what is your servo thread set to?
[21:16:05] <Connor> no steel.
[21:16:15] <taiden-ghettocnc> i dont know how to check
[21:16:19] <taiden-ghettocnc> is that in .hal?
[21:16:32] <JT-Shop> how did you create your configuration?
[21:16:37] <taiden-ghettocnc> with stepconf
[21:16:59] <JT-Shop> iirc it is in the ini file
[21:17:11] <andypugh> taiden-ghettocnc: The message you saw was from rtapi.c. The other message is from motion/contol.c
[21:17:15] <taiden-ghettocnc> Base Period Maximum Jitter: 15,000
[21:17:28] <taiden-ghettocnc> Min Base Period: 23,000 ns
[21:17:34] <taiden-ghettocnc> Max step rate: 43,478 hz
[21:17:39] <taiden-ghettocnc> > from stepconf
[21:17:48] <taiden-ghettocnc> > for this configuration
[21:17:48] <andypugh> The latter seems more serious, as it is being seen in motion.
[21:18:14] <andypugh> taiden-ghettocnc: Just check that the numbers in the INI are tha same?
[21:18:53] <JT-Shop> andypugh: doesn't the base period have to be some fraction of the servo period or something like that
[21:19:21] <JT-Shop> taiden-ghettocnc: what kind of drives do you have/
[21:19:24] <andypugh> I think that the servo period has to be some multiple of the base period.
[21:19:25] -!- micges_ [[email protected]] has joined #linuxcnc
[21:19:37] <taiden-ghettocnc> sorry paste bomb incoming
[21:19:41] <taiden-ghettocnc> [EMCMOT]
[21:19:42] <JT-Shop> I knew it was something like that
[21:19:43] <taiden-ghettocnc> EMCMOT = motmod
[21:19:45] <taiden-ghettocnc> COMM_TIMEOUT = 1.0
[21:19:47] <taiden-ghettocnc> COMM_WAIT = 0.010
[21:19:49] <taiden-ghettocnc> BASE_PERIOD = 27777
[21:19:51] <taiden-ghettocnc> SERVO_PERIOD = 1000000
[21:19:55] <Connor> taiden-ghettocnc: use pastebin.ca
[21:20:14] <taiden-ghettocnc> that's all
[21:20:19] <taiden-ghettocnc> no more paste bomb haha
[21:20:22] -!- FinboySlick has quit [Quit: Leaving.]
[21:20:44] <Jymmm> JT-Shop: andypugh Wasn't there a +n value you had to add to compensate for soemthing?
[21:22:25] <taiden-ghettocnc> is there a third party configuration editor?
[21:22:39] <Jymmm> any text editor
[21:22:45] -!- micges has quit [Ping timeout: 260 seconds]
[21:22:55] <andypugh> People keep trying to make one, there have been several attempts.
[21:22:57] <JT-Shop> taiden-ghettocnc: what kind of drives did you pick?
[21:22:59] <taiden-ghettocnc> text editor doesn't do calculations for you though to make sure you dont overstep
[21:23:07] <taiden-ghettocnc> it's g540 with keling 381 oz in motors
[21:23:59] <andypugh> taiden-ghettocnc: You could try 25,000 just as it is a neater fraction. I have no reason to think it matters if Stepconf doesn't though.
[21:24:29] <taiden-ghettocnc> doesn't lower base period mean faster jitter times though?
[21:24:33] <taiden-ghettocnc> require***
[21:24:56] <taiden-ghettocnc> and if i understand correctly the error is because my jitter times exceed the base period number
[21:25:01] <JT-Shop> if I put 15000 as max jitter in stepconf I get 100,000 base period and 1,000,000 servo period
[21:25:09] <andypugh> taiden-ghettocnc: You tested at 15k, and have a setting of 27777?
[21:25:13] <taiden-ghettocnc> yes
[21:25:48] <taiden-ghettocnc> 100,000 base period makes my machine run at absurdly slow speeds
[21:25:57] <taiden-ghettocnc> or else it locks up with those overrun type errors
[21:26:24] <andypugh> taiden-ghettocnc: As a proper check, go to machine->halmeter then select the "parameters" and put a meter on motion.servo.overruns.
[21:26:41] <JT-Shop> 20000 max jitter gives me the same base and servo period
[21:26:44] <andypugh> Yeah, 100,000 is just stupid.
[21:27:01] <taiden-ghettocnc> what version are you running JT-Shop?
[21:27:30] <taiden-ghettocnc> i'm on 2.5.0
[21:27:34] <Jymmm> http://linuxcnc.org/docs/html/common/Integrator_Concepts.html#_stepper_systems
[21:27:36] <andypugh> My config here is showing 25,000 over-runs, but that is a Virtual Machine so is hardly a surprise.
[21:28:38] <Jymmm> JT-Shop: andypugh That was the +n I was talking about iirc (link above)
[21:28:38] <JT-Shop> even though stepconf says it will use 40,000 base for 25,000 max jitter it puts 100,000
[21:29:01] <taiden-ghettocnc> is there any way to forego software stepping
[21:29:12] <andypugh> taiden-ghettocnc: Yes.
[21:29:15] <JT-Shop> 5i25 - 7i76
[21:29:15] <Jymmm> mesa card
[21:29:17] <taiden-ghettocnc> it's been the only (and large amount) of trouble that i've been getting
[21:29:21] <JT-Shop> $200
[21:29:29] <taiden-ghettocnc> jesus why didn't i know this before
[21:29:33] <taiden-ghettocnc> i would have bought that ages ago
[21:29:37] <Jymmm> taiden-ghettocnc: you have a PCI slot?
[21:29:45] <taiden-ghettocnc> i have a brand new d525mw
[21:29:45] <JT-Shop> he has a 5i25
[21:29:55] <taiden-ghettocnc> and about 3 extra pcs lying around
[21:30:02] <JT-Shop> btw taiden-ghettocnc with a 5i25 you don't have a base period at all
[21:30:15] <JT-Shop> just a servo period
[21:30:16] <taiden-ghettocnc> what in the heck
[21:30:20] <taiden-ghettocnc> oh
[21:30:23] <taiden-ghettocnc> haha
[21:30:25] <taiden-ghettocnc> i got you
[21:30:31] <Jymmm> taiden-ghettocnc: you have a mesa card already?
[21:30:37] <taiden-ghettocnc> 5i25 =! d525mw
[21:30:40] <taiden-ghettocnc> my mistake
[21:30:43] <taiden-ghettocnc> i thought that was a typo
[21:30:45] <andypugh> I wondered about mentioning the Mesa cards, but was worried you would say "Bah! LinuxCNC is broken and now youa re suggesting even more hardware to fix it:
[21:30:53] <taiden-ghettocnc> linuxcnc is fine
[21:30:59] <taiden-ghettocnc> i can't find hardware that works
[21:31:02] <taiden-ghettocnc> it seems
[21:31:07] <JT-Shop> Jymmm: yes I remember reading that
[21:31:21] <taiden-ghettocnc> Q: why dont mach3 users run into these problems?
[21:31:25] <taiden-ghettocnc> or do they and I just dont hear about it
[21:31:31] <andypugh> D525MW really ought to work, unless Intel have done something odd to the BIOS firmware in the meantime.
[21:31:32] <JT-Shop> yep
[21:31:45] <taiden-ghettocnc> r00t4rd3d: suggested i update the bios
[21:31:48] <taiden-ghettocnc> so i did
[21:31:49] <Jymmm> taiden-ghettocnc: did you update the FW on that mobo?
[21:31:55] <Jymmm> k
[21:31:59] <andypugh> taiden-ghettocnc: I am not sure that Mach tracks such errors.
[21:32:05] <taiden-ghettocnc> i would revert if i could
[21:32:08] <taiden-ghettocnc> idk if i can
[21:32:18] <Jymmm> taiden-ghettocnc: if it's an intel mobo you can
[21:32:22] <Jymmm> intel brand
[21:32:25] <taiden-ghettocnc> it is
[21:32:30] <taiden-ghettocnc> it's a vanilla d525me
[21:32:33] <taiden-ghettocnc> mw
[21:32:35] <taiden-ghettocnc> intel
[21:32:49] <taiden-ghettocnc> ok so i guess the question is this
[21:32:54] <taiden-ghettocnc> what would your next step be?
[21:32:58] <Jymmm> taiden-ghettocnc: Intel mobo's can even recover if the bios gets fubar'ed during flashing =)
[21:32:58] <taiden-ghettocnc> i have a lot of options at this point
[21:33:07] <taiden-ghettocnc> next step HAHA he's got jokes
[21:33:15] <andypugh> Anyway, for a production machine I would seriously look at the 5i25 / 7i76 combo. You get integrated VFD control and 48 IO bits as well as 8 (I think) 10MHz steppers
[21:33:43] <Jymmm> taiden-ghettocnc: Me? I'm not joking.
[21:33:54] <taiden-ghettocnc> no i was talking about me
[21:33:56] <JT-Shop> 6 stepgens iirc andy
[21:33:59] <taiden-ghettocnc> next step
[21:34:09] <taiden-ghettocnc> steppers... jokes...
[21:34:17] <Jymmm> taiden-ghettocnc: ah. Inel brand are the only ones I know that have a bios recovery
[21:34:50] <taiden-ghettocnc> does linuxcnc integrate directly with the mesa cards?
[21:35:04] <JT-Shop> yea
[21:35:11] <Jymmm> taiden-ghettocnc: It's not easy, as you have no video, but it's doable.
[21:35:24] <JT-Shop> taiden-ghettocnc:
http://gnipsel.com/linuxcnc/configs/index.html
[21:35:54] <taiden-ghettocnc> ok
[21:36:02] <taiden-ghettocnc> that's a good option thanks JT-Shop
[21:36:07] <taiden-ghettocnc> but here's the thing
[21:36:12] <taiden-ghettocnc> i have a board that works for many many people
[21:36:15] <andypugh> http://www.mesanet.com/fpgacardinfo.html (and the price of the 5i25 / 7i76 combo is $199 as stated)
[21:36:26] <taiden-ghettocnc> and it's performance seems to be amazing for what i do
[21:36:32] <taiden-ghettocnc> i just got this realtime delay error
[21:36:39] <taiden-ghettocnc> so i can't help but think i have something setup wrong
[21:36:41] <JT-Shop> which board might that be...
[21:36:51] <andypugh> taiden-ghettocnc: Did you put a monitor on motion.servo.overruns like I suggested?
[21:36:51] <taiden-ghettocnc> the d525mw motherboard
[21:37:08] <taiden-ghettocnc> sorry i will do that now
[21:37:15] <JT-Shop> I mean the stepper drivers
[21:37:27] <taiden-ghettocnc> i use software steppign with a gecko g540
[21:38:21] <taiden-ghettocnc> ok
[21:38:25] <taiden-ghettocnc> hal meter
[21:38:28] <taiden-ghettocnc> motion.servo.overruns says 0
[21:38:38] <taiden-ghettocnc> and it says select/exit under that
[21:38:56] <taiden-ghettocnc> (i've never used hal meter before so im not sure what's going on here)
[21:39:01] <JT-Shop> I would select other for a driver and put 2000 for step time and step space
[21:39:10] <Jymmm> pcw_home: Hey, can the 7i80db plug in directly to xylotex, gecko 540 and the like?
[21:39:17] <andypugh> taiden-ghettocnc: That's cool. Leave it there and cut some air.
[21:39:24] <taiden-ghettocnc> alright
[21:39:32] <taiden-ghettocnc> i can leave my gecko off for this right?
[21:39:36] <taiden-ghettocnc> since it's just a perfect slave
[21:39:48] <andypugh> taiden-ghettocnc: Yes, indeed.
[21:39:51] <JT-Shop> there was some discussion about the g540 a while back and the step time
[21:40:21] <Jymmm> JT-Shop: as opposed to other gecko drives?
[21:40:44] <andypugh> JT-Shop: taiden-ghettocnc : Ah, yes, an excessively long step time with "reset" enabled could leave very little spare time for the syste.
[21:40:48] <JT-Shop> what do you mean
[21:41:18] <JT-Shop> andypugh: the step time is real short but the step space is double
[21:41:35] <taiden-ghettocnc> cutting air and so far no overruns
[21:41:44] <Jymmm> JT-Shop: Was the discussion SPECIFICALLY G540 related, or any/all of step based gecko drives?
[21:41:45] <andypugh> JT-Shop: I can't see that being a cause of realtime errors then.
[21:42:12] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[21:42:55] <JT-Shop> g540 issues with parallel ports and other issues
[21:42:56] <andypugh> taiden-ghettocnc: I would really not worry about 1 overrun per job, say. Some people report that they have machines that have a latency spike at startup, then run perfectly from then on.
[21:43:07] <Jymmm> pcw_home: the 7i80 looks like it be fun to play with =)
[21:43:09] <taiden-ghettocnc> one of my old boxes did that
[21:43:14] <taiden-ghettocnc> this one was running awesome
[21:43:23] <taiden-ghettocnc> and it gave that error and i freaked haha
[21:43:32] <andypugh> taiden-ghettocnc: It sounds like it still is. I would see if it happens again.
[21:43:38] -!- grummund has quit [Ping timeout: 268 seconds]
[21:43:42] <PCW_> Jymmm yes the 7I80DB can drive (up to 4) Gecko 540s
[21:43:43] <taiden-ghettocnc> my other machines would send the bit 2" off course whenever that error popped up
[21:43:56] <andypugh> (and keep an eye on the overruns count)
[21:43:56] <Jymmm> pcw_home: Nice, good job =)
[21:44:07] <andypugh> pcw_home: LinuxCNC driver yet?
[21:44:08] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[21:44:16] <taiden-ghettocnc> so an overrun is literally when the latency exceeds the step time?
[21:44:28] <taiden-ghettocnc> probably the wrong words
[21:44:33] <PCW_> Not yet, but micges has a card so we shall see
[21:44:38] <andypugh> taiden-ghettocnc: No, it is when the latency exceeds the base thread period.
[21:44:45] <taiden-ghettocnc> yeah that's what i meant
[21:45:00] <Jymmm> pcw_home: anyone (non linuxcnc) using it yet?
[21:45:05] <taiden-ghettocnc> okay
[21:45:07] <PCW_> Yes
[21:45:14] <taiden-ghettocnc> andypugh: do you over get overruns?
[21:45:17] <taiden-ghettocnc> often*
[21:45:27] <Jymmm> pcw_home: What platform/application if you dont mind me asking.
[21:45:42] <andypugh> But, a long step-time with "reset" enabled can make things worse because the machine stops dead for the "reset" perod.
[21:45:50] <PCW_> Windows, test equipment
[21:46:04] <andypugh> taiden-ghettocnc: Not on the actual CNC machines, but all mine run Mesa cards.
[21:46:07] <Jymmm> pcw_home: any real cavets?
[21:46:28] <taiden-ghettocnc> alright
[21:46:32] <taiden-ghettocnc> i guess
[21:46:34] <taiden-ghettocnc> i will just keep cutting
[21:46:38] <taiden-ghettocnc> until something bad actually happens
[21:46:40] <taiden-ghettocnc> ?
[21:46:45] <taiden-ghettocnc> and then worry about it
[21:46:45] <PCW_> cavets?
[21:46:53] <andypugh> taiden-ghettocnc: Mainly because a parport is just not enough IO.
[21:47:02] <Jymmm> pcw_home: Undocumented features pop out yet?
[21:47:04] <JT-Shop> seems it don't matter what number you put into stepconf for jitter you get 100,000 base and 1,000,000 servo periods
[21:47:06] micges_ is now known as micges
[21:47:20] <andypugh> PCW_: Caveats are a bit like Guinea Pigs I think. :-)
[21:47:23] <taiden-ghettocnc> JT-Shop: that's weird because as you saw mine was 27777
[21:47:32] <PCW_> No but Im sure some will....
[21:47:48] <Jymmm> PCW_: Any chance of ever seeing an OSX driver?
[21:47:52] <JT-Shop> weird for sure
[21:48:16] <andypugh> JT-Shop: It sounds like Stepconf is borked?
[21:48:25] <JT-Shop> mine is for sure
[21:48:41] <taiden-ghettocnc> JT-Shop: try setting g540 as your driver
[21:48:46] <taiden-ghettocnc> it changes base period on my computer haha
[21:49:07] <PCW_> Jymmm:Its trivial it only does UDP (test program is 10 lines of python on any pretty much any OS)
[21:49:27] <taiden-ghettocnc> i dont get how that works, i would think base period would not change based on what driver you select
[21:49:41] <JT-Shop> same result
[21:50:24] <Jymmm> PCW_: Sweet, well if you ever find yourself with too many laying around, I'd be more than happy to "store" a couple for you =)
[21:50:31] <taiden-ghettocnc> I just got
[21:50:33] <taiden-ghettocnc> BASE_PERIOD = 100000
[21:50:35] <taiden-ghettocnc> SERVO_PERIOD = 1000000
[21:50:39] <taiden-ghettocnc> when i made a test config
[21:50:52] <andypugh> Me too. Who last touched Stepconf?
[21:51:24] <Jymmm> What if taiden-ghettocnc just did the math and created a manual config? (backing up his existing one first of course)
[21:51:43] <taiden-ghettocnc> that would be fine if someone can point me in the right direction
[21:51:54] <taiden-ghettocnc> i often get lost in the manuals :|
[21:52:11] <andypugh> taiden-ghettocnc: You can just edit the INI file.
[21:52:23] <taiden-ghettocnc> yeah i have bene doing that for things like backlash
[21:52:30] <taiden-ghettocnc> but im not sure what the calculations are for things like base period
[21:52:59] <Jymmm> taiden-ghettocnc: a start
http://linuxcnc.org/docs/html/common/Integrator_Concepts.html#_stepper_systems
[21:53:17] <Jymmm> taiden-ghettocnc: but I dont know if there is any benefit in creating a maual config or not.
[21:53:19] <taiden-ghettocnc> OK
[21:53:22] <taiden-ghettocnc> so
[21:53:35] <taiden-ghettocnc> x axis = 10 micro steps, 6 tpi, 3.0 max speed
[21:53:39] <taiden-ghettocnc> y is the same
[21:53:46] <taiden-ghettocnc> z = 10 micro step, 12 tpi, 1.5 max speed
[21:53:49] <JT-Shop> taiden-ghettocnc: you added backlash?
[21:53:49] <taiden-ghettocnc> that gives me the 27777
[21:54:03] <taiden-ghettocnc> without those settings i get 100,000 base period
[21:54:07] -!- grummund has quit [Ping timeout: 268 seconds]
[21:54:21] <taiden-ghettocnc> just noticed that with stepconf and a test configuration
[21:54:21] <JT-Shop> 27777 is your scale
[21:54:34] <JT-Shop> backlash????
[21:54:48] <taiden-ghettocnc> BASE_PERIOD = 27777
[21:54:50] <taiden-ghettocnc> SERVO_PERIOD = 1000000
[21:54:57] <taiden-ghettocnc> you were getting 100,000 base period, we all were with a new config
[21:55:08] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[21:55:13] <taiden-ghettocnc> i found that i only get a number different than 100,000 if i set the axis speeds
[21:55:21] <taiden-ghettocnc> and specs
[21:55:31] <JT-Shop> that's a mess then
[21:55:32] <andypugh> Ah, OK. I can see that might factor into the calcs.
[21:55:46] <taiden-ghettocnc> idk i just used stepconf
[21:55:52] <taiden-ghettocnc> but if it's obviously broken i'll do it by hand
[21:56:09] <taiden-ghettocnc> i imagine though
[21:56:16] <taiden-ghettocnc> that stepconf tries to pick the largest base period
[21:56:22] <taiden-ghettocnc> for the step rate you are trying to achieve
[21:56:37] <taiden-ghettocnc> so you dont get overruns
[21:56:41] <taiden-ghettocnc> does that seem reasonable?
[21:57:23] -!- zzolo has quit [Quit: zzolo]
[21:57:28] <andypugh> It does, and when I tried for 10in/sec it suddenly picked 24,000
[21:57:37] <taiden-ghettocnc> yeah
[21:57:53] <taiden-ghettocnc> that was why i didn't want to go changing it without using stepconf before
[21:57:58] <taiden-ghettocnc> because last time i did that
[21:58:04] <Jymmm> http://linuxcnc.org/docs/html/config/emc2hal.html#sec:motion
[21:58:08] <taiden-ghettocnc> i had to change my max speeds so i didn't get following errors
[21:58:09] <andypugh> I am not sure that is _sensible_ as you will run into step-granularity problems.
[21:58:27] <taiden-ghettocnc> andypugh: now im really confused LOL
[21:58:45] <JT-Shop> yep that is what stepconf is doing is calculating the base period on the max step rate required by any axis
[21:58:52] <taiden-ghettocnc> andypugh: jumping into the heart of cnc controls from zero education on the subject is daunting at the least i must say
[21:59:23] <andypugh> With 100k base period the choices are 1 pulse every 100uS or one every 200uS. That's 10kHz and 5kHz. And nothing in-between is possible.
[21:59:42] <Jymmm> I have to say, that it seemed when manual ini conf was done, there were less headaches.
[21:59:54] <taiden-ghettocnc> Jymmm: i'll take your word for it
[21:59:59] <taiden-ghettocnc> i think i'll go through that later tonight
[22:00:16] <andypugh> So if you want to increase from 5k steps/sec you have to instantly double the motor speed. That's not possible.
[22:00:41] <taiden-ghettocnc> then how do drives run at different rates?
[22:00:43] <Jymmm> taiden-ghettocnc: Well, what I mean is that one had to address those so you had a better understnading of it all and the documentation also reflected that.
[22:01:00] <taiden-ghettocnc> Jymmm: makes sense
[22:01:09] <andypugh> taiden-ghettocnc: Typically you are running at a step every 1000uS, then 900uS or 1100uS.
[22:01:24] <taiden-ghettocnc> so
[22:01:31] <taiden-ghettocnc> it either steps or skips
[22:01:34] <taiden-ghettocnc> every 1000uS
[22:01:44] <taiden-ghettocnc> and that's how you achieve different frequencies of step rate
[22:02:05] <andypugh> That's still 1000 steps/sec or 300rpm without microstepping.
[22:02:27] <taiden-ghettocnc> alright
[22:02:35] <taiden-ghettocnc> i'm going to have to read more abiout this
[22:02:46] <taiden-ghettocnc> for now i attempt to cut more parts without errors
[22:02:49] <andypugh> But it's better to have a choice of 1000 or 1025uS as it's smoother.
[22:02:49] <taiden-ghettocnc> :]
[22:03:17] <andypugh> And the Mesa cards can step at 10Mhz, so you get 300rpm, 300.01rpm, 300.02rpm...
[22:03:29] <tjb1> my stuff finally shipped!
[22:03:41] <andypugh> tjb1: More bent rails?
[22:03:51] <tjb1> No, the drive and steppers
[22:03:56] <tjb1> and some other little stuff
[22:04:43] -!- grummund has quit [Ping timeout: 245 seconds]
[22:05:45] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[22:07:52] <taiden-ghettocnc> thanks for the help everyone andypugh JT-Shop Jymmm
[22:08:02] <JT-Shop> np
[22:08:29] -!- taiden-ghettocnc [[email protected]] has parted #linuxcnc
[22:09:50] -!- grummund has quit [Ping timeout: 240 seconds]
[22:11:08] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[22:13:11] <andypugh> Tommieemy Langsam sounded more believable than the recent spate of names like Tommieeminy TommieeminWV, but I still spy a spammer.
[22:13:14] -!- xeen123 has quit [Quit: xeen123]
[22:15:16] -!- grummund has quit [Ping timeout: 248 seconds]
[22:15:44] -!- broofa has quit [Quit: Computer has gone to sleep.]
[22:16:23] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[22:17:21] -!- vladimirek has quit [Remote host closed the connection]
[22:18:41] * Tom_itx plops down for the evening
[22:19:18] <Jymmm> Tom_itx: you only make/sell programmers, not any uC boards
[22:19:35] <Tom_itx> i have a u2 board
[22:19:46] <Tom_itx> i started a u4 board but didn't market it
[22:19:52] <Jymmm> link?
[22:20:12] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/USB_Breakout/USB_Breakout_index.php
[22:20:33] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/boards/atmega32u4/atmega32u4_1.jpg
[22:20:37] <Tom_itx> there's a shot of the U4
[22:20:43] <Tom_itx> atmega32Ux
[22:24:14] -!- grummund has quit [Ping timeout: 256 seconds]
[22:28:40] <Jymmm> Tom_itx: Vin => 15VDC ?
[22:28:45] <Jymmm> err <
[22:29:36] <Tom_itx> 5
[22:38:33] -!- sumpfralle [[email protected]] has joined #linuxcnc
[22:40:52] -!- andypugh has quit [Quit: andypugh]
[22:57:43] uw is now known as liveuw
[22:58:22] liveuw is now known as test123
[22:58:26] test123 is now known as test1234
[23:03:33] -!- sumpfralle1 [[email protected]] has joined #linuxcnc
[23:05:51] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[23:06:16] -!- micges has quit [Ping timeout: 268 seconds]
[23:11:17] -!- sumpfralle [[email protected]] has joined #linuxcnc
[23:13:35] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:14:45] -!- sumpfralle1 has quit [Ping timeout: 260 seconds]
[23:17:20] -!- the_wench [[email protected]] has joined #linuxcnc
[23:36:07] <jdh> if one wanted to CNC a 7x mini-lathe, what would be a decent size stepper
[23:40:37] -!- davec_ has quit [Quit: Leaving]
[23:41:23] -!- skorket [[email protected]] has joined #linuxcnc
[23:44:25] <Connor> http://i249.photobucket.com/albums/gg239/abilander/Mill%20conversion/DSC_2271.jpg
[23:44:41] <Connor> anyone care to guess at the size of the T slot on that alum bar?
[23:45:20] <jdh> I was going to make one of those
[23:45:45] <Connor> Yup. Me too. I'm looking for the proper sized slot cutter for it.
[23:45:50] <jdh> he made the t-nuts, so it doesn't really matter what size they are
[23:46:26] <Connor> I'm thinking of going with 1/4" or 3/8"
[23:46:31] <jdh> pick a pice of stock that fits, any slot cutter tha leaves 1/8" or more shoudl be fine
[23:47:06] <Connor> I don't have the cutter yet.. So, I'm trying to figure that out.
[23:47:27] <jdh> it's harder than it shoudl be to find a smallish one (cheap anyway)
[23:48:17] <jdh> http://www.ebay.com/itm/280896933887
[23:48:20] <jdh> I got one of those
[23:49:03] <Connor> http://www.shars.com/products/view/3135/14quot_HSS_TSlot_Cutter
[23:49:55] <jdh> that looks better than mine
[23:50:01] <skorket> Sorry, I just asked on #diycnc, but that's usually low traffic, so I hope you don't mind the repeat here. Do you guys have an opinion on this spindle:
http://www.ebay.com/itm/dc-12-48v-CNC-300W-Spindle-Motor-Mount-bracket-24v-36v-For-Engraving-Carving-/170898644300?pt=LH_DefaultDomain_0&hash=item27ca5a5d4c#ht_3024wt_907
[23:51:06] <Connor> the slot look about the same as on the front of the table ?
[23:51:46] <jdh> can't really tell.
[23:52:06] <jdh> skorket: not much info.
[23:53:18] <skorket> jdh, I may be wrong, but I think they they be similar if not the same to this:
http://www.zentoolworks.com/product_info.php?cPath=16&products_id=135 ...
[23:55:15] <jdh> looks similar, but different voltage
[23:55:33] <jdh> for teh price, I woudln't expect much
[23:55:34] <archivist> rather a lot of overhang from the spindle bearing, may chatter a bit
[23:56:36] <skorket> the claimed runout is .0015 of an inch... if that's true, that's good enough for my purposes
[23:56:54] <jdh> no load runout maybe
[23:58:13] <archivist> what do you wish to engrave
[23:58:39] -!- Nick001-Shop has quit [Remote host closed the connection]
[23:58:53] <skorket> I want to eventually get a machine that will do PCB routing
[23:59:45] <skorket> I think getting down to 10 mill would be what I eventually want. I'm not sure I can get there within my price range but I'll take what I can get
[23:59:45] <archivist> that runout may be a little large for some pcb tracks
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
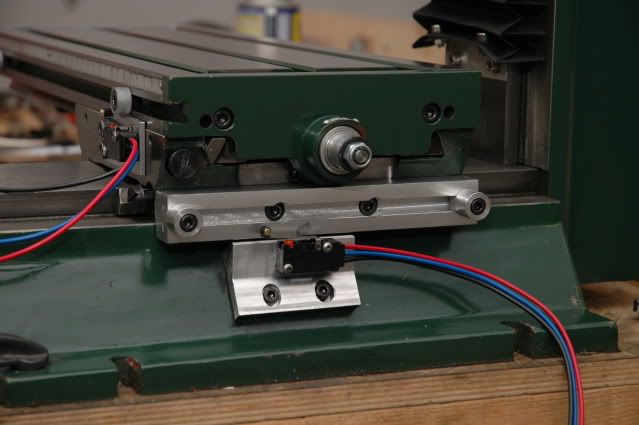{kind=link}