Back
[00:01:05] <skunkworks> and #2 runs youtube vids
[00:03:52] <andypugh> MercuryRising: Yes. I personally rejected 800 spammer manually one day when we only had one Captcha. I think JT did 300 that day.
[00:04:50] <MercuryRising> wow, it doesn't seem like a board with 3,000 users would be that big of a target (although I'm guessing they just point to a domain and see how many registrations they can get)
[00:04:55] <MercuryRising> what's the spammer rate now?
[00:06:29] <andypugh> Zero. :-)
[00:06:48] -!- mhaberler has quit [Quit: mhaberler]
[00:06:49] -!- logger[mah] has quit [Remote host closed the connection]
[00:06:55] -!- logger[mah] [logger[mah][email protected]] has joined #linuxcnc
[00:07:00] <MercuryRising> good, cause it took me (a human) three tries to get the security code correct
[00:07:25] <andypugh> Maybe you are not as human as you thought? :-)
[00:08:02] <MercuryRising> i feel pretty humanlike, but who knows, only time will tell
[00:10:11] <MercuryRising> what's the correct way to calibrate the machine to match expected movement and real movement? I wanted to use PNCConf to do that (I saw a screen that had something like move an inch), stepperconf has the 'run an inch' option, but it always moves back and forth (even when just + or - is selected)
[00:10:56] -!- tjb1 [[email protected]] has joined #linuxcnc
[00:11:01] hdokes is now known as hdokes|werkin
[00:14:12] <skunkworks> MercuryRising: do the math...
[00:14:33] <cradek> best to count teeth on your pulleys if you're seeing a scale that's the slightest bit weird
[00:14:47] <MercuryRising> i have direct drive on all leadscrews
[00:15:02] <cradek> oh then it should be trivial to calculate it if you know your screw pitch
[00:15:03] <skunkworks> then it should be east
[00:15:08] <skunkworks> easy
[00:15:24] <MercuryRising> don't know leadscrew pitch, just turn them to see how long it takes to get an inch?
[00:15:50] <cradek> thread gage? uh, tape measure?
[00:16:17] <MercuryRising> ahh that would make more sense
[00:17:55] <PCW_> pncconf from linuxcnc 2.5.1 runs on my machine though its really slow
[00:19:46] <PCW_> pncconf beta 1 on splash screen
[00:23:43] -!- sumpfralle [[email protected]] has joined #linuxcnc
[00:29:43] <MercuryRising> Alright got them all calibrated! Awesome!
[00:32:20] <MercuryRising> now I just need to wait for my extruder stepper driver to come in the mail, and i'll be ready to spew some plastic
[00:36:51] -!- ybon has quit [Ping timeout: 256 seconds]
[00:40:36] -!- adb has quit [Ping timeout: 252 seconds]
[00:41:26] -!- kwallace [[email protected]] has parted #linuxcnc
[00:47:46] -!- andypugh has quit [Quit: andypugh]
[00:54:21] -!- kmiyashiro has quit [Ping timeout: 265 seconds]
[00:58:55] -!- Nick001-Shop has quit [Quit: ChatZilla 0.9.89 [Firefox 17.0.1/20121128204232]]
[01:16:27] -!- ybon has quit [Ping timeout: 276 seconds]
[01:23:55] -!- ve7it has quit [Remote host closed the connection]
[01:32:49] -!- pikeaero has quit [Read error: Connection reset by peer]
[02:06:00] -!- rob_h has quit [Ping timeout: 250 seconds]
[02:38:32] -!- Keknom [[email protected]] has joined #linuxcnc
[03:04:58] -!- dzig [dzig!cb53c402@gateway/web/freenode/ip.203.83.196.2] has joined #linuxcnc
[03:10:54] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[03:14:04] zz_satyag is now known as satyag
[03:16:06] <MercuryRising> so i attached a marker to my x/y/z, and it started to work for a little bit, but then somehow a G54 got in there, and now whenever I 'home' my z axis, it is offset from where I want it to be (it's ~1 inch through my table), how do i get rid of the g54 offset?
[03:17:17] <jdh> jog z to wherever you want 0 to be, hit z, hit <end>, hit <enter>
[03:18:11] <MercuryRising> awesome! thank you!
[03:27:47] -!- RyanS [[email protected]] has joined #linuxcnc
[03:29:28] <RyanS> are wabeco mills designed for Europeans with far too much money? (Which is is a little tough these days)
[03:42:49] -!- Valen [[email protected]] has joined #linuxcnc
[04:01:39] -!- Keknom has quit [Quit: Leaving.]
[04:05:02] satyag is now known as zz_satyag
[04:15:41] -!- Thetawaves [[email protected]] has joined #linuxcnc
[04:17:53] -!- Thetawaves has quit [Client Quit]
[04:20:58] -!- Cylly [[email protected]] has joined #linuxcnc
[04:22:41] -!- Loetmichel has quit [Ping timeout: 265 seconds]
[04:32:19] -!- dzig has quit [Quit: Page closed]
[04:51:25] -!- kmiyashiro has quit [Quit: kmiyashiro]
[05:08:39] <jdh> I built a new d525 atom box for one of my machines. It's been sitting inside doing nothing for a week and just got an RTAPI Error, unexpected realtime delay.
[05:12:50] <Jymmm> jdh: CONGRADULATIONS!!!
[05:13:42] <Valen> jdh: when you first start it?
[05:13:57] <Valen> or was it running axis for a week?
[05:14:01] <jdh> no, I started it a day or two ago
[05:14:11] <Valen> thats new
[05:21:35] <L84Supper> maybe it's just a ripple in the time continuum
[05:21:49] <tjb1> Valen I read…not bad
[05:24:00] <Jymmm> jdh: might enable/raise logging and try agian
[05:24:11] <Jymmm> again
[05:25:05] <Jymmm> jdh: But if it was just idle, might just be a bug.
[05:28:09] <jdh> doesn't sound buglike, just something didn't let it run in time.
[05:54:00] <Valen> occasionally hdds will do in depth checks
[05:54:05] <Valen> perhaps that bugged something
[05:55:45] <jdh> I started synaptic and it did it again
[05:56:19] <Valen> you have dual cores and isocpus set yes?
[05:56:50] <jdh> dual cores, dunno about isocpus
[06:00:55] -!- dhoovie [[email protected]] has joined #linuxcnc
[06:02:59] -!- Fox_Muldr has quit [Ping timeout: 260 seconds]
[06:04:43] -!- Fox_Muldr [[email protected]] has joined #linuxcnc
[06:05:13] -!- kmiyashiro has quit [Quit: kmiyashiro]
[06:39:58] zz_satyag is now known as satyag
[06:54:24] -!- cmorley has quit [Quit: Leaving.]
[06:57:21] -!- vladimirek [[email protected]] has joined #linuxcnc
[07:07:50] -!- tjb1 has quit [Quit: tjb1]
[07:10:25] -!- phantoxeD [[email protected]] has joined #linuxcnc
[07:12:11] -!- phantoneD has quit [Ping timeout: 260 seconds]
[07:23:13] -!- Cylly has quit []
[07:23:20] -!- Loetmichel [[email protected]] has joined #linuxcnc
[07:24:45] <Loetmichel> mornin'
[07:34:37] -!- asdfasd [[email protected]] has joined #linuxcnc
[07:46:14] -!- archivist_herron has quit [Ping timeout: 260 seconds]
[07:49:49] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:51:09] <DJ9DJ> moin
[07:58:41] -!- archivist_herron [[email protected]] has joined #linuxcnc
[08:05:22] -!- dhoovie has quit [Ping timeout: 246 seconds]
[08:07:27] -!- Thetawaves [[email protected]] has joined #linuxcnc
[08:09:52] -!- adb [[email protected]] has joined #linuxcnc
[08:10:11] -!- adb_ [[email protected]] has joined #linuxcnc
[08:13:26] -!- adb has quit [Client Quit]
[08:13:40] adb_ is now known as adb
[08:16:57] -!- kha_ has quit [Remote host closed the connection]
[08:22:23] satyag is now known as zz_satyag
[08:31:02] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[08:39:50] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:40:49] -!- mhaberler [[email protected]] has joined #linuxcnc
[08:43:16] -!- archivist_herron [[email protected]] has joined #linuxcnc
[08:46:21] -!- psha[work] [psha[work][email protected]] has joined #linuxcnc
[08:57:54] -!- racycle has quit [Quit: racycle]
[08:58:28] -!- theos has quit [Ping timeout: 245 seconds]
[08:58:45] <mrsun> hmm question is .. how the heck do i bolt something to 2mm thick walls and get it stirdy :/
[08:59:07] <mrsun> i wish i has a friction drill, tho that miight warps stuff due to heat also :(
[09:00:49] <mrsun> T slotted alu would be neat but ... expensive like gold carrying dirt
[09:02:45] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[09:03:51] <mrsun> i COULD put an iron on the inside of the tubing weld it at the ends only, then drill the holes and thread the holes
[09:03:55] <mrsun> like one big freakin nut :P
[09:04:13] <mrsun> then i could get the thickness for optimal thread strenght also
[09:04:33] <mrsun> hmm
[09:09:13] <Valen> lots of bolts
[09:09:28] <archivist> or rivets
[09:09:32] <mrsun> with just 2mm thickness i would need alot of bolts yes =)
[09:09:52] <mrsun> as the bolts is M8 to be able to torque them to spec i need thread depth of 8mm =)
[09:09:59] <mrsun> i guess
[09:10:31] <mrsun> in the end the profiles will have cost me about the same as buying T slotted alu :P
[09:20:05] -!- toraxe has quit [Quit: Page closed]
[09:20:29] -!- kb8wmc has quit [Remote host closed the connection]
[09:34:55] e-ndy- is now known as e-ndy
[09:52:49] -!- sumpfralle [[email protected]] has joined #linuxcnc
[09:54:26] -!- bmwyss has quit [Ping timeout: 250 seconds]
[09:54:26] bmwyss__ is now known as bmwyss
[09:56:04] -!- bmwyss_ has quit [Ping timeout: 248 seconds]
[10:07:06] -!- mackerski has quit [Ping timeout: 252 seconds]
[10:07:06] mackerski_ is now known as mackerski
[10:07:53] -!- sumpfralle1 [[email protected]] has joined #linuxcnc
[10:10:44] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[10:21:05] -!- mackerski has quit [Remote host closed the connection]
[10:21:18] -!- MercuryRising has quit [Ping timeout: 265 seconds]
[10:21:24] -!- automata_ [[email protected]] has joined #linuxcnc
[10:24:42] -!- _ink has quit [Ping timeout: 252 seconds]
[10:25:44] -!- rob_h [[email protected]] has joined #linuxcnc
[10:39:02] -!- mal`` has quit [Ping timeout: 245 seconds]
[10:50:55] -!- ink [[email protected]] has joined #linuxcnc
[10:57:52] zz_satyag is now known as satyag
[11:01:53] -!- sumpfralle1 has quit [Ping timeout: 244 seconds]
[11:04:39] -!- Valen has quit [Quit: Leaving.]
[11:09:11] -!- automata_ has quit [Read error: Connection reset by peer]
[11:09:59] -!- automata_ [[email protected]] has joined #linuxcnc
[11:11:06] -!- phantoneD [[email protected]] has joined #linuxcnc
[11:13:18] -!- phantoxeD has quit [Ping timeout: 250 seconds]
[11:20:49] satyag is now known as zz_satyag
[11:23:45] -!- holst [[email protected]] has joined #linuxcnc
[11:28:27] -!- asdfas [[email protected]] has joined #linuxcnc
[11:30:39] -!- automata_ has quit [Read error: Connection reset by peer]
[11:30:43] -!- asdfasd has quit [Ping timeout: 260 seconds]
[11:30:57] -!- automata_ [[email protected]] has joined #linuxcnc
[11:32:59] zz_satyag is now known as satyag
[11:36:05] -!- holst has quit [Ping timeout: 244 seconds]
[11:44:03] -!- cncbasher has quit [Remote host closed the connection]
[11:44:04] -!- cncbasher_ has quit [Read error: Connection reset by peer]
[11:52:55] -!- V0idExp [[email protected]] has joined #linuxcnc
[11:53:00] -!- V0idExp [[email protected]] has parted #linuxcnc
[11:53:20] -!- V0idExp [[email protected]] has joined #linuxcnc
[11:53:44] -!- automata_ has quit [Read error: Connection reset by peer]
[11:54:01] -!- automata_ [[email protected]] has joined #linuxcnc
[12:21:51] satyag is now known as zz_satyag
[12:37:45] -!- Simooon [[email protected]] has joined #linuxcnc
[12:46:41] zz_satyag is now known as satyag
[13:04:51] -!- skunkworks has quit [Remote host closed the connection]
[13:07:33] -!- karavanjoW has quit [Ping timeout: 276 seconds]
[13:37:36] -!- automata_ has quit [Ping timeout: 250 seconds]
[13:49:42] -!- skunkworks [[email protected]] has joined #linuxcnc
[13:54:33] satyag is now known as zz_satyag
[14:02:36] -!- FinboySlick [[email protected]] has joined #linuxcnc
[14:08:20] -!- Cylly [[email protected]] has joined #linuxcnc
[14:08:54] -!- Loetmichel has quit [Ping timeout: 256 seconds]
[14:08:55] -!- jthornton has quit [Read error: Connection reset by peer]
[14:09:24] -!- jthornton [[email protected]] has joined #linuxcnc
[14:11:36] -!- Simooon has quit [Ping timeout: 244 seconds]
[14:20:14] -!- adb has quit [Ping timeout: 256 seconds]
[14:20:32] -!- adb [[email protected]] has joined #linuxcnc
[14:22:58] -!- djheinz has quit [Ping timeout: 265 seconds]
[14:24:02] -!- Simooon [[email protected]] has joined #linuxcnc
[14:24:10] -!- psha[work] has quit [Quit: Lost terminal]
[14:26:43] -!- kb8wmc [[email protected]] has joined #linuxcnc
[14:36:26] -!- oterral has quit [Read error: Connection reset by peer]
[14:41:34] -!- Cylly has quit []
[14:41:41] -!- Loetmichel [[email protected]] has joined #linuxcnc
[14:52:58] -!- tronwizard [[email protected]] has joined #linuxcnc
[14:54:44] -!- Loetmichel has quit [Ping timeout: 248 seconds]
[14:55:17] -!- Loetmichel [[email protected]] has joined #linuxcnc
[15:03:35] -!- Loetmichel has quit []
[15:03:46] -!- Loetmichel [[email protected]] has joined #linuxcnc
[15:03:52] -!- djheinz [[email protected]] has joined #linuxcnc
[15:10:16] -!- Youdaman has quit []
[15:36:40] <skunkworks> archivist: isn't this you?
https://www.youtube.com/watch?v=zmXxdARxz6U
[15:43:12] <MattyMatt_> is the zotac d525mw a good choice of mobo? looks like no gotchas to me. it has pci and parport
[15:43:58] <MattyMatt_> nice price too
http://www.mavit.co.uk/intel-intel-desktop-board-d525mw-innovation-series---innovation-series---motherboard---mini-itx---in-112512-p.asp
[15:44:52] <MattyMatt_> is zotac an intel brand? some of these reviews suggest it is
[15:47:09] <r00t4rd3d> Another box I made:
http://imgur.com/a/JRAaN
[15:49:10] <TekniQue> I need to find a big sprocket for a small cogged belt
[15:49:41] <MattyMatt_> TekniQue, what belt pitch?
[15:49:41] <TekniQue> or other handy means to gear down a stepper like 40:1
[15:50:04] <TekniQue> I haven't even checked
[15:50:15] <MattyMatt_> you can buy steppers with a 35:1 planetary for €30
[15:50:16] <TekniQue> it's a motor and belt out of a big scanner
[15:50:45] <TekniQue> the application is to control a ball valve
[15:50:54] <TekniQue> to precisely control the flow of water
[15:51:22] <MattyMatt_> if you know the belt pitch/toothform you can buy large pulleys easily
[15:51:29] <TekniQue> a 1" valve
[15:52:13] <MattyMatt_> 40:1 is a big pully tho
[15:52:28] <MattyMatt_> almost certainly cheaper to mill one in plywood
[15:52:42] <MattyMatt_> or a sheet of plastic, if you want it waterproof
[15:53:52] <MattyMatt_> how long is the belt? that's likely to stop you using a giant pulley
[15:54:03] <TekniQue> I probably don't need that big of ratio
[15:54:15] <TekniQue> 15:1 or so may be sufficient
[15:54:49] <TekniQue> belt is around 900mm actually
[15:54:55] <TekniQue> but I will cut it to length
[15:55:03] <TekniQue> since I only need to make a quarter of a rotation
[15:55:24] <MattyMatt_> I made a nice one by drilling a circle of holes, then cutting out a slightly larger circle around them
[15:55:39] <TekniQue> good idea
[15:56:03] <TekniQue> much easier than milling the profile of the teeth
[15:56:36] <MattyMatt_> http://imgur.com/a/DNWJq#1
[15:57:01] <MattyMatt_> then I glued on thin plywood circles as rims
[15:57:41] <MattyMatt_> that's 9:1
[15:57:52] <TekniQue> mhmm
[15:57:53] <MattyMatt_> or 1:9
[15:58:06] <TekniQue> I am making a dyno to test my snowmobile on
[15:58:14] <TekniQue> got my hands on a waterbrake
[15:58:29] <TekniQue> just need to make the electronics to control it
[16:03:13] <MattyMatt_> http://pastebin.com/mzBb4kek there's the gcode. you can extract o200
[16:03:46] <MattyMatt_> the rest is all the hub details
[16:04:19] <TekniQue> cool
[16:06:18] -!- yuvipanda has quit [Ping timeout: 244 seconds]
[16:08:52] -!- yuvipanda_ has quit [Ping timeout: 248 seconds]
[16:11:52] <MattyMatt_> this reminds me, gotta mill a worm+gear before the belt snaps. 9tpi nfi where I'd ever get another
[16:12:59] <MattyMatt_> 0 results found for microline 92A
[16:15:10] <MattyMatt_> 1/4 turn means you could use a pot as an encoder in a giant hobby servo
[16:16:04] <MattyMatt_> dunno if that would be any safer than risking lost steps tho
[16:17:49] <TekniQue> absolute step position doesn't matter one bit
[16:17:54] <TekniQue> it's closed loop control
[16:18:57] <TekniQue> I just need to be able to quickly and precisely adjust the flow
[16:19:27] <TekniQue> of course for control stability, losing steps can be bad
[16:20:02] <TekniQue> the dyno computer measures the rotational speed and has a target speed to hold
[16:20:40] <MattyMatt_> get a nice smooth ball valve. no reclaimed old stopcocks :)
[16:20:42] <TekniQue> and uses an integrator to get the speed right
[16:22:02] <MattyMatt_> nice
[16:22:16] <TekniQue> so I put the engine at full throttle and tell the dyno to get 6000rpm, it will adjust the load until the engine is stable at 6000rpm
[16:22:59] <TekniQue> and once the engine speed is under control, I execute a test program
[16:23:17] <TekniQue> that adjusts the speed target either in steps or as a ramp
[16:23:33] <TekniQue> and records data until max speed is reached
[16:23:37] <MattyMatt_> is there any feedback of what that load is?
[16:23:42] <TekniQue> yes
[16:23:53] <TekniQue> a load cell measures the torque
[16:24:10] <MattyMatt_> neat
[16:24:24] <TekniQue> brake is mounted on a trunnion
[16:24:35] <TekniQue> so the brake housing rotates freely
[16:24:37] <MattyMatt_> I need a desktop version of this for graphing reclaimed steppers
[16:25:04] <TekniQue> it's not hard to implement using a hydraulic pump
[16:25:17] <TekniQue> and a needle valve or ball valve to adjust the load
[16:26:06] -!- bmwyss has quit [Quit: bmwyss]
[16:26:32] <TekniQue> the hydraulic pump also gives you load down to zero rpm
[16:27:03] <TekniQue> my big water brake is only effective above 2000rpm or so
[16:27:30] <TekniQue> but tolerates over a megawatt of mechanical power put into it
[16:27:37] <TekniQue> and over 10000rpm
[16:27:57] <TekniQue> it's a mechanical water kettle
[16:28:13] <TekniQue> cold water is pumped in, hot water returns out
[16:29:42] <MattyMatt_> can you use it top dyno your 150hp lathe too? :)
[16:30:16] * MattyMatt_ guesses you are canadian if you care so much about a snowmobile
[16:30:22] <MattyMatt_> www.youtube.com/watch?v=P4qB6n1cm04
[16:32:15] <TekniQue> my lathe is only 18kW
[16:32:22] <TekniQue> I'm icelandic
[16:32:38] <TekniQue> oh, haha, saw that video the other day
[16:33:21] <TekniQue> and I have other engines that need testing
[16:33:53] <TekniQue> one of the guys I know holds a world record in snowmobile drag racing
[16:36:24] <MattyMatt_> on a serious note. that rig would be handy if you wanted a ptrol powered spindle with fine speed control
[16:37:13] <MattyMatt_> but with a 18kW lathe you've probably got enough spindle torque for all uses :)
[16:38:10] <TekniQue> yeah it doesn't slow down under any of the loads I have put on it
[16:39:39] -!- Simon3 has quit [Read error: Connection reset by peer]
[16:39:42] <TekniQue> I'm hoping to get 220hp out of my snowmobile
[16:41:28] * MattyMatt_ envisions friction drilling straight down through the ice
[16:41:52] <Jymmm> http://www.youtube.com/watch?v=IOhHeyoZLaY&NR=1&feature=endscreen
[16:41:58] -!- ve7it [[email protected]] has joined #linuxcnc
[16:43:19] <TekniQue> MattyMatt_: you're not wrong
[16:46:58] <TekniQue> Jymmm: heh
[16:47:04] <TekniQue> a true example
[16:49:29] <Jymmm> TekniQue: Yeah, Good overall video actually, even with the fubar. And ITS WHY YOU USE A REAL EMERGENCY STOP!
[16:51:42] <TekniQue> yeah my lathe has a bar along the entire length of it that you can step on to stop it
[16:52:10] <TekniQue> the brake recently started to be intermittent though
[16:52:29] <TekniQue> sometimes it brakes, sometimes it takes a while to stop
[16:52:44] <Jymmm> TekniQue: Cool, IT's just that is the last thing ppl will consider when building
[17:01:29] -!- sumpfralle [[email protected]] has joined #linuxcnc
[17:04:23] -!- V0idExp has quit [Quit: Leaving.]
[17:04:49] <Jymmm> Got Lathe?
http://www.youtube.com/watch?v=uO400jMr7VE&feature=endscreen&NR=1
[17:07:02] <MattyMatt_> that's not a lathe, it's a mill with a big 4th axis
[17:08:13] <Jymmm> lathe
[17:08:29] -!- tronwizard has quit [Ping timeout: 255 seconds]
[17:09:17] <TekniQue> nice machine
[17:09:26] -!- oterral1 has quit [Quit: Leaving.]
[17:22:37] -!- ink has quit [Disconnected by services]
[17:23:03] -!- toner [[email protected]] has joined #linuxcnc
[17:23:53] <L84Supper> hate to be around that room when a log breaks free
[17:27:11] <L84Supper> http://www.youtube.com/watch?feature=fvwp&NR=1&v=P4qB6n1cm04 did you see this as an option at the end of that video?
[17:28:05] <L84Supper> front wheel drive car used for some wood spinning
[17:29:20] -!- zz_satyag has quit [Read error: Connection reset by peer]
[17:32:08] -!- mackerski has quit [Quit: mackerski]
[17:49:30] -!- ahall [ahall!~ahall@2001:bd0:100::49] has joined #linuxcnc
[17:49:32] -!- IchGuckLive [[email protected]] has joined #linuxcnc
[17:49:37] <IchGuckLive> hi all
[17:50:57] -!- ahall [ahall!~ahall@2001:bd0:100::49] has parted #linuxcnc
[18:01:46] -!- Simooon has quit [Ping timeout: 246 seconds]
[18:06:20] -!- Thetawaves [[email protected]] has joined #linuxcnc
[18:15:05] -!- Simooon [[email protected]] has joined #linuxcnc
[18:18:06] -!- yuvipanda has quit [Ping timeout: 264 seconds]
[18:21:49] -!- Bruce [Bruce!4e32d17b@gateway/web/freenode/ip.78.50.209.123] has joined #linuxcnc
[18:31:29] -!- mattions has quit [Ping timeout: 244 seconds]
[18:54:09] -!- motioncontrol [motioncontrol!~io@host148-76-dynamic.7-87-r.retail.telecomitalia.it] has joined #linuxcnc
[19:00:06] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[19:09:22] -!- jthornton_ [[email protected]] has joined #linuxcnc
[19:09:23] -!- jthornton has quit [Read error: Connection reset by peer]
[19:17:05] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[19:19:00] -!- micges [[email protected]] has joined #linuxcnc
[19:21:16] -!- Bruce has quit [Quit: Page closed]
[19:21:44] -!- servos4ever [[email protected]] has joined #linuxcnc
[19:22:15] <andypugh> Oooh! This is nice!
http://www.ebay.co.uk/itm/330841201670?ssPageName=STRK:MEWAX:IT&_trksid=p398
[19:22:31] <andypugh> 80Nm direct-drive servo.
[19:22:32] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 16.0.2/20121025205401]]
[19:23:36] -!- L33TG33KG34R has quit [Ping timeout: 265 seconds]
[19:29:03] <andypugh> Just the word "Christmas" from 12 popular songs. Name the songs:
http://xmas.rarelyevil.com/
[19:30:40] -!- motioncontrol has quit [Ping timeout: 252 seconds]
[19:30:47] -!- motioncontrol [motioncontrol!~io@host72-73-dynamic.11-87-r.retail.telecomitalia.it] has joined #linuxcnc
[19:39:05] <archivist> skunkworks, yes dats mee
[19:40:41] <archivist> hmm is that some bugger ripping my video off
[19:41:53] <andypugh> Vietnamese?
[19:42:23] <Aero-Tec> I have made B axis the Z axis
[19:42:31] <Aero-Tec> and it works great
[19:42:45] <Aero-Tec> G64 is fast and smooth
[19:43:46] <Aero-Tec> but I also made the Z a ANGULAR and turned on WRAPPED_ROTARY = 1
[19:44:00] <Aero-Tec> but it does not wrap at all
[19:44:02] <JT-Shop> Yea!
[19:44:05] <andypugh> Wierd, it _is_ another blinking Vietnamese.
[19:44:12] <archivist> seems I am getting popular or well copied
http://www.google.co.uk/search?q=cutting+a+29+tooth+helical+emc2&hl=en-GB&biw=&bih=&gbv=2&gs_l=heirloom-hp.3...5944.16439.0.16932.32.30.0.2.2.0.412.2850.27j1j1j0j1.30.0...0.0...1c.1.Lr2Hme-Kzx4&oq=cutting+a+29+tooth+helical+emc2
[19:44:45] <JT-Shop> wow
[19:45:37] <archivist> is it time to start issuing take downs
[19:45:40] <Aero-Tec> am I doing some thing wrong for the Z not to be working with the new config I made?
[19:45:49] <skunkworks> youtube is turning to crap. You can't search by date anymore either
[19:45:52] <Aero-Tec> is Z a linear axis no matter what?
[19:45:56] <gene77> Afternoon Guys
[19:46:15] <JT-Shop> youtube is full of crap
[19:47:05] <Aero-Tec> JT-Shop: can you help at all?
[19:47:13] <andypugh> Aero-Tec: Nothing is anything no matter what :-)
[19:47:34] <gene77> And from that link, hundreds of ripoffs. I wonder how many have gotten a job showing off someone else work?
[19:47:43] <Aero-Tec> well then why is Z not acting like it should?
[19:48:04] <andypugh> archivist: Click the flag, fill out the form, they video will be removed in a day or so. In my experience anyway.
[19:48:25] -!- riz_ has quit [Quit: Page closed]
[19:48:47] <Aero-Tec> hope they also credit you will all the clicks the copies got
[19:48:59] <Aero-Tec> it you getting money for the adds
[19:49:13] <andypugh> Aero-Tec: In what way does the Z axis not work?
[19:49:32] <Aero-Tec> it will not wrap
[19:49:37] <Aero-Tec> WRAPPED_ROTARY = 1
[19:49:41] <Aero-Tec> does nothing
[19:49:51] <archivist> andypugh, just done that
[19:50:00] <andypugh> I am pretty sure you can't _wrap_ Z.
[19:50:13] <Aero-Tec> why not?
[19:50:20] <Aero-Tec> it should be able to
[19:50:24] <andypugh> Historical reasons.
[19:50:32] <Aero-Tec> what others can not be wraped?
[19:50:51] <Aero-Tec> x and y?
[19:50:58] <andypugh> I am guessing here. You would need to look at the code.
[19:51:21] <andypugh> But I suspect that XYZ UVW ignore WRAPPED_ROTARY
[19:51:49] <andypugh> That doesn't mean you can't calibrate them in degrees and connect them to rotary actuators.
[19:52:30] <andypugh> Out of interest, is the jog speed of your rotary-Z controlled by the mm/min or the degree/min jog slider?
[19:52:33] <Aero-Tec> so then smooth G64 moves are impossible using G91 and G64
[19:52:57] <Aero-Tec> do not know
[19:53:01] <Aero-Tec> will have to test
[19:53:19] <Aero-Tec> I had it all Zeroed as no jogging needed
[19:54:11] <Aero-Tec> guess one will have to write new code to make things work like it is wrapped
[19:54:24] <andypugh> My Z is looking a lot better now that I recompiled without Chris M's little Axis DRO goof.
[19:54:27] <Aero-Tec> can be done but I have to get this work done and out
[19:54:59] <Aero-Tec> would be in version 2.5?
[19:55:05] <Aero-Tec> 2.51
[19:55:14] <andypugh> No, only in Master.
[19:55:40] <Aero-Tec> good thing I stopped at 2.5
[19:55:57] <JT-Shop> Aero-Tec: I don't have any experiance with a rotary axis except reading the manuals and working with sims
[19:56:09] <andypugh> It was fixed weeks ago, I just happened to pull down a copy while the bug was there.
[19:56:39] <Aero-Tec> thanks
[19:57:08] <andypugh> But .999 looks a lot better than .9746...
[19:57:10] <Aero-Tec> well after what feels like wasting tons of time it looks like I am back to where I started
[19:57:32] <Aero-Tec> got about 30 hours of spring making time in front of me
[19:57:49] <andypugh> Do you get smooth movement with rotary Z?
[19:57:56] <Aero-Tec> yes
[19:58:04] <Aero-Tec> but it has to unwind
[19:58:08] <andypugh> Why do you need wrapped-rotary?
[19:58:10] <JT-Shop> Aero-Tec: are you making closed end springs?
[19:58:17] <Aero-Tec> will not stop at 0
[19:58:27] <Aero-Tec> yes
[19:58:49] <Aero-Tec> and it takes time to unwind the axis
[19:59:09] <Aero-Tec> wrapped will go to the closest 0
[19:59:36] <andypugh> Aero-Tec: End your cycle with G10 L20 Z0 ?
[19:59:54] <Aero-Tec> what does that do?
[20:00:06] <andypugh> That just resets the current Z position to 0.
[20:00:25] <andypugh> (ie, coordinate becomes zero with no movement)
[20:00:32] <JT-Shop> http://linuxcnc.org/docs/html/gcode/gcode.html#_g10_l20_set_coordinate_system_a_id_sec_g10_l20_a
[20:00:41] <andypugh> I missed out the "P"
[20:01:30] <Aero-Tec> thing is it does not stop at 0, it stops some other place and need to go to 0
[20:01:44] <Aero-Tec> the wrap works so well for that
[20:02:00] <andypugh> Every cycle is the same though?
[20:02:17] <andypugh> So, G0 to the nearest full turn to reset the tool, then G10.
[20:02:21] <Aero-Tec> what I need is a working G64 for X,B or a working wrapped for Z
[20:03:09] <Aero-Tec> will have to redo the code and run some math for that to work
[20:03:13] <JT-Shop> Aero-Tec: have you seen the Hal only spool winder?
[20:03:23] <andypugh> Well, yes, but that isn't going to happen before the customer demands the springs.
[20:03:27] <Aero-Tec> no
[20:03:36] <JT-Shop> let me find it
[20:03:40] -!- dgarr [[email protected]] has joined #linuxcnc
[20:03:55] <Aero-Tec> how do I find out about the hal only spool winder?
[20:04:08] <JT-Shop> I'm looking for the link
[20:05:26] <JT-Shop> http://linuxcnc.org/index.php/english/forum/48-gladevcp/23317-run-gladevcp-from-halrun?limitstart=0
[20:08:28] <Aero-Tec> cool
[20:09:01] <Aero-Tec> I will have to looks at it later as I have to get this done
[20:09:20] <Aero-Tec> I know the time is not wasted, I have learned so much
[20:09:29] <Aero-Tec> thanks for the help
[20:11:49] -!- micges has quit [Quit: Leaving]
[20:17:28] yuvipanda is now known as rmoen|away
[20:19:43] rmoen|away is now known as MaxSem
[20:20:13] MaxSem is now known as Guest43866
[20:20:14] Guest43866 is now known as rmoen|away
[20:21:15] rmoen|away is now known as rrnoen
[20:21:46] rrnoen is now known as rmoen|away
[20:28:47] -!- mas_ has quit [Quit: Page closed]
[20:28:49] -!- vladimirek has quit [Remote host closed the connection]
[20:30:52] -!- RoyOnWheels has quit [Ping timeout: 246 seconds]
[20:31:25] rmoen|away is now known as YuviPanda
[20:35:29] -!- gentux has quit [Ping timeout: 265 seconds]
[20:35:29] -!- emel has quit [Ping timeout: 265 seconds]
[20:35:29] -!- theos has quit [Ping timeout: 265 seconds]
[20:36:29] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[20:36:29] emel- is now known as emel
[20:45:13] -!- i_tarzan [[email protected]] has joined #linuxcnc
[20:50:49] -!- abetusk [[email protected]] has joined #linuxcnc
[20:52:55] <abetusk> does anyone have any experience with double helical (herringbone) gears? Do they reduce backlash?
[20:53:26] <andypugh> That isn't what they are for.
[20:53:46] <andypugh> But if you push them sideways relative to each other, then it can.
[20:54:39] <archivist> they have no side force
[20:54:57] <archivist> and smooth running
[20:55:22] <mrsun> hmm i wonder if a diamond cutting disk for angle grinder can in any way grind steel
[20:55:50] <archivist> tell us after your experiments
[20:56:01] <abetusk> andypugh, I thought the idea was that both of the angles pushed equally, so the net total was zero side force
[20:56:02] <mrsun> :P
[20:56:14] <abetusk> ...?
[20:56:16] <mrsun> cutting cast iron its fabilous at =)
[20:56:28] <andypugh> Yes, that is exactly what they are for.
[20:56:50] <abetusk> ah, I see
[20:57:01] <andypugh> If you bias them sideways then it will take out the backlash. I am not sure that is a _good_ idea.
[20:57:43] <andypugh> In old books I have seen triple and quad helical gears. I don't know what they were thinking.
[20:57:43] <archivist> I can imagine them getting a bit lumpy if you do that
[20:57:50] <abetusk> Is there a way to add another set of rails at a different angle to 'push' it to the center to try and put some pressure there?
[20:58:28] <abetusk> maybe I should back up. Is there a way to create a gear system that reduces to the maximum extent backlash?
[20:58:41] <abetusk> *to the maximum extent that it can
[20:58:48] <archivist> there are gearing systems designed for 0 backlash use them instead
[20:58:49] <andypugh> http://www.hpcgears.com/products/anti-backlash_gears.htm
[20:59:25] <abetusk> those gears have the same number of teeth on each of the discs, just offset from one another?
[20:59:46] <andypugh> They are biased in opposite directions by a spring.
[20:59:58] <abetusk> ah, interesting
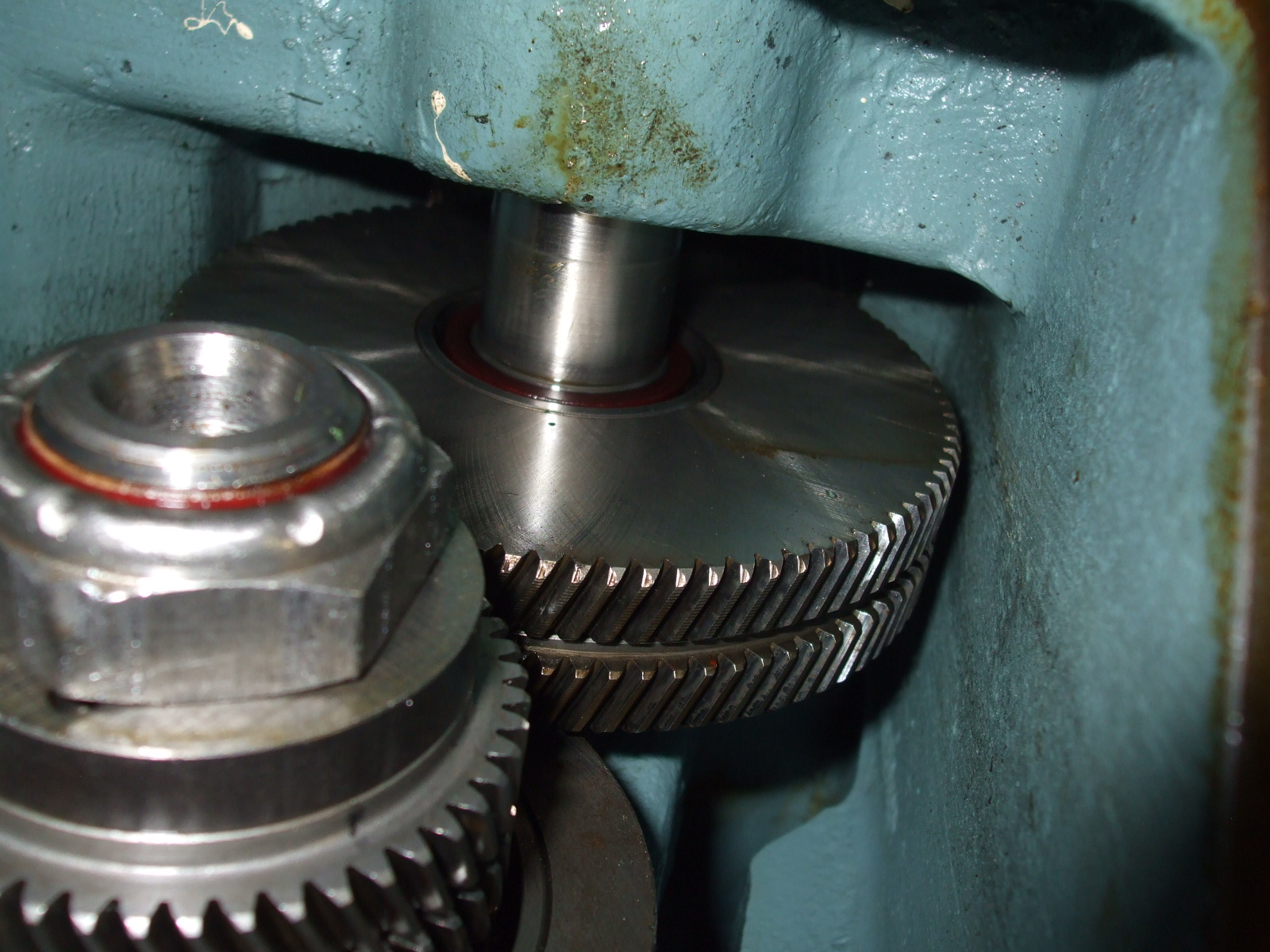
[21:00:05] <skunkworks> http://electronicsam.com/images/KandT/conversion/zaxis/gears1.JPG
[21:00:17] <skunkworks> http://electronicsam.com/images/KandT/conversion/zaxis/gears.JPG
[21:01:02] <skunkworks> adding shim between small gears - reduces backlash
[21:01:42] <andypugh> The system skunkworks is describing is more rigid.
[21:02:24] <andypugh> Note that they are helical in the same direction. If you shim a normal double helical apart all that happens is that you introduce a very small phase shift.
[21:02:29] <archivist> and there is another system I am trying to remember the name of, high reduction ratios
[21:02:40] <andypugh> Harmonic?
[21:02:50] <archivist> yup
[21:02:59] <abetusk> are there any systems without springs in them (besides ballscrew) that can be used to reduce backlash?
[21:03:12] <abetusk> ah, yes, I just saw the harmonic gear
[21:03:19] <abetusk> but what if you had a rack and pinion setup
[21:03:44] <andypugh> Push the gears deeper in to mesh than normal...
[21:04:35] <andypugh> It's not great for noise, smoothness or life, but your gantry won't be doing 3000rpm 24/7 either.
[21:04:39] <abetusk> also:
http://lcamtuf.coredump.cx/cycloid/
[21:05:34] <andypugh> I invented the cycloidal gear system about 5 years ago. Unfortunately not for the first time.
[21:05:39] <andypugh> :-)
[21:05:50] <abetusk> they look really amazin
[21:09:48] <archivist> I made an epycyclic gear box inside the barrel
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_07_15_p1010006_Webb_Clock/p1010006.jpg
[21:10:30] <andypugh> Self-winding clock?
[21:11:01] <archivist> weight driven but electrically rewound
[21:11:23] <archivist> so it keeps running during the wind
[21:11:25] <andypugh> Delightfully crazy combination.
[21:11:44] <archivist> what the customer wanted
[21:12:16] <archivist> crazy customer jobs can be fun
[21:12:23] <andypugh> Wind?
[21:12:44] <archivist> that had a Graham escapement as well
[21:13:08] <archivist> wind as in wind up
[21:13:08] <andypugh> Ah, "wind" not "wind" :-)
[21:13:32] <andypugh> (Stupid language)
[21:13:40] <archivist> some people are easier to wind up than a clock!
[21:19:17] -!- abetusk_ [[email protected]] has joined #linuxcnc
[21:19:26] abetusk is now known as Guest44898
[21:19:26] -!- Guest44898 has quit [Killed (card.freenode.net (Nickname regained by services))]
[21:19:26] abetusk_ is now known as abetusk
[21:23:43] <andypugh> I wonder if a set of plastic gears from Maplin would drive my spindle resolver happily enough?
[21:24:09] <archivist> for how long
[21:24:35] <andypugh> The load should be tiny.
[21:25:12] <archivist> the load is all dynamic probably
[21:26:22] <gene77> where does one normally apply a friction compensation bias in a pid control?
[21:27:10] -!- dway has quit [Quit: dway]
[21:27:17] <gene77> I just tried to map mine, and am getting an almost exponential rising toward vertical curev
[21:27:31] <gene77> I just tried to map mine, and am getting an almost exponential rising toward vertical curve
[21:28:00] <andypugh> gene77: The whole point of PID is that it can compensate for all that sort of thing.
[21:29:17] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:29:38] <gene77> Unforch, a nice clean balance at 1 rps, and at 10 rps, is crappy enough to trip the fuse circuit at 5 rps, error is way high
[21:30:19] -!- YuviPanda has quit [Quit: YuviPanda]
[21:31:37] <abetusk> couldn't you do some type of staggered gear, where one gear is normal and the other is an epicycle gear, to reduce backlash?
[21:31:50] <abetusk> ah, no, sorry
[21:32:21] <gene77> I am adjusting the pwmgen offset to get 1 rps when the request is 1, and pid.0.FF0 for near zero error when the encoder scale gets me 10 rps with an input of 10 rps
[21:34:09] <gene77> That is why I was trying to map the i/o, request vs actual, which of course tops out at something a hair over 20 rps, 1200 revs
[21:35:30] <gene77> By the time motion is requesting 10.0xxx, its tapped out at 1200+ revs!
[21:35:31] -!- yuvipanda has quit [Ping timeout: 260 seconds]
[21:39:33] <PCW_> Do you have some integral term so the error is close to 0 at a constant speed?
[21:39:35] <PCW_> that and ramping the commanded velocity out to keep the error under control
[21:39:56] <PCW_> s/out/ought/
[21:40:29] -!- tom3p [[email protected]] has joined #linuxcnc
[21:41:30] <PCW_> (that is slewing the commanded velocity slowly enough that the integral term can follow)
[21:41:39] <gene77> I just found that I can set FF0 39 and encoder scale 39 and get about 9.7 rps for a 10.01667 request, thats good but its audible hunting about 3x a sec
[21:42:33] <PCW_> if you have some integral term, the average error should be 0
[21:42:36] <gene77> Yes, I have a limit20.0maxv of 10 in series with the request and pid.0.command
[21:42:51] <gene77> Yes, I have a limit2.0.0maxv of 10 in series with the request and pid.0.command
[21:44:07] <PCW_> thats 600 RPM/sec. can you spindle track that?
[21:44:15] <PCW_> your
[21:45:04] <gene77> Sure, but its 600 rpms/min. The spindle in that gear is tapped at 1200 & small change
[21:45:58] <PCW_> a limit of 10 is a 600 RPM/second acceleration
[21:46:11] <PCW_> (10 RPS/S)
[21:46:33] <gene77> motion-spindle-out-rps is the source, and that is about right, it can go from 60 to 600 in about .8 secs
[21:47:14] <PCW_> It tough to tune 1 or 2 quadrant motor drives because of the asymmetry
[21:48:19] <PCW_> my guess is that you can accelerate a lot faster than you can decelerate
[21:49:35] <gene77> I am feeding pid.command to one mult2 input, and pid.error thru a slowdown limit to theother input of a mult2, and comp from the output. I have the trip point set to shut off with a pony brake slowing it about 10% at 600
[21:50:44] <PCW_> Thats your fuse saver?
[21:50:44] <gene77> but I can't start from 0 to 300, the error is so high at 300 that I'd have to set comp high enough to burn trhe place down
[21:51:29] <PCW_> but the error should be close to 0 if you have some integral term
[21:51:47] -!- wboykinm has quit [Remote host closed the connection]
[21:52:36] -!- tom3p has quit [Quit: Ex-Chat]
[21:53:08] <gene77> Igain? I'll try again, but it didn't help the end of the ramp before, but hang on
[21:54:11] <PCW_> and you will need to ramp the command slowly enough that I can track the ramp
[21:56:37] Guest25190 is now known as OoBIGeye
[21:57:07] -!- Nick001-Shop [[email protected]] has joined #linuxcnc
[21:57:23] <gene77> By hand?
[21:58:02] -!- FinboySlick has quit [Quit: Leaving.]
[21:59:34] <PCW_> no, by limit maxv
[22:00:31] <PCW_> It will depend on how much I term you can get away with
[22:00:35] <gene77> ahh
[22:00:59] -!- sumpfralle [[email protected]] has joined #linuxcnc
[22:01:16] <PCW_> the point is not to outrun the I terms ability to correct the speed error
[22:01:44] <gene77> Good Igain, now at .5
[22:03:11] <PCW_> with some Igain the static velocity error should tend to 0
[22:03:13] <PCW_> with more I gain the correction will be faster though at some point it will become unstable
[22:03:14] <gene77> I did have maxv at 10, but 8, while slower is more stable at the catch point
[22:08:46] <gene77> This is letting me run the Pgain up too.
[22:09:17] <gene77> But at 25 its beginning to hunt at about 2 hertz
[22:09:39] <gene77> not bad, just enough to hear the slack in things
[22:13:31] -!- abetusk [[email protected]] has parted #linuxcnc
[22:14:07] <gene77> Dgain makes the hunt worse
[22:15:08] -!- sumpfralle1 [[email protected]] has joined #linuxcnc
[22:15:50] <PCW_> D gain usually does not make send for a first order plant like a motor velocity control
[22:16:09] <PCW_> s/send/sense/
[22:17:02] <DJ9DJ> gn8
[22:17:08] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[22:17:42] -!- DJ9DJ has quit [Quit: bye]
[22:18:09] <gene77> Thats seems to agree with here. Igain .5, Pgain 20, FF0 same as encoder slots is at least in the playing field.
[22:18:46] <PCW_> second order like torque -->position yes on D term , first order like torque --. velocity , no
[22:20:20] <gene77> Some FF1 then?
[22:22:21] <PCW_> FF1might help tracking on rampup/down but since the drive is going to respond asymmetrically. not sure if it will really help a lot
[22:23:53] <gene77> and vey much makes it hunt worse
[22:24:57] -!- motioncontrol has quit [Quit: Sto andando via]
[22:25:11] <PCW_> FF1 should only have an effect during rampup/rampdown but it may well excite a oscillation
[22:25:49] <gene77> it seems to.
[22:26:03] <PCW_> (since it will apply a step output during commanded velocity ramp up and ramp down)
[22:33:23] -!- chillly has quit [Quit: Leaving]
[22:37:26] <gene77> Thanks, I believe I have it better than it was. Someone gave me a link to a sparkfun current sensor, and that will be the fuse in due time. About a week maybe.
[22:44:09] <andypugh> I wonder how horrible an idea it is to just clamp my encoder pulley between the drawbar and the end of the spindle?
[22:44:44] <andypugh> It doesn't _seem_ right, but would probably work just fine.
[22:48:22] <gene77> as long as its well centered, mine is off perhaps a thou and I can see it in the velocity output!
[22:48:55] <gene77> Its clamped beteen the 2 nuts that set spindle bear in preload in this toy
[22:49:05] <gene77> Its clamped beteen the 2 nuts that set spindle bearing preload in this toy
[22:50:14] -!- opticdelusion has quit [Ping timeout: 256 seconds]
[22:58:00] <andypugh> This would be an actual pulley, with a belt drive to a resolver.
[22:59:27] <andypugh> Maybe I will try to screw it on to the tiny bit of thread that is visible.
[23:07:59] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[23:21:33] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[23:26:22] -!- mhaberler has quit [Quit: mhaberler]
[23:34:49] -!- dgarr [[email protected]] has parted #linuxcnc
[23:46:15] -!- racycle has quit [Quit: racycle]
[23:52:32] -!- Valen [[email protected]] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}