Back
[05:02:30] -!- logger[psha] [logger[psha][email protected]] has joined #linuxcnc
[05:03:46] -!- Fox_Muldr has quit [Ping timeout: 276 seconds]
[05:05:22] -!- Fox_Muldr [[email protected]] has joined #linuxcnc
[05:08:33] -!- mattiasb_ has quit [Ping timeout: 264 seconds]
[05:15:09] -!- mattiasb_ has quit [Ping timeout: 264 seconds]
[05:23:41] -!- logger[psha] [logger[psha][email protected]] has joined #linuxcnc
[05:31:03] -!- mattiasb_ has quit [Ping timeout: 260 seconds]
[05:39:33] -!- logger[psha] [logger[psha][email protected]] has joined #linuxcnc
[05:45:47] -!- archivist_herron has quit [Ping timeout: 264 seconds]
[05:48:54] -!- tjtr33 [[email protected]] has joined #linuxcnc
[05:55:59] <tjtr33> I've been playing with 'bitlash-commander' a web based display of arduino pins. Its _like_ pyvcp & gladevcp, you build control panels, but on the web or a LAN.
[05:56:07] <tjtr33> I also am looking at RockHopper, a web server for linuxcnc.
[05:56:16] <tjtr33> I think that publishing HAL pin states on a web server makes for nice user interfaces to HAL based systems. any thoughts?
[05:56:17] <tjtr33> Hal and a web server makes for powerful PLC like apps visible to anyone on the LAN.
[05:57:10] <tjtr33> http://forum.arduino.cc/index.php?topic=134565.0
[05:58:20] -!- archivist_herron [[email protected]] has joined #linuxcnc
[06:04:20] -!- kwallace1 [[email protected]] has joined #linuxcnc
[06:05:42] -!- kwallace2 has quit [Ping timeout: 268 seconds]
[06:13:54] -!- kwallace1 [[email protected]] has parted #linuxcnc
[06:18:40] <archivist> tjtr33, is there an easy way to get the hal pin info?
[06:20:21] -!- archivist_herron has quit [Ping timeout: 248 seconds]
[06:20:28] <tjtr33> not sure what you mean, but the hal info is available thru 'halcmd show pin' for example
[06:20:54] <tjtr33> which doesnt involve linuxcnc
[06:23:32] <archivist> I made a web ERD tool some years ago, with some finishing and changing its source data it may be usable
[06:23:35] -!- mattiasb_ has quit [Ping timeout: 268 seconds]
[06:24:11] -!- morfic has quit [Ping timeout: 264 seconds]
[06:24:25] <tjtr33> tomp looks up ERD
[06:25:02] <archivist> http://www.archivist.info/erd/erd.php?drawing=1
[06:25:48] <tjtr33> it _is_ entity relationship diagram, thx!
[06:25:51] <archivist> you can mode the blocks, then redraw, line drawing code needs moving from php to js to make it "live"
[06:26:00] <archivist> move
[06:28:07] <tjtr33> ah, thats applicable to hal diagrams, cool.
[06:28:18] <tjtr33> but what i'm speaking of now is just seeing hal pins on a web page,
[06:28:20] <tjtr33> like leds for outputs, or buttons for inputs, meters for analog data, published on a javascript/gui web page
[06:28:54] <tjtr33> so i can have a process plant controlled by hal, and see the pressure valve setting at home on the web
[06:29:24] -!- jfire has quit [Quit: Leaving.]
[06:30:07] <tjtr33> hal doing the work, web page showing me status, allowing me overrides/tuning
[06:31:24] <tjtr33> hey that redraw works nice!
[06:32:26] -!- archivist_herron [[email protected]] has joined #linuxcnc
[06:33:01] <archivist> multi user :)
[06:33:33] <archivist> that is you real problem with web is other users
[06:34:19] <tjtr33> ah, maybe permissions? all can view, only superuser/admin can manipulate?
[06:35:34] <tjtr33> archivist, thx, i gotta be up in 5hr, so bye for now, your work is nice
[06:35:47] -!- tjtr33 [[email protected]] has parted #linuxcnc
[06:53:34] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:53:56] <DJ9DJ> moin
[07:02:30] -!- caraka has quit [Quit: Page closed]
[07:04:57] -!- mourner has quit [Quit: mourner]
[07:10:14] -!- vladimirek has quit [Remote host closed the connection]
[07:15:45] -!- mourner has quit [Quit: mourner]
[07:32:50] -!- mourner has quit [Quit: mourner]
[07:33:44] -!- RyanS [[email protected]] has joined #linuxcnc
[07:46:05] -!- vladimirek [[email protected]] has joined #linuxcnc
[07:50:54] -!- psha[work] [psha[work][email protected]] has joined #linuxcnc
[08:14:44] -!- mhaberler [[email protected]] has joined #linuxcnc
[08:17:19] -!- dhoovie [[email protected]] has joined #linuxcnc
[08:23:04] -!- dhoovie|2 [dhoovie|[email protected]] has joined #linuxcnc
[08:23:10] -!- rob_h [[email protected]] has joined #linuxcnc
[08:24:16] -!- dhoovie has quit [Ping timeout: 246 seconds]
[08:34:19] -!- carper64_lb has quit [Ping timeout: 268 seconds]
[08:34:57] <RyanS> lol, my new 4x6 bandsaw motor went kaboom on second cut...
[08:48:07] -!- asdfasd [[email protected]] has joined #linuxcnc
[08:49:20] -!- sumpfralle [[email protected]] has joined #linuxcnc
[09:02:32] -!- vladimirek has quit [Remote host closed the connection]
[09:34:54] -!- maximilian_h [[email protected]] has joined #linuxcnc
[09:34:55] -!- maximilian_h has quit [Client Quit]
[09:43:23] -!- Simooon [[email protected]] has joined #linuxcnc
[09:50:21] -!- mourner has quit [Quit: mourner]
[10:00:49] -!- Wildhoney has quit [Ping timeout: 276 seconds]
[10:21:23] -!- Simooon has quit [Quit: Leaving]
[10:24:27] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[10:25:02] _BJFreeman is now known as BJfreeman
[10:30:21] -!- mackerski has quit [Quit: mackerski]
[10:33:42] -!- skunkworks has quit [Remote host closed the connection]
[10:35:52] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[10:36:17] -!- dhoovie [[email protected]] has joined #linuxcnc
[10:36:55] -!- Valen has quit [Quit: Leaving.]
[10:43:23] -!- odogono has quit [Ping timeout: 240 seconds]
[10:46:27] -!- jthornton has quit [Quit: Ex-Chat]
[10:48:49] -!- jthornton [[email protected]] has joined #linuxcnc
[10:49:18] <jthornton> Horrible Freight band saw?
[10:50:26] -!- BJfreeman has quit [Read error: Connection reset by peer]
[10:55:06] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[11:05:31] -!- mourner has quit [Quit: mourner]
[11:12:26] <jthornton> anyone know where I put my book on anodizing?
[11:21:50] -!- servos4ever [[email protected]] has joined #linuxcnc
[11:23:18] -!- skunkworks [[email protected]] has joined #linuxcnc
[11:29:39] <archivist_herron> in the middle of the pile 42 on the floor
[11:32:13] -!- dhoovie has quit [Ping timeout: 246 seconds]
[11:36:45] <jthornton> more likely piled on some elevated flat surface
[11:37:52] -!- cpresser has quit [Quit: Lost terminal]
[11:40:55] -!- Mikegg [[email protected]] has joined #linuxcnc
[11:43:19] <archivist_herron> just catalogue all the piles...
[11:43:46] <skunkworks> archivist_herron, did you see
http://electronicsam.com/images/emco/linuxcnc_configs/full-half_step_test/
[11:44:12] <skunkworks> heh - I meant
http://electronicsam.com/images/emco/Screenshot.png
[11:45:06] <archivist_herron> you could gate the switch over to an equal phase
[11:45:21] <archivist_herron> no glitch then
[11:45:42] <skunkworks> sure.. but in hal?
[11:45:56] <archivist_herron> I dont see why not :)
[11:46:09] <skunkworks> we have jogged it around quite a bit... no issues. you can't hear it switch over.
[11:46:32] <skunkworks> heh - I think that would require a little coding..
[11:46:35] <skunkworks> maybe
[11:47:20] <archivist_herron> I think it needs a comparator and a latch mebe
[12:02:19] <skunkworks> I suppose - compare the 4 or so areas the patterns overlap and only allow the switch over then...
[12:02:39] <skunkworks> but... If it seems to work as it...
[12:03:29] <skunkworks> *is
[12:05:52] -!- cpresser [[email protected]] has joined #linuxcnc
[12:06:33] <archivist_herron> I wonder if you get it losing/gaining a bit if you dont, only a good amount of testing will show
[12:07:53] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[12:17:02] -!- morfic has quit [Ping timeout: 240 seconds]
[12:39:59] -!- Felix29 [[email protected]] has joined #linuxcnc
[12:40:15] -!- Felix29 has quit [Client Quit]
[12:43:56] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[12:59:59] -!- dway has quit [Ping timeout: 260 seconds]
[13:05:43] -!- `Nerobro [`[email protected]] has joined #linuxcnc
[13:15:17] -!- two_tired has quit [Quit: Leaving]
[13:17:06] -!- mackerski has quit [Quit: mackerski]
[13:27:49] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[13:28:20] -!- i_tarzan_ [[email protected]] has joined #linuxcnc
[13:29:27] -!- i_tarzan has quit [Ping timeout: 246 seconds]
[13:33:20] -!- vladimirek [[email protected]] has joined #linuxcnc
[13:34:37] -!- FinboySlick [[email protected]] has joined #linuxcnc
[13:36:24] -!- mourner has quit [Quit: mourner]
[13:40:18] -!- mal``` has quit [Ping timeout: 246 seconds]
[13:42:15] -!- AR_ [[email protected]] has joined #linuxcnc
[13:46:36] -!- kwallace [[email protected]] has joined #linuxcnc
[13:48:48] Cylly is now known as Loetmichel
[14:05:35] -!- jleh has quit [Ping timeout: 264 seconds]
[14:19:21] -!- stsydow has quit [Ping timeout: 264 seconds]
[14:39:32] -!- morfic has quit [Read error: Operation timed out]
[14:43:25] -!- morfic- [morfic-!~morfic@unaffiliated/morfic] has joined #linuxcnc
[14:46:03] -!- Kup has quit [Read error: Connection reset by peer]
[15:00:56] -!- jesseg [[email protected]] has joined #linuxcnc
[15:04:19] -!- jfire has quit [Quit: Leaving.]
[15:05:06] <jesseg> I'm trying to build lastnight's git of LinuxCNC on Slackware 13.37. I configured fine with --prefix=/usr --enable-simulator --without-libmodbus, then I did make and it went fine for a while but then halted with a bunch of errors like libreadline.so: undefined reference to `tgetflag'
[15:05:15] <jesseg> 32 bit btw.
[15:05:50] <cpresser> jesseg: most likely the headers for libreadline dont match the binarys
[15:06:17] <cpresser> at least the headers used while compiling linuxcnc
[15:06:33] <jesseg> yeah.. Have you heard of any possible fix?
[15:07:10] <cpresser> searching for those files
[15:07:19] <cpresser> or purge libreadline and re-install it
[15:07:45] <cpresser> perhaps you have two or more versions installed
[15:07:59] <jesseg> From my google hair pulling last night, I think it may be that it needs to be linked specifically against libncurses or libreadline because they both have functions by the same name, so by default neither one is linked..
[15:08:29] <jesseg> yeah that makes sense - I'll try again to find the source for readline
[15:09:11] <cpresser> get a distribution with a packet manager which takes care of that :D
[15:09:14] <jesseg> found it I think
[15:09:17] <jesseg> haahaha :D
[15:09:23] <cpresser> (just kidding, slackware is fine)
[15:09:26] <jesseg> sometimes :P
[15:09:33] <cpresser> (but you will have to live with such problems)
[15:09:47] -!- nots has quit [Ping timeout: 264 seconds]
[15:09:59] <jesseg> I've been using slackware for around 10 years now.
[15:11:10] <cpresser> in that case you should be used to such problems :)
[15:12:41] <jesseg> The lack of a package manager is a little annoying. From time to time I've tried gentoo, ubuntu, kubuntu, mint, and stuff, but I generally get really annoyed by all the "Protect the user from themselves" features and "Automatic IP configuration" and stuff which get in the way and slow me down.
[15:12:58] <jesseg> and, I've had cases where the package manager gets broken then I'm totally lost :P
[15:13:37] <jesseg> Okay, latest readline installed..
[15:14:12] <jesseg> On linuxcnc compile, should I run make clean between configure and make? I thought one page said I should, but the post-configure help blurb doesn't say to
[15:15:04] -!- chillly has quit [Quit: Leaving]
[15:15:06] <jesseg> Gotta go. I'll check back here later. Time for work!
[15:15:20] -!- stsy has quit [Remote host closed the connection]
[15:24:35] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[15:25:34] _BJFreeman is now known as BJfreeman
[15:26:45] <cpresser> jesseg: since you installed another version of libreadline, you should re-run configure
[15:43:17] -!- jesseg2 [[email protected]] has joined #linuxcnc
[15:47:13] <jesseg2> LinuxCNC seems to want bwidget 1.7 package. The dialog pops up when I run it, and says it can't find it, and to install t he debian package with apt-get.
[15:47:27] <jesseg2> Since I'm using slackware I aint got apt get ;)
[15:47:52] -!- psha[work] has quit [Quit: Lost terminal]
[15:47:52] <cradek> you have chosen a hard way, grasshopper
[15:48:06] <jesseg2> so I downloaded bwidgets 1.7 and it's got a bunch of tcl files but no installer script and I can't figure out where to put them so that LinuxCNC finds them
[15:48:28] <jesseg2> Where does LinuxCNC look to find the bwidget 1.7 tcl files?
[15:48:38] <jesseg2> or package config file?
[15:49:40] <cradek> it probably just uses the tcl scheme for importing packages, so maybe the answer to your question will depend on how you built your tcl?
[15:50:12] <cradek> I could tell you the path of bwidget on my system (by querying my package manager) but I doubt that will really help you make yours work.
[15:50:29] <jesseg2> if it is easy for you to do I would be very grateful!
[15:51:22] <cradek> http://pastebin.com/raw.php?i=jd2Xhzy9
[15:51:36] <jesseg2> Thanks
[15:52:29] <cradek> but like I said, matching my path probably isn't going to help
[15:53:13] <jesseg2> LOL I don't think I have it installed...!
[15:53:21] <jesseg2> it being tcltk
[15:55:38] <jesseg2> Yeah I don't have any of those files.
[15:55:45] <jesseg2> so I need to install tcltk
[15:55:47] <jesseg2> Thanks!
[15:57:19] -!- i_tarzan_ has quit [Ping timeout: 260 seconds]
[15:58:09] -!- mourner has quit [Quit: mourner]
[16:01:53] <Mikegg> sweet. just got a used emco pc mill 55 for $250
[16:02:13] <Mikegg> well, $300 with taxes + buyers premium
[16:02:47] <jesseg2> cool
[16:03:27] -!- i_tarzan [[email protected]] has joined #linuxcnc
[16:03:39] <pcw_home> is that the same as Skunkworks lathes?
[16:03:50] <Mikegg> yeah, same brand
[16:04:23] <pcw_home> same hardware?
[16:04:31] <Mikegg> https://www.onlinepros.com/servlet/List.do?auctionId=143&page=info&lotId=65
[16:05:10] <Mikegg> I'm not really sure. He sent me the link where you can drive the lathe straight from the parallel port with a little tweaking
[16:05:51] <skunkworks> Mikegg, with a little tweeking - mean removing a chip on the interface board?
[16:06:20] <Mikegg> was that it? ugh. well that will be a learning opportunity
[16:06:24] <Mikegg> :)
[16:06:31] <skunkworks> This?
http://www.maxton.com/ebay/emco/EMCO%20Compact%205PC%20Conversion%20to%20Mach3.pdf
[16:06:43] <skunkworks> I got linuxcnc working with the original electronics...
[16:06:49] <skunkworks> no hacking at all
[16:07:06] <jdh> where did you find all of those?
[16:07:33] -!- mrsun has quit [Quit: Leaving]
[16:08:43] -!- morfic- has quit [Ping timeout: 276 seconds]
[16:09:00] <skunkworks> Mikegg,
https://www.youtube.com/watch?v=Z_LxyosF2yc
[16:09:27] -!- md-2 has quit [Remote host closed the connection]
[16:09:44] <Mikegg> ah ok. so removing the chip is for Mach3. EMC2 works directly
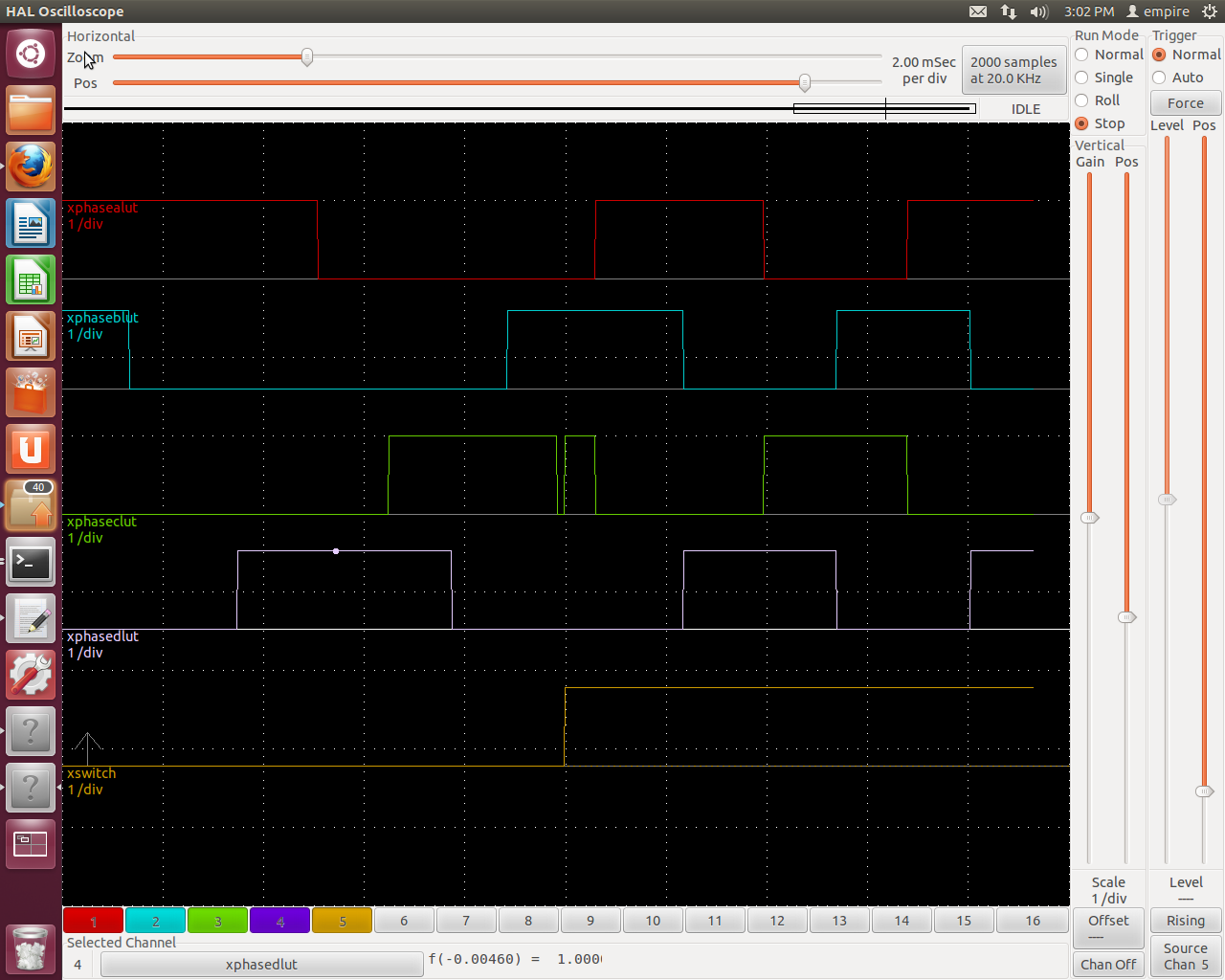
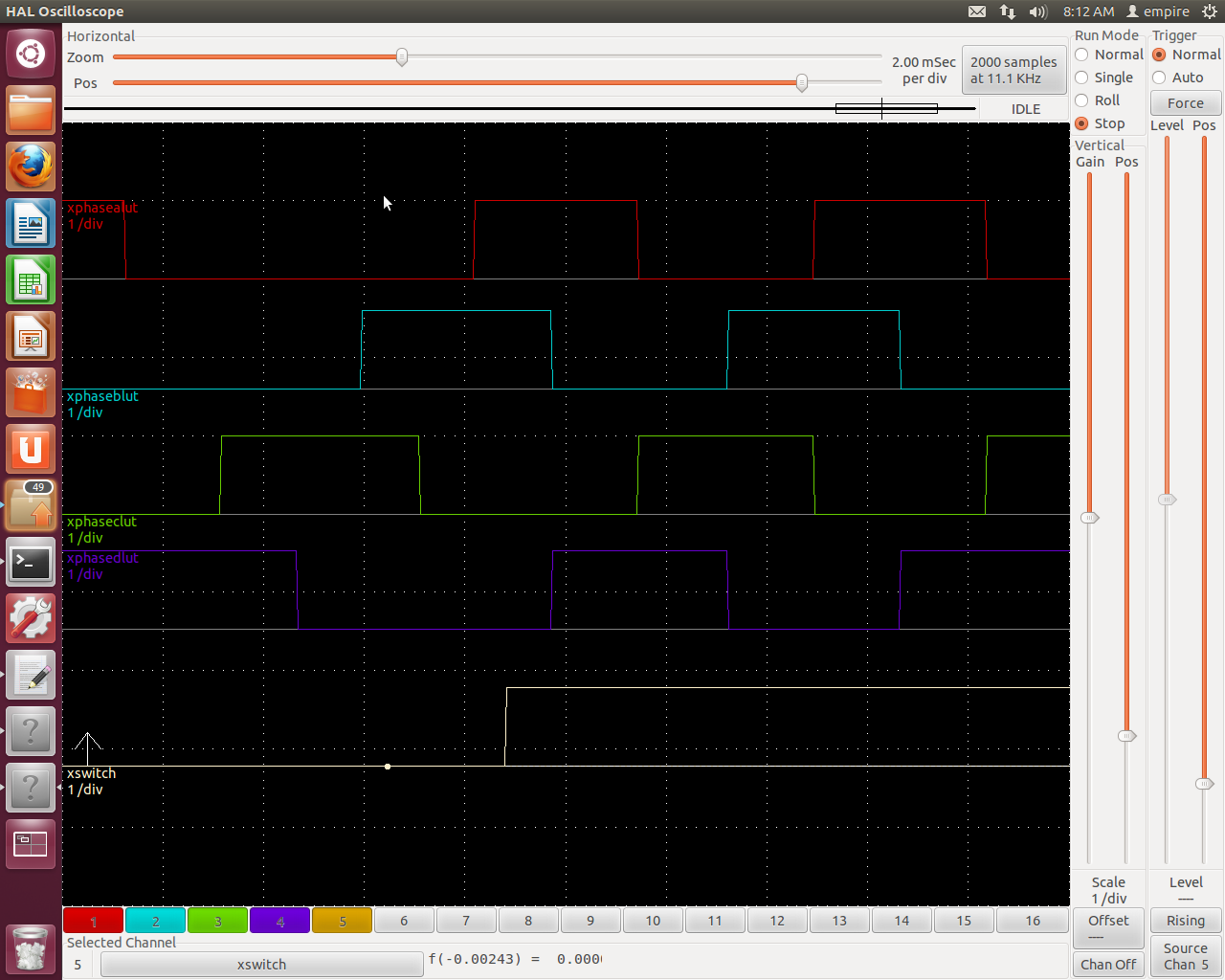
[16:11:18] <skunkworks> it does now... (I setup linuxcnc to output a latching signal.) plus I am running it with phase drive as the original software did. (seems to work better)
[16:11:43] <jesseg2> What is phase drive?
[16:11:53] * jesseg2 <-- eager learner
[16:11:57] <skunkworks> Mikegg, it would be cool - it it is the same drive/interface - to test it.
[16:12:10] <skunkworks> http://electronicsam.com/images/emco/linuxcnc_configs/
[16:12:39] <skunkworks> jesseg: instead of step/dir - I am controling each coil of the stepper.
[16:12:53] <Connor> skunkworks: You have one of those enco's working ? Cool
[16:12:54] <Mikegg> awesome. I will check it out and let you know
[16:12:59] <skunkworks> http://electronicsam.com/images/emco/Waveform.svg
[16:13:03] <jesseg2> Oh, OK -- from within linux cnc?
[16:13:11] <skunkworks> tested about 3 so far..
[16:13:19] <CaptHindsight> http://electronicsam.com/ lol
[16:13:21] <skunkworks> jesseg2, yes
[16:13:26] <jesseg2> cool
[16:13:32] <Connor> skunkworks: what's the swing / bed travel ?
[16:13:55] <skunkworks> 5 by 14.something iirc
[16:13:58] <CaptHindsight> "You too can now buy colors for your web site for just pennies a pixel. "
[16:14:39] <skunkworks> CaptHindsight, javascript class from years ago... never took it down. :)
[16:14:57] -!- morfic- [morfic-!~morfic@unaffiliated/morfic] has joined #linuxcnc
[16:15:14] <jesseg2> How do you synchronize to the lathe spindle?
[16:15:26] <jesseg2> or is it also run by a big high speed stepper?
[16:15:40] <skunkworks> jesseg2, these lathes have a spindle encoder. (index + 100ppr)
[16:15:43] <CaptHindsight> skunkworks: thought I had found an internet wormhole to an earlier time :)
[16:16:18] <jesseg2> skunkworks, oh cool. So LinuxCNC reads that and feeds it into it's reatlime guts and keeps things in step
[16:16:19] <skunkworks> jessegg2: so linuxcnc can gear the spindle to the axis
[16:16:26] <jesseg2> yeah!
[16:16:30] <skunkworks> yep
[16:17:15] <skunkworks> Mikegg, I also have a experimental config that switches from half stepping to full stepping...
[16:17:58] <skunkworks> http://electronicsam.com/images/emco/betterstep.png
[16:18:01] <Connor> skunkworks: You got one heck of a find with those machines.
[16:18:04] <Mikegg> like, depending on feedrate?
[16:18:18] <skunkworks> at around 16ipm - it swtches from half stepping to full stepping
[16:18:27] <Mikegg> that's neat
[16:18:32] <skunkworks> I think that is similar to what te original software did.
[16:18:57] <skunkworks> It runs fine full step all the time - but this allows for higher resolution at lower cutting feeds.
[16:19:33] <skunkworks> ^ above screen shot shows it switching from half step -> full step (2 coils on)
[16:20:42] <skunkworks> Connor, yes - we lucked out.
[16:23:42] <skunkworks> It is plug and play - and seems to run just as good if not better (40-45ipm vs 30ipm of the original control)
[16:26:03] -!- gimpswork [gimpswork!~gimps@unaffiliated/gimps] has joined #linuxcnc
[16:26:19] <jesseg2> So I'm looking for tcltk. I can find tcl, and tk (both 8.6.0) as separate packages. But none seem to install to the tcltk directory where LNC seems to want.
[16:26:25] <Mikegg> yeah, I'm excited. Looks like it might be a little rough around the edges. Not sure if that is rust in the top corner... I didn't even get a chance to inspect it first
[16:26:45] <cradek> jesseg2: it's like you didn't read anything I typed
[16:26:55] <jesseg2> cradek, sorry.. let me go read again..
[16:27:11] <cradek> jesseg2: trying to make your paths match mine is not going to help you
[16:27:29] <jesseg2> cradek, oh. that. no, that's not what I'm doing.
[16:27:35] <cradek> jesseg2: you need to get them installed the slackware way, whatever the heck that is
[16:27:43] <jesseg2> I'm trying to install tcltk.
[16:27:55] <skunkworks> Mikegg, oh - that is the mill. I keep forgetting about that.
[16:28:02] <cradek> tcl and tk are separate things that work together
[16:28:14] <jesseg2> what is tcltk then? :)
[16:28:26] <skunkworks> You would probalby have to get into the original drives. (it is phase drive...)
[16:28:38] <cradek> calling a certain directory is just something some debian packager chose
[16:28:48] <cradek> er calling a certain directory tcltk is just something some debian packager chose
[16:29:02] <Mikegg> yeah, I am going to put this up at my local hackerspace. We'll put it right next to this one:
http://www.txrxlabs.org/blog/smcameron/cnc-mini-lathe/
[16:29:16] <Mikegg> brother & sister
[16:29:25] <skunkworks> aww
[16:29:37] <skunkworks> that should work with my config!!!
[16:29:46] <Mikegg> the lathe?
[16:30:31] <Mikegg> yeah, I wasn't involved in setting that up. I know Chris frequents the forums/IRC. Not sure if he tracked down your config...
[16:32:26] <skunkworks> yes - the lathe
[16:34:46] <jesseg2> cradek, haha can you do me one more favor? Can you please do a dpkg -L tcltk for me? That will tell me what files are in the package, so I can tell where mine is even though it's got a different folder name. Thanks :)
[16:35:26] -!- L33TG33KG34R has quit [Ping timeout: 256 seconds]
[16:36:04] <Connor> I can't update my liunxcnc-sim..
[16:36:06] <Connor> The following packages have unmet dependencies:
[16:36:07] <Connor> linuxcnc-sim: Depends: libmodbus5 but it is not installable
[16:36:16] -!- L33TG33KG34R [[email protected]] has joined #linuxcnc
[16:36:17] <Connor> anyone know what that's about ?
[16:36:49] <jdh> I got that too
[16:37:02] <cradek> you need to add the "base" component to your apt sources
[16:37:13] <cradek> deb
http://linuxcnc.org lucid base linuxcnc2.5-sim
[16:38:39] <Connor> okay. that looks like that did it.
[16:39:31] <jdh> anyone have experience with cheap chinese lasers? Any reason to not get the Keling one over something equally cheap?
[16:40:13] <Connor> you talking the $600 ?
[16:40:20] <jdh> yeah
[16:40:23] <Connor> if so.. I don't think it has Z-Height adjustment.
[16:40:39] <jdh> do any of the cheap ones?
[16:40:59] <Connor> No. Not that I'm aware.
[16:42:01] <Connor> http://www.cnczone.com/forums/general_laser_engraving_cutting_machine_discussion/169077-silly_questions_40_watt_chinese_laser_engravers.html
[16:44:19] -!- gimpswork has quit [Ping timeout: 240 seconds]
[16:46:13] <Loetmichel> hmmm... anyone an idea where i did wrong? this flowindicator works with compressed air, but with water flo it just stands still or moves VERY slow backwards?!?
http://www.cyrom.org/palbum/main.php?g2_itemId=14334
[16:49:49] <jesseg2> Does LinuxCNC have to be set up as mm in order to run gcode files that are in mm?
[16:49:56] <jdh> no
[16:50:31] <cradek> no, mm gcode files should start with g21 and they can run on any machine
[16:50:32] <CaptHindsight> it's better a than NASA Mars probe
[16:51:13] <jesseg2> Is it possible to launch the LinuxCNC program just for testing or whatever if you don't have a printer port on your computer?
[16:51:38] <CaptHindsight> jesseg: sure
[16:51:42] <cradek> you can run a simulator build without any special hardware
[16:51:59] <jesseg2> Is that done during ./configure?
[16:52:03] <cradek> also be aware that parallel ports are only one of many kinds of IO hardware that linuxcnc can use
[16:52:10] <pcw_home> Loetmichel: maybe its trying to compress the water...
[16:52:26] <cradek> yes --enable-simulator
[16:52:44] <cradek> then a special realtime kernel is not needed
[16:53:08] <jesseg2> I thought I did --enable-simulator, but it just gvae me PARPORT: ERROR: and died. I'll try again to compile
[16:55:36] <CaptHindsight> Loetmichel: is the water flowing around the vane?
[16:55:45] <Loetmichel> it should
[16:56:01] <Loetmichel> cant see that with clear water ;-)
[16:56:11] <Tom_itx> use food coloring
[16:56:46] <jesseg2> put glitter in it:P
[16:56:48] <Loetmichel> the irritating thing is: with comressed air or just blowin in on input it works perfectly
[16:57:05] <Tom_itx> did you make this?
[16:57:16] <Tom_itx> put a baffle between the in and out ports
[16:57:23] <Loetmichel> with water even full open tap (2 bar or so) -> no movement of the rotor or slow creeping wackwards
[16:57:30] <Tom_itx> so it has to flow around it
[16:57:32] <Loetmichel> i made this
[16:57:37] <Tom_itx> ^^
[16:57:42] <Loetmichel> whats a baffle
[16:57:47] <Tom_itx> a wall
[16:57:53] * JT-Shop needs to clean off his desk bad...
[16:58:06] <Tom_itx> i can't see how the inside cavity is formed in that pic
[16:58:09] <JT-Shop> I just found my anodizing book on my desk!
[16:58:23] <Loetmichel> just a moment
[16:58:43] <Tom_itx> Loetmichel, is the left side the inlet?
[16:59:38] <Loetmichel> as tha ting is absolute symetric: thats for you or me to decide ;-)
[16:59:41] <Mikegg> can you start it turning the right direction with water flowing?
[16:59:42] <Tom_itx> cut more away on the OD and bring the inlet wall between the two holes further out
[17:00:09] <Tom_itx> Loetmichel, make the inlet route closer to the edge of the wheel
[17:00:42] <Mikegg> oh wait, no
[17:01:02] <Tom_itx> look at the old antique sight glass fuel pumps to see how their meter works
[17:02:11] <Tom_itx> so instead of symetrical, the inlet enters a bit closer to the centerline of the wheel
[17:02:22] <CaptHindsight> sounds like the water is going around the vane and there not enough differential pressure to move it using a fluid
[17:02:58] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14337
[17:03:06] <Loetmichel> better, Tom_itx?
[17:03:32] <Tom_itx> once i zoomed in i could see it
[17:04:55] -!- gimpswork [gimpswork!~gimps@unaffiliated/gimps] has joined #linuxcnc
[17:05:23] -!- IchGuckLive [[email protected]] has joined #linuxcnc
[17:05:34] <IchGuckLive> hi all B)
[17:07:50] -!- mackerski has quit [Ping timeout: 240 seconds]
[17:09:36] <IchGuckLive> super hot in germany today and on monday we reatch the top
[17:15:34] <Tom_itx> Loetmichel, more like this:
http://tom-itx.dyndns.org:81/~webpage/cnc/pump.jpg
[17:16:01] -!- mrsun [mrsun!~mrsun@c-273de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[17:16:10] <Tom_itx> you could curve the inlet and move it closer to the outlet
[17:17:01] <IchGuckLive> nice shape
[17:17:17] <Tom_itx> more time, i would have used radius on the inlet
[17:17:29] <Tom_itx> gotta run
[17:17:50] <Mikegg> maybe put the paddle in between the inlet & outlet, just off of centerline?
[17:20:25] <Tom_itx> http://www.google.com/imgres?imgurl=http://www.instrumart.com/assets/108/te_pos_disp_dia2.jpg&imgrefurl=http://www.instrumart.com/pages/224/positive-displacement-flow-meters&h=142&w=220&sz=13&tbnid=GfuSHvu4VqMn_M:&tbnh=79&tbnw=123&zoom=1&usg=__AfEe3X_hY5SndIz7BLQeZffmMlU=&docid=xHTl0Va2z465nM&sa=X&ei=RHXpUan1KoWE9QT3wYCIBg&ved=0CEsQ9QEwAQ&dur=2850
[17:22:10] <Mikegg> yeah, something like that
[17:22:33] <CaptHindsight> that ^^ design will create a lower pressure area near the top of the vane (more diff between top and bottom)
[17:25:43] -!- odogono has quit [Read error: Connection reset by peer]
[17:26:23] <jesseg2> Is that a eccentric vane pump, or a centrifugal pump?
[17:26:58] <IchGuckLive> 2stage presser pup
[17:28:15] <Loetmichel> Tom_itx: i think i got it: have to make the recess for the gasket-ring deeper
[17:28:57] <Loetmichel> the front glass doesen lay flat on the black pom, the gasket is generating a 0,5mm gap.
[17:29:13] <Loetmichel> so tha water can flow directly instead of around the rotor
[17:29:15] <CaptHindsight> less water will flow around the vane
[17:30:15] <CaptHindsight> tighten up all the tolerances
[17:31:13] <Connor> IchGuckLive: I would avoid right angles on the inlets.. come in from the bottom.. instead of from behind.
[17:31:54] -!- syyl_ [[email protected]] has joined #linuxcnc
[17:32:12] <jdh> so, the consensus is the $700 chinese lasers are crap. If you add another $800, they become better running crap.
[17:32:32] <Connor> jdh: What are you wanting to do with it?
[17:32:40] <jdh> play
[17:32:43] <Connor> I mean.. for doing some stuff.. they probably work fine..
[17:33:17] <jdh> I'd like to cut 1/8" acrylic and maybe ABS & HDPE
[17:33:18] <Connor> and, you probably could rework it to have adjustable Z.. and I know they have kits to allow the laser to be adjusted via g-code instead of manually adjusting.
[17:33:47] <IchGuckLive> Connor: its loetmichels projekt
[17:34:02] <Connor> sorry IchGuckLive.. got you all mixed up. :)
[17:34:09] <jdh> yeah, that's part of the $800 extra
[17:34:45] <jdh> or, for $2400 get something less sucky and 50w
[17:35:11] <Connor> that 50w is good.. it has adjustable Z.
[17:35:19] -!- syyl__ has quit [Ping timeout: 260 seconds]
[17:35:29] <jdh> or, go to mexico and go cave diving for a week.
[17:35:57] <jdh> or vfd + motor + beltdrive for my mill.
[17:36:10] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[17:36:51] BJfreeman is now known as Guest8492
[17:37:01] _BJFreeman is now known as BJfreeman
[17:37:35] <jesseg2> I configured with ./configure --prefix=/usr --enable-simulator --without-libmodbus
[17:37:45] <jesseg2> I do not have a printer port.
[17:38:00] <jesseg2> when I run LinuxCNC, it says PARPORT: ERROR: cant find port 888 (0x378)
[17:38:05] -!- Guest8492 has quit [Read error: Connection reset by peer]
[17:38:32] <jesseg2> Then it exited after spewing a few more lines.
[17:40:52] <jesseg2> http://pastebin.com/raw.php?i=DPHHkqiz
[17:40:54] <jesseg2> Oh....
[17:41:01] <jesseg2> I told it I had a sherline 4 axis.
[17:41:12] <jesseg2> Is that the problem?
[17:42:05] <jesseg2> cradek, I did get bwidget working. I just had to untar the installation tarball and move it to /usr/lib ha ha.
[17:42:28] <skunkworks> did you say this was slackware?
[17:42:37] <jesseg2> yup - 13.37 32bit
[17:43:06] <skunkworks> Do you have to remove the existing printer port driver? sudo rmmod lp (on ubuntu_)
[17:43:40] <jesseg2> This computer doesn't have a printer port and so lp is not loaded.
[17:43:52] <jesseg2> I just want to test and learn without milling yet
[17:43:53] <skunkworks> oh - that is your problem..
[17:44:15] <skunkworks> try the simes
[17:44:17] <skunkworks> sims
[17:44:27] <jesseg2> I do have RS232 port -- both a real and a usb device
[17:44:27] <skunkworks> like sim axis or such
[17:44:59] <jesseg2> How do I do that? by choosing sim during initial setup, instead of choosing sherline 4 axis?
[17:45:07] -!- skorasaurus has quit [Ping timeout: 260 seconds]
[17:45:25] <skunkworks> at the config picker when you start linuxcnc
[17:47:27] <jesseg2> I see sim -> axis*
[17:47:42] <skunkworks> yes
[17:47:58] <jesseg2> Which axis* should I pick?
[17:48:13] <jesseg2> looks like they are 9 axis for the first few anyway
[17:48:29] <skunkworks> try any - I think they all should work
[17:48:51] <jesseg2> ahh this looks hopefully
[17:48:53] <jesseg2> -y
[17:49:03] <jesseg2> LOL.
[17:49:19] <IchGuckLive> jesseg USA or Europ mm/inch
[17:49:46] <jesseg2> it almost worked. I'm doing it over exported X display, which doesn't support DRI hahahaha :-)
[17:50:13] <jesseg2> well thank you all very much. When I get home to the computer I should be ready to experiment! (I've been doing it remotely.)
[17:50:25] <skunkworks> cool
[17:50:42] <AR_> https://www.youtube.com/watch?v=HMYeUm1Axjo
[17:50:47] <AR_> sorry for the shitty vertical view
[17:52:24] <jesseg2> I've seen those funny narrow views before on youtube. What causes them?
[17:53:21] -!- ve7it [[email protected]] has joined #linuxcnc
[17:53:50] <AR_> holding phone vertically instead of horizontally
[17:54:07] <jesseg2> LOL oh. widescreen phone with autorotation correction =)
[17:54:35] <AR_> yep
[17:55:22] -!- BJfreeman has quit [Read error: Connection reset by peer]
[17:56:06] <CaptHindsight> 50 Chinese laser watts are about 30 US laser watts
[17:56:39] <jesseg2> meaning a Chinese 50W laser puts out the same power as a 30W US laser?
[17:56:43] <IchGuckLive> AR_: why dident y<ou stop the tool to see the shape ??
[17:56:43] <AR_> lol
[17:56:44] <jesseg2> or they cost t h e same?
[17:56:59] <AR_> cause i'm dumb
[17:57:12] <AR_> uploading pics now
[17:57:46] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[17:58:25] _BJFreeman is now known as BJfreeman
[17:59:12] <AR_> it's a really little fly cutting tool
[17:59:17] <AR_> 3/16" bit
[17:59:31] <AR_> so i cant push it too hard
[18:00:02] <CaptHindsight> jesseg: they tend to embellish their specs a bit there
[18:00:14] <jesseg2> CaptHindsight, haha. yup.
[18:00:42] <jesseg2> So, considering the embellishments, how does $/realwatt work out?
[18:04:18] <AR_> here's some still pics, IchGuckLive
http://imgur.com/a/W39cq
[18:05:40] <CaptHindsight> jesseg: I don't even know who in the US is making laser tubes for low cost cutters engravers
[18:05:59] <jesseg2> US? low cost? Huh?
[18:06:01] <IchGuckLive> AR_: Thanks
[18:08:23] -!- fatpanda1 has quit [Ping timeout: 240 seconds]
[18:10:09] -!- fatpandas [[email protected]] has joined #linuxcnc
[18:10:56] <Aero-Tec3> got threading figured out, for the most part
[18:12:07] <Aero-Tec3> thing is most guys and books and website like to complicate things to the max
[18:12:43] <Aero-Tec3> makes them looks smarter and you have to really dig and work for the info
[18:13:00] <jesseg2> How hard would it be for me to use EMC with an RS232 mill controller? The controller has all of the PID in it - it just needs goto commands for each axis, using a relatively simple protocol with checksums
[18:13:13] <Aero-Tec3> few simple formulas with some pix to help understand why and your done
[18:13:42] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[18:13:55] -!- BJfreeman has quit [Read error: Connection reset by peer]
[18:14:18] <Aero-Tec3> all one needs is the formulas to make it all work
[18:14:22] _BJFreeman is now known as BJfreeman
[18:16:35] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:23:23] -!- sirdancealo2 has quit [Ping timeout: 240 seconds]
[18:44:31] -!- BJfreeman has quit [Read error: Connection reset by peer]
[18:45:41] -!- _BJFreeman [[email protected]] has joined #linuxcnc
[18:46:33] _BJFreeman is now known as BJfreeman
[19:07:10] -!- erictheise has quit [Quit: erictheise]
[19:18:35] -!- erictheise has quit [Quit: erictheise]
[19:19:41] -!- skunkworks has quit [Quit: Leaving]
[19:21:21] <Tom_itx> Aero-Tec3 the formulas should be in the Machinery's Handbook
[19:22:07] <Aero-Tec3> they are but not in simplified form
[19:22:47] <Aero-Tec3> not the quick and easy not exact but very close form
[19:23:04] -!- Wildhoney has quit [Ping timeout: 276 seconds]
[19:24:08] <Aero-Tec3> for someone that wants to bang out some simple but non standard threads and does not need down to 10 to 100 thou accuracy
[19:24:14] <roh> hmm.. a meetup in stuttgart...
[19:24:26] <roh> intreresting... just the wrong end of the country for me ;)
[19:24:35] <archivist> drive
[19:24:41] <Aero-Tec3> just something easy to work out and do inside Gcode
[19:25:12] <archivist> Aero-Tec3, tpi is about all you need and some approx depths
[19:26:14] -!- kjn has quit [Read error: Connection reset by peer]
[19:26:15] <Aero-Tec3> true, but the depths and be fun to work out,if your shooting for some nice tight threads
[19:26:45] <Aero-Tec3> with muzzle brakes on the end of a gun I need to have a good thread
[19:27:33] <archivist> I get mine tight by cutting over size, measure test, then adjust gcode a bit, re run
[19:28:14] <Aero-Tec3> that works good for EXT threads, but I have to cut INT threads
[19:28:30] <Aero-Tec3> do you know a good way to measure INT threads?
[19:28:44] <Tom_itx> go no go gage
[19:28:46] <JT-Shop> go no go gauges
[19:28:50] <Tom_itx> :)
[19:28:51] <JT-Shop> lol
[19:28:53] <Aero-Tec3> I have triangles for EXT and love them
[19:29:04] <archivist> works the same for inner :) I just have the item ready to try in the thread
[19:29:22] <Aero-Tec3> I was going to make up some go no go
[19:29:48] <Tom_itx> you can't make them up, they are precision ground to standards
[19:30:00] <Aero-Tec3> I was using taps, but some of the threads I do not have the taps for
[19:30:27] -!- knownasilya has quit [Ping timeout: 268 seconds]
[19:31:02] <archivist> you can make your own go no go if you can measure properly
[19:31:32] <Aero-Tec3> so one can not make your own go no go gage?
[19:31:53] <Tom_itx> depends on the equipment you have
[19:31:57] <Tom_itx> i suppose
[19:32:06] <Tom_itx> but then they need to be certified etc
[19:32:12] <Aero-Tec3> would triangles be good enough to measure?
[19:32:13] <Tom_itx> unless you don't care
[19:32:18] <archivist> you can if your skills and equipment are up to the task
[19:32:44] <Aero-Tec3> they do not have to be certified
[19:33:45] <Aero-Tec3> one thing I am not sure about is the sizes to make the go no go gage
[19:34:03] <Tom_itx> somewhat depends on the preision of the thread
[19:34:12] <Aero-Tec3> true
[19:34:28] <archivist> that is where you read the calculations carefully as that should be there
[19:34:32] <Tom_itx> a sloppy hardware store bolt isn't as critical as an aircraft or shuttle bolt
[19:34:45] <Aero-Tec3> lol
[19:34:48] <Aero-Tec3> for sure
[19:35:02] <Tom_itx> there are standards for all that
[19:35:23] -!- knownasilya has quit [Ping timeout: 268 seconds]
[19:35:36] <Aero-Tec3> is there standards for go no go gages?
[19:35:44] <archivist> I mainly make replacement screws for some antique item so I have to use the original pitch not some standard
[19:35:45] <Aero-Tec3> if so where do I find them?
[19:35:50] <Tom_itx> absolutely
[19:36:17] <Tom_itx> http://www.engineersedge.com/screw_threads_chart.htm
[19:36:23] <Tom_itx> not sure how good that one is
[19:36:45] -!- Nick001-Shop [[email protected]] has joined #linuxcnc
[19:37:03] <Tom_itx> also notice the 'CLASS' of the thread
[19:37:08] <Tom_itx> that's the precision
[19:37:09] <archivist> gun threads are probably off normal charts and you have to use the calcs
[19:38:50] <Aero-Tec3> going for 3B fit or better
[19:39:11] <Aero-Tec3> some are off normal for sure
[19:39:36] <Aero-Tec3> just not sure what sizes to use for go no go gage
[19:39:45] <Tom_itx> call a gage lab
[19:39:53] <archivist> your "fit" tells you
[19:40:44] <Tom_itx> yeah a good machinist can feel if something is right unless you're required to make it to a print or standard
[19:40:49] -!- gimpswork has quit [Ping timeout: 246 seconds]
[19:41:08] -!- erictheise has quit [Quit: erictheise]
[19:41:52] <Aero-Tec3> so make go the max size and no go just a tad smaller then what you want your min size to be I would guess
[19:41:55] <Tom_itx> also if you're using a non standard thread, use some dykem on it to check the fit
[19:42:43] <Aero-Tec3> dykem? is that layout dye?
[19:42:49] <Tom_itx> yeah
[19:42:56] <Tom_itx> machinists blue
[19:42:58] <Tom_itx> etc
[19:43:01] <Aero-Tec3> so how does that work?
[19:43:06] <Tom_itx> or red if you prefer
[19:43:09] <Aero-Tec3> I have some
[19:43:18] <Tom_itx> screw it together and see where it touches
[19:43:20] <Aero-Tec3> mine is the blue
[19:43:41] <Tom_itx> a light coat
[19:43:47] <Aero-Tec3> cool
[19:43:52] <Aero-Tec3> thanks for the tip
[19:44:16] <Tom_itx> it will tell you if your root diameter is too deep etc depending where the parts mate
[19:44:32] <Aero-Tec3> I was making mine a tight fit on a tap
[19:45:29] <Aero-Tec3> but run of the mill tap so not sure what grade I was hitting
[19:45:47] <Aero-Tec3> or should I say class
[19:46:47] <Tom_itx> some taps will have it etched on them
[19:46:58] <Tom_itx> iirc it's like an H2 or H3 etc
[19:47:48] <Aero-Tec3> what I was unsure about is just how big over size I should go and just how small under size I should go for the go no go gage
[19:48:59] <Tom_itx> there are ring gages and plug gages depending if it's ID or OD thread
[19:49:12] <Aero-Tec3> one needs a small amount of clearance for the fit, making it the exact size would make a interference fit and would be no good for a gage
[19:49:45] <Tom_itx> maybe not for the 'no go' :)
[19:50:12] <Aero-Tec3> so just how many thou bigger or does it need to be from target size?
[19:50:30] <Aero-Tec3> oops
[19:50:48] <Aero-Tec3> missed the smaller
[19:52:23] <Tom_itx> http://northerngauge.com/un.html
[19:52:28] <Tom_itx> doesn't give tolerances
[19:52:40] <Aero-Tec3> guess for INT thread gage the gage would have to be smaller then target size to fit inside the thread
[19:55:24] <Aero-Tec3> anyone have any idea what clearances would be needed?
[19:56:17] <Aero-Tec3> I know smaller is tighter, but for say 1/2 or 3/4 inch threads, how much clearance is needed for a good tight fit?
[20:02:02] -!- micges [[email protected]] has joined #linuxcnc
[20:04:17] -!- buster142 [[email protected]] has joined #linuxcnc
[20:07:42] <Aero-Tec3> to clarify, smaller sizes need tighter fits to work and not be sloppy
[20:07:47] -!- jesseg2 has quit [Quit: Thanks for everything!]
[20:09:16] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[20:19:22] -!- micges has quit [Quit: Leaving]
[20:27:24] -!- rob__H [[email protected]] has joined #linuxcnc
[20:29:18] -!- robh__ [[email protected]] has joined #linuxcnc
[20:30:29] -!- rob_h has quit [Ping timeout: 248 seconds]
[20:31:01] -!- mourner has quit [Quit: mourner]
[20:32:05] -!- rob__H has quit [Ping timeout: 248 seconds]
[20:33:48] -!- ody_ has quit [Client Quit]
[20:47:39] <gene78> Now I have a puzzle, /usr/share/emc does not exist, and I have not deleted it. Where can I find a copy of that whole tree?
[20:48:33] -!- chillly has quit [Quit: Leaving]
[20:48:51] -!- buster142 has quit [Quit: ChatZilla 0.9.90.1 [Firefox 22.0/20130618035212]]
[20:49:47] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:49:58] <gene78> Found it, the link 'examples' has not been updated for the name change
[20:53:00] -!- FinboySlick has quit [Quit: Leaving.]
[21:00:13] -!- toastyde1th has quit [Ping timeout: 260 seconds]
[21:03:10] -!- Tecan has quit [Remote host closed the connection]
[21:04:40] -!- BJfreeman has quit [Read error: Connection reset by peer]
[21:08:28] <Aero-Tec3> can one send a sub a non numerical variable? like say Ext
[21:12:27] <Aero-Tec3> also can conditional branches work with non numerical info like say #side = "Int"
[21:14:12] <jdh> #Int = 1, #Ext = 2, #side = #Ext
[21:14:55] <jdh> strings are tacky for things like that anyway.
[21:25:21] <JT-Shop> Aero-Tec3: no only numbers can be sent but you can make choices like that with numbers too
[21:25:58] <Aero-Tec3> I was hoping for making reading the code easier
[21:26:34] <Aero-Tec3> I know 1 = Ent and 2 = Int
[21:27:36] <Aero-Tec3> but being able to write if #side = "Int" then .... would make it clearer to the reader of the code
[21:29:19] <Aero-Tec3> was just hoping, would be cool if one could have text value of variables as well
[21:29:50] <Aero-Tec3> any chance of that happening?
[21:29:52] <Aero-Tec3> lol
[21:30:44] -!- toastydeath [toastydeath!~toast@2601:a:2e00:aa:d5e0:5ec2:fd15:d149] has joined #linuxcnc
[21:31:46] -!- Thetawaves has quit [Ping timeout: 240 seconds]
[21:36:15] <JT-Shop> I don't have a clue, well I suspect you can't pass a string without changing the core code
[21:37:21] -!- morfic- has quit [Ping timeout: 246 seconds]
[21:39:09] -!- gimpswork [gimpswork!~gimps@unaffiliated/gimps] has joined #linuxcnc
[21:39:26] -!- gimpswork has quit [Client Quit]
[21:43:36] -!- Thetawaves [[email protected]] has joined #linuxcnc
[21:46:10] -!- morfic- [morfic-!~morfic@unaffiliated/morfic] has joined #linuxcnc
[21:46:46] -!- L33TG33KG34R has quit [Ping timeout: 240 seconds]
[21:48:57] -!- Tecan [[email protected]] has joined #linuxcnc
[21:48:57] -!- Tecan has quit [Changing host]
[21:48:57] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[21:52:10] -!- mourner has quit [Quit: mourner]
[21:56:45] -!- AR_ has quit [Ping timeout: 256 seconds]
[21:57:37] -!- Brandonian has quit [Quit: Brandonian]
[21:59:28] -!- chillly has quit [Quit: Leaving]
[22:07:36] -!- odogono has quit [Quit: odogono]
[22:09:13] -!- `Nerobro has quit [Ping timeout: 246 seconds]
[22:12:02] -!- odogono has quit [Client Quit]
[22:15:47] -!- geografa has quit [Quit: Computer has gone to sleep.]
[22:17:56] <DJ9DJ> gn8
[22:18:25] -!- DJ9DJ has quit [Quit: bye]
[22:25:33] -!- syyl__ [[email protected]] has joined #linuxcnc
[22:28:14] -!- syyl_ has quit [Ping timeout: 240 seconds]
[22:47:58] -!- vladimirek has quit [Remote host closed the connection]
[22:54:32] -!- tmcw has quit [Remote host closed the connection]
[22:56:56] <gene78> guys, got a problem, using g91g81, can't get rid of the r less than z error clear at the end of the loop.
[22:57:58] <gene78> G1 F10 @1.5 ^30
[22:58:19] <gene78> G91 ^30 G81 G98 R2.16 z-2.15 L12
[22:58:42] <gene78> followed by 11 more lines of^30
[22:59:14] <gene78> error is blamed on the next line after the last ^30
[22:59:17] <gene78> which is
[22:59:44] <gene78> G90 z3
[23:00:31] <gene78> Obviously the man pages need more clarification for the G81cycle
[23:01:07] <gene78> Or, do I even need the next 11 30's
[23:01:46] -!- toner has quit [Ping timeout: 240 seconds]
[23:06:43] -!- toner [[email protected]] has joined #linuxcnc
[23:06:58] -!- AR_ [[email protected]] has joined #linuxcnc
[23:08:30] <gene78> backtrace looks better w/o them, but it still won't run, r less than z in cycle in xy plane
[23:10:29] <gene78> why do I always do this stuff on friday evenings when nobody is around... ;-)
[23:20:57] -!- FinboySlick [[email protected]] has joined #linuxcnc
[23:28:26] -!- stsydow has quit [Quit: Leaving]
[23:32:29] <Aero-Tec3> hello
[23:32:55] <Aero-Tec3> what is ^30?
[23:33:35] <Aero-Tec3> is that a return character?
[23:38:47] <Aero-Tec3> gene78, you around?
[23:38:50] <Aero-Tec3> hello
[23:39:46] <Aero-Tec3> the line G91 ^30 G81 G98 R2.16 z-2.15 L12 looks to be wrong
[23:40:28] <Aero-Tec3> should be G91 G98 G81 R2.16 z-2.15 L12
[23:40:39] <Aero-Tec3> see if that fixes the problem
[23:41:35] -!- sparr has quit [Ping timeout: 256 seconds]
[23:41:45] <Aero-Tec3> G91 is relative mode, G90 is absolute mode for movement
[23:42:51] <Aero-Tec3> make sure you do a G80 after the drilling to cancel to can code mode
[23:43:27] <Aero-Tec3> let me know if this helps
[23:58:40] -!- asdfasd has quit [Ping timeout: 276 seconds]
[23:59:38] -!- mhaberler has quit [Quit: mhaberler]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}